1.本发明涉及胶路检测技术领域,具体涉及一种检验胶路状态的装置及其检验方法。
背景技术:
2.在穿戴类电子产品及零组件的组装生产中,最常用的组装固定工艺为对各零件或各组件间进行喷或者涂胶后再进行组装固化,但因不同胶水特性不同,喷胶阀或者涂胶阀往往不能有效保障每次喷或者涂的胶状态都符合要求,因而要想保证涂胶组装固化状态或气密性完好,就必须对喷或者涂完胶的零组件或成品进行精准的胶路状态检测来及时发现异常防止批量不良和个别不良流入市场,否则这些因胶路状态不良漏检会引起产品的粘接力、密封性、胶量等不良品出现。
3.现有的方法为用各种光源和2d相机组合进行多光谱的传统2d方案进行对胶路检验,此传统方案有如下缺点,若要稳定检测胶路需在胶水中添加荧光剂或使用不同于零件颜色的胶水,但在有具有显示屏和具有光传感器镜片例如穿戴类的心率镜片的电子产品的喷或者涂胶组装场景中禁止使用添加荧光剂或不同于零件颜色的胶水,故传统2d检胶方法无法对此类产品的进行胶路检验。
技术实现要素:
4.本发明的主要目的是提出一种检验胶路状态的装置及其检验方法,旨在解决目前的方法检验透明胶水和所涂胶水与胶水载体同色时又不允许加荧光剂或改变胶水颜色造成检不出胶水状态的问题。
5.为实现上述目的,本发明提出的一种检验胶路状态的装置的检验方法,包括以下步骤:
6.获得3d扫描胶路的三维空间状态图像模型;
7.根据所述胶路的三维空间状态图像模型获得所述胶路及所在工件的状态相关参数;
8.将所述状态相关参数与许用参数库的域值比对,判断所述胶路是否合格。
9.可选地,所述胶路的状态相关参数包括坐标数据、rgb数据以及反射率数据;
10.根据所述胶路的三维空间状态图像模型获得所述胶路及所在工件的状态相关参数的步骤,包括:
11.根据所述胶路的三维空间状态图像模型,获取所述胶路的三维空间状态图像模型的选定像素单元的坐标数据、rgb数据以及反射率数据;
12.将所述状态相关参数与许用参数库的域值比对,判断所述胶路是否合格的步骤,包括:
13.将坐标数据占所述许用参数库的域值的比率记为符合度p,将rgb数据占所述许用参数库的域值的比率记为符合度c,将反射率占所述许用参数库的域值的比率记为符合度
r;
14.将p、c和r与对应的加权值进行相乘后再相加,与设定的判定阀值对比;
15.根据比较结果,判断所述胶路是否合格。
16.可选地,获得所述胶路选定像素单元的坐标数据、rgb数据以及反射率数据的符合度,将坐标数据占所述许用参数库的域值的比率计为p,将rgb数据占所述许用参数库的域值的比率计为c,将反射率占所述许用参数库的域值的比率计为r,将p、c和r乘以对应的所述加权值后再相加后得到的数值,与设定的判定阀值对比,判断所述胶路是否合格的步骤之前,包括:
17.根据检验的所述胶路在其工件上的合格精度要求,调整所述设定的判断阀值。
18.可选地,所述状态相关参数包括胶偏参数、胶宽参数、胶高参数、胶量、胶体均匀分布性以及胶路中是否存在中空或气泡参数中的至少一种。
19.可选地,所述胶路的三维空间状态模型包括胶路区以及工件区;
20.根据所述胶路的三维空间状态图像模型获得所述胶路及所在工件的状态相关参数的步骤,包括:
21.根据二值图像分析法,确定所述胶路的三维空间状态模型图像中的工件区和所述胶路区的分离边界;
22.通过所述分离边界将所述胶路的三维空间状态图像模型中所述工件区和所述胶路区分离,分别得到所述胶路区的三维图像模型和所述工件区的三维图像模型;
23.根据所述工件区和所述胶路区的分离边界、所述胶路的三维空间状态模型和所述胶路区的三维空间状态模型,获得所述状态相关参数。
24.可选地,根据所述工件区和所述胶路区的分离边界、所述胶路的三维空间状态模型和所述胶路区的三维空间状态模型,获得所述状态相关参数的步骤,包括:
25.计算blob数量获取所述胶路的是否有断胶和胶体均匀分布性参数;或者,
26.通过所述胶路区和所述工件区在所述分离边界的相关数据,获得胶路相对工件的胶偏参数;或者,
27.获得所述胶路的两个轮廓边线,计算两个轮廓边线之间的距离得到所述胶宽参数;或者,
28.采样所述胶路最高位置像素中心的高度得到所述胶高参数;或者,
29.采样所述胶路的胶面的像素单元得到的胶面反射率与许用参数库的反射率的域值对比,判断所述胶路是否中空或者是否有气泡;或者,
30.获取所述胶路的坐标数据,计算所述胶路边界的长度,获得所述胶路体积以及胶量。
31.可选地,在获得3d扫描胶路的三维空间状态图像模型的步骤中,所述三维空间状态图像模型为所述3d相机发出一定面积的光或波面对所述胶路定扫描获得的;或者,
32.所述三维空间状态图像模型所述3d相机发出一定宽度的光或波墙沿所述胶路的轨迹动扫描获得的。
33.可选地,在获得3d扫描胶路的三维空间状态图像模型的步骤中,所述胶路为在所述工件上通过涂胶、点胶以及喷胶中的至少一种形成的。
34.本发明还提出一种检验胶路状态的装置,包括:
35.3d相机,用于扫描胶路的三维空间状态模型;
36.显示器,用于显示所述胶路的三维空间状态图像模型;以及,
37.控制装置,与所述3d相机和所述显示器电性连接,用于根据所述胶路的三维空间状态图像模型获得状态相关参数,所述控制装置包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的检验胶路状态的装置的控制程序,所述检验胶路状态的装置的控制程序配置为实现上述的检验胶路状态的装置的检验方法的步骤。
38.可选地,所述检验胶路状态的装置还包括机器人臂和安装板,所述安装板上设有间隔设置的长条孔和弧形通孔,所述长条孔用于供所述机器人臂安装;
39.所述检验胶路状态的装置还包括螺栓,所述3d相机上设有安装孔,所述螺栓穿过所述安装孔可活动地连接于所述弧形通孔,以使得所述3d相机可沿所述弧形通孔活动地安装于所述安装板,以调节所述3d相机角度和高度。
40.可选地,所述检验胶路状态的装置还包括激光校准器以及传感器,所述传感器用以感应具有所述胶路的所述工件,所述激光校准器用以对不同的具有所述胶路的所述工件自动定位校准;
41.所述激光校准器和所述传感器均与所述控制装置电性连接。
42.可选地,所述3d扫描相机发射的波包括光、电磁波以及超声波的任意一种。
43.本发明的技术方案中,先获取3d扫描胶路的三维空间状态图像模型,从而能够得到准确稳定的所述胶路状态,根据所述胶路的三维空间状态图像可以获得状态相关参数,再将获得的所述状态相关参数与许用参数库的域值对比,判断得到所述胶路是否合格;如此,既能够准确可靠的对圆弧面、拐角、曲面上的胶路状态进行检测,还能够对禁止添加荧光剂时的透明胶水的胶路或者所涂胶水与胶水载体同色的胶路及工件为透明材质时的胶路进行检验进行检验。
附图说明
44.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
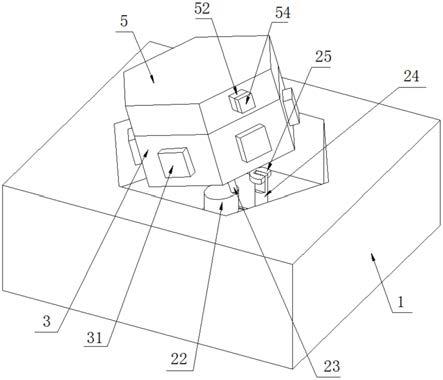
45.图1为本发明提供的检验胶路状态的装置的一实施例的结构示意图;
46.图2为本发明提供的检验胶路状态的装置的检验方法一实施例的流程示意图;
47.图3为本发明提供的检验胶路状态的装置的检验方法的另一实施例的流程示意图。
48.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
51.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
52.在穿戴类电子产品及零组件的组装生产中,最常用的组装固定工艺为对各零件或各组件间进行喷或者涂胶后再进行组装固化,但因不同胶水特性不同,喷胶阀或者涂胶阀往往不能有效保障每次喷或者涂的胶状态都符合要求,因而要想保证涂胶组装固化状态或气密性完好,就必须对喷或者涂完胶的零组件或成品进行精准的胶路状态检测来及时发现异常防止批量不良和个别不良流入市场,否则这些因胶路状态不良漏检会引起产品的粘接力、密封性、胶量等不良品出现。
53.现有的方法为用各种光源和2d相机组合进行多光谱的传统2d方案进行对胶路检验,此传统方案有如下缺点,若要稳定检测胶路需在胶水中添加荧光剂或使用不同于零件颜色的胶水,但在有具有显示屏和具有光传感器镜片例如穿戴类的心率镜片的电子产品的喷或者涂胶组装场景中禁止使用添加荧光剂或不同于零件颜色的胶水,故传统2d检胶方法无法对此类产品的进行胶路检验。
54.本发明提供一种检验胶路状态的装置,图1为本发明提供的检验胶路状态的装置的一实施例的结构示意图;
55.请参阅图1,所述检验胶路状态的装置包括3d相机1、显示器2以及控制装置3,所述3d相机1用于扫描所述胶路的三维空间状态图像模型,需要说明的是,所述3d相机1是通过发出波至胶路上,再接受反射的波以进行成像,所述3d相机1发出的波可以但不限于光、电磁波、超声波;所述显示器2用于显示所述胶路的三维空间状态图像模型;也就是说,通过所述3d相机1发出波至所述胶路,对所述胶路进行数据收集,所述控制装置3将收集的数据由所述显示器2生成所述胶路的三维空间状态图像模型,在本实施例中,所述控制装置3可以但不限于工控机,由所述工控机获取所述状态相关参数,将所述状态相关参数与许用参数库的域值对比从而能够得到所述胶路是否合格。
56.所述控制装置3与所述3d相机1和所述显示器2电性连接,所述控制装置3包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的检验胶路状态的装置的控制程序,所述检验胶路状态的装置的控制程序实现如下所述的检验胶路状态的检验方法的步骤:获得3d扫描胶路的三维空间状态图像模型;根据所述胶路的三维空间状态图像模型获得所述胶路及所在工件的状态相关参数;将所述状态相关参数与许用参数库的域值对比,判断所述胶路是否合格。在这里需要注意的是,所述控制装置3可以独立于所述检验胶路状态的装置,也可以使所述检验胶路状态的装置,所述控制装置3可以是工控机。
57.本发明的技术方案中,先获取3d扫描胶路的三维空间状态图像模型,从而能够得
到准确稳定的所述胶路状态,根据所述胶路的三维空间状态图像可以获得状态相关参数,再将获得的所述状态相关参数与许用参数库的域值对比,判断得到所述胶路是否合格;如此,既能够准确可靠的对圆弧面、拐角、曲面上的胶路状态进行检测,还能够对禁止添加荧光剂时的透明胶水的胶路或者所涂胶水与胶水载体同色的胶路及工件为透明材质时的胶路进行检验进行检验。
58.在本发明的一实施例中,所述检验胶路状态的装置包括机器人臂以及设于所述机器人臂上的安装板,所述安装板上设有间隔设置的弧形通孔和长形孔,所述长条孔用于供所述机器人臂连接,所述检验胶路状态的装置还包括螺栓,所述3d相机上设有安装孔,所述螺栓穿过所述安装孔与所述弧形通孔可活动连接,也就是说,通过螺栓穿过所述弧形通孔将所述3d相机1安装于所述安装板上,使得所述3d相机活动可沿所述弧形通孔活动,以使所述3d相机1角度和高度可调节,从而能够方便将所述3d相机1对应于所述胶路的轨迹进行调节,也能够对应不同轨迹的所述胶路的进行调整,以完成对不同轨迹的所述胶路检测;在本实施例中,所述3d相机1安装于所述安装板上,且所述3d相机1距胶路检验高度为10-150mm,检验有效宽度0-100mm,且检验角度在0-90
°
的范围内可调节。
59.需要说明的是,所述3d相机1能够对所述胶路以一定面积的光或波面进行定扫描获得所述胶路的三维空间状态图像模型;所述3d相机也可以发出一定宽度的光或波墻对沿所述胶路轨迹移动扫描获得所述胶路的三维空间状态图像模型,如此能够针对需要获得不同的所述状态相关参数,对所述3d相机1进行不同的调整。
60.在本发明的一实施例中,所述检验胶路状态的装置包括激光校准器以及传感器;所述传感器能够检测胶头,在所述传感器检测到所述胶头时,所述控制装置3控制所述激光校准器用于使所述胶头对准所述胶路;如此能够对不同工件或者具有不同轨迹的所述胶路自动定位校准,进而能够自动扫描生成轨迹;本发明不限制所述胶路的形成方式,可以采用喷胶的方式,也可以采用涂胶的方式,还可以采用点胶的方式。
61.本发明还提供一种检验胶路状态的装置的检验方法,图2和图3为本发明提供的检验胶路状态的装置的检验方法的一实施例的流程示意图,所述检验胶路状态的装置的检验方法包括以下步骤:
62.步骤s10:获得3d扫描胶路的三维空间状态图像模型;
63.所述3d相机1是通过发出波至所述胶路上,再接受反射的波以进行成像,从而能够生成所述胶路的三维空间状态图像模型,能够对透明胶水、曲面工件上的胶路、拐角或圆弧处胶路、深槽里的胶路进行检验,且所述3d相机1发出的波可以但不限于光波、电磁波、超声波。
64.步骤s20:根据所述胶路的三维空间状态图像模型获得所述胶路及所在工件的状态相关参数;
65.步骤s30:将所述状态相关参数与许用参数库的域值比对,判断所述胶路是否合格。
66.具体地,在本实施例中,将所述状态相关参数与生产线mes智能生产系统许用参数库的域值进行比对,可以是比较大小,如此,来判断胶路是否合格。
67.需要说明的是,对所述许用参数库的域值不作限制,在本实施例中,所述产线mes智能生产系统内的所述许用参数库域值,是对合格的样品进行分析,采集该合格样品的状
态相关参数,再录入至所述产线mes智能生产系统的许用参数库,并且可以根据不同类型的所述胶路的状态相关参数进行更新再录入,还可以在更新的过程中去除所述许用参数库中的不合格的所述状态相关参数。
68.在本发明的技术方案中,先获取3d扫描胶路的三维空间状态图像模型,从而能够得到准确稳定的所述胶路状态,根据所述胶路的三维空间状态图像模型可以获得状态相关参数,再将获得的所述状态相关参数与许用参数库值的域值对比得到所述胶路是否合格;如此,既能够准确可靠的对圆弧面、拐角、曲面以及深槽上的胶路状态进行检测,还能够对使用透明胶水的胶路或者所涂胶水与胶水载体同色的胶路进行检验。
69.在本发明的一实施例中,所述胶路的状态相关参数包括坐标数据、rgb数据以及反射率数据,具体地,还包括,
70.s210:根据所述胶路的三维空间状态图像模型,获取所述胶路的三维空间状态图像模型的选定像素单元的坐标数据、rgb数据以及反射率数据;
71.s310:将坐标数据占所述许用参数库的域值的比率记为符合度p,将rgb数据占所述许用参数库的域值的比率记为符合度c,将反射率占所述许用参数库的域值的比率记为符合度r;
72.s320:将p、c和r与对应的加权值进行相乘后再相加,与设定的判定阀值对比;
73.s330:根据比较结果,判断所述胶路是否合格。
74.请参照图3,在本实施例中,所述符合度表示为获取的所述胶路的状态相关参数与所述许用参数库的域值进行对比;具体的对比方式为,例如所述许用参数库值对应选定像素单元的坐标数据、rgb数据以及反射率数据均具有一个设定合格的区间,坐标数据也就是坐标值x、y、z数据、rgb数据也就是色彩r、g、b数据,反射率数据为所述胶路材质的反射率数据;各所述设定合格的区间具体由操作人员根据不同的所述胶路进行设定;对落入区间的所述胶路的状态相关参数与所述设定合格区间内的中位数进行对比,得到所述胶路的状态相关参数的符合度;将p、c和r与对应的加权值的进行相乘再相加,所述加权值为对应的p、c、r占的权重,具体表示为:例如,所述胶路选定像素单元的坐标数据的占比百分之八十、也就是加权值为百分之八十,rgb数据以及反射率数据各占比百分之十,将得到的所述胶路的选定像素单元的坐标数据、rgb数据以及反射率数据对应的所述胶路的状态相关参数的符合度与各自的所述加权值相乘再相加得到的数值,再与设定的判定阀值对比,判断所述胶路在其工件上的状态是否合格。
75.s311:根据检验的所述胶路在其工件上的合格精度要求,调整所述设定的判断阀值。
76.具体地,所述胶路的三维空间状态模型包括胶路区以及工件区,为了使获取的所述状态相关参数更加精确,还包括:
77.s220:根据二值图像分析法,确定所述胶路的三维空间状态模型图像中的工件区和所述胶路区的分离边界;
78.s230:通过所述分离边界将所述胶路的三维空间状态图像模型中所述工件区和所述胶路区分离,分别得到所述胶路区的三维图像模型和所述工件区的三维图像模型;
79.s240:根据所述工件区和所述胶路区的分离边界、所述胶路的三维空间状态模型和所述胶路区的三维空间状态模型,获得所述状态相关参数;
80.在本实施例,由于所述3d相机1扫描的是所述3d扫描待测工件和位于所述待测工件的所述胶路,所述胶路的三维空间状态图像模型包括待测工件区和位于所述待测工件的胶路区,根据二值图像分析法,确定所述胶路的三维空间状态模型图像中的工件区和所述胶路区的分离边界,通过所述分离边界,从而能够准确地将所述3d扫描的所述胶路的三维空间状态图像模型中的所述工件区和所述胶路区分离,分别得到所述工件区的三维空间状态图像模型和所述胶路区的三维空间状态图像模型,再通过所述分离边界将所述胶路的三维空间状态图像模型中所述工件区和所述胶路区分离,分别得到所述胶路区的三维图像模型和所述工件区的三维图像模型。
81.具体地,所述状态相关参数包括胶偏参数、胶宽参数、胶高参数、胶量、胶体均匀分布性以及胶路中是否存在中空或气泡参数中的至少一种,步骤s240还包括步骤:
82.s241:计算blob数量获取所述胶路的是否有断胶和胶体均匀分布性参数
83.s242:通过所述胶路区和所述工件区在所述分离边界的相关数据,获得胶路相对工件的胶偏参数;
84.通过所述二值图像分析法,得到所述二值图像分析法处理的图片,通过计算blob数量获取胶路的所述均匀性参数,以得到所述胶路是否断胶以及断胶的区域或者是否有挂胶以及挂胶的区域;blob也叫做连通区域,同一像素或者相近像素(相近灰度)相邻连接构成的区域,从而能够将所述胶路的三维空间图像简单化,如此在二值图像分析法处理后的所述胶路的三维空间状态图像模型中,此时的所述胶路的三维空间状态图像模型具有所述胶路区和所述工件区,将所述胶路区的连通区域标记为第一连通区域,将所述工件区域的连通区域标记为第二连通区域,将所述工件区与所述胶路区重合的连通区域标记为第三连通区域。
85.在一实施例中,查看所述第三连通区域,将所述第三连通区域的三维空间状态图像模型与设定的三维空间状态图像模型进行对比,若所述第三连通区域出现部分白色空缺或者部分灰度较浅,再计算部分白色空缺或者部分灰度较的连通区域的数量,得到所述胶路的缺胶参数。
86.需要说明的是,在本实施例中,根据二值图像分析法处理所述胶路的三维空间状态图像模型,所述二值图像分析法首先要设置设定阀值,需要说明的是,所述设定阀值为操作人员根据胶路所设定的,在此不做限制;将通过对比设定阀值对比,所有灰度大于或等于阈值的像素被判定为属于特定物体,其灰度值为255表示,其余的像素点被排除在物体区域以外,灰度值为0,表示背景或者例外的物体区域,也就是说将图像上的像素点的灰度值设置为0或255,从而将所述胶路的三维空间状态图像模型呈现出明显的黑白效果,且采用所述二值图像分析法处理后获得的所述状态相关参数更加精准,使图像变得简单,而且数据量减小,能凸显出所述胶路的轮廓。
87.在另一实施例中,将所述第三连通区域的三维空间状态图像模型与设定的三维空间状态图像模型进行对比,若所述第三连通区域出现部分灰度较深,再计算部分灰度较深的连通区域的数量,得到所述胶路的挂胶参数。
88.在再一实施例中,将所述第二连通区域与所述胶路的设定的三维空间状态图像模型进行对比,若所述第二连通区域的灰度图与所述第三连通区域的灰度图相似,则说明所述胶路具有偏胶的情况,再计算所述第二连通区域与所述第一连通区域重合的连通区域,
得到所述胶路的偏胶参数。
89.s243:获得所述胶路的两个轮廓边线,计算两个轮廓边线之间的距离得到所述胶宽参数;
90.在所述胶路区的三维空间状态图像模型中,所述胶路的两侧形成有两个清晰的轮廓线,分别采样两个轮廓线的点,计算两个轮廓线之间的间距,且该两个轮廓线之间的距离一般为不等,为此,可以通过计算其平均值,以获得胶路的宽度参数。
91.s244:采样所述胶路最高位置像素中心的高度得到所述胶高参数;
92.直接获取所述胶路的位置像素中心的高度的坐标z的数值,通过计算其平均值,以获得胶路的胶高参数。
93.s245:采样所述胶路的胶面的像素单元得到的胶面反射率与许用胶面的反射率范围相比,判断所述胶路是否中空或者是否有气泡;
94.在本发明的一实施例中,采样所述胶路的像素单元得到的胶面与设定胶面相比,在所述胶路上有气泡的位置的胶面反射率为不合格时,获得的反射率与许用胶面的反射率域值相比有较大的差距,因此所述胶路有气泡或者中空的位置的颜色或者灰度会与周围环境不同,由于中空的位置形成的不同颜色或者灰度的面积较大,从而能够判断所述胶路中是否中空或者是否有气泡。
95.s246:获取所述胶路的坐标数据,计算所述胶路边界的长度,获得所述胶路体积及胶量参数。
96.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
97.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
98.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在如上的一个存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,电视机,或者网络设备等)执行本发明各个实施例的方法。
99.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。