1.本发明属于铅酸蓄电池回收领域,具体涉及一种联合铵法脱硫处理废酸的方法,废铅蓄电池回收产生的废酸水均可采用该方法进行处理。
背景技术:
2.目前废铅酸电池回收过程产生大量废酸水,回收过程中每吨电池约产生0.1吨硫酸浓度为20%的废酸,产生0.2吨1%-10%浓度的破碎废酸水,其中破碎废酸水因其浓度低,并含有氯杂质,一般有两种方式进行处理:一种是膜过滤;另一种为片碱中和。采用膜过滤回收酸成本低,但因无法过滤氯杂质,使得回收酸中含氯无法再用于蓄电池生产中,且膜过滤产出的为稀硫酸,存在应用性差及运输成本占比高的问题,导致膜回收酸的工艺在废铅酸电池回收中无法推行;而采用片碱中和处理,片碱中和处理成本高,且片碱中和处理产生的中和水难以处理。
3.目前每吨电池约产生0.2吨破碎废酸水难以处理,废酸水的处理不当将对环境造成严重影响,所以急需开发一种低成本、满足环境要求的处理铅酸蓄电池回收废酸水的工艺。
技术实现要素:
4.为了解决以上技术问题,本发明提供一种联合铵法脱硫处理废酸水的方法,其成本低、对环境友好。
5.为达到以上目的,本发明的技术方案为:
6.一种联合铵法脱硫处理废酸水的方法,依次包括如下步骤:
7.(1)采用碳酸氢铵中和废酸水,控制中和反应终点ph值在6-8,得到中和液;
8.(2)将上述中和液作为铅膏脱硫底液,向其中加入铅膏,搅拌均匀;
9.(3)然后向其中加入碳酸氢铵进行脱硫反应;
10.(4)将步骤(3)完全反应后形成的铅泥浆进行压滤后得到脱硫后的铅膏以及滤液;
11.(5)检测步骤(4)得到的滤液中硫酸铵浓度,当浓度低于30%时,将其替代或部分替代步骤(2)中的中和液作为脱硫底液进行后续脱硫反应,当滤液中硫酸铵浓度高于30%时,该滤液经净化系统后进入蒸发结晶系统,产出副产品,即工业级硫酸铵。
12.进一步的,步骤(5)中检测滤液中硫酸铵浓度可替换为检测滤液的密度,首先,同时检测滤液中硫酸铵浓度与滤液密度,得出滤液密度与硫酸铵浓度的关系,进而得到硫酸铵浓度为30%时对应的滤液密度,将该密度作为滤液是否进入蒸发结晶系统的标准。
13.更进一步的,进入稳定生产阶段后,步骤(5)的具体操作为:检测步骤(4)得到的滤液密度,密度低于1.17kg/m3时,将其替代或部分替代步骤(2)中的中和液作为脱硫底液进行后续脱硫反应,当滤液密度高于1.17kg/m3时,该滤液经净化系统后进入蒸发结晶系统,产出副产品,即工业级硫酸铵。
14.进一步的,所述废酸水为废铅蓄电池回收产生的废酸水。
15.进一步的,步骤(2)中加入铅膏搅拌均匀后,控制得到铅泥浆的密度为1.6-1.9kg/m3。
16.进一步的,所述碳酸氢铵选用农业用或者工业用碳酸氢铵均可。
17.本发明也公开了上述方法在铅膏脱硫中的应用。
18.本发明的有益效果在于:
19.(1)联合铵法脱硫采用碳酸氢铵处理废酸水,可实现低成本全处理蓄电池回收过程产生的废酸水,副产品硫酸铵可符合工业硫酸铵要求。采用农用碳酸氢铵用于中和废酸水,铅膏采用碳酸氢铵脱硫,其为液固反应,反应过程需加入溶液,所以提出将中和反应产出的硫酸铵溶液作为铅膏碳酸氢铵脱硫反应的底液,可减少整体的水使用量和产生量,以减少硫酸铵溶液的处理量,从而减少蒸发结晶的处理量,也降低了处理能耗成本及设备投资。
20.(2)另铅膏脱硫反应产生的硫酸铵,使得滤液中硫酸铵的浓度得到提高,在不增加额外辅料的情况下,将有利于去除硫酸铵滤液中的铅杂质,因为硫酸铅为微溶物,溶度积低,硫酸铵浓度增加后,硫酸根的摩尔浓度相应的增加,根据同离子效应,铅的理论溶解度可降至极低,在1mg/l以下,所以,此时仅需再通过净化系统过滤就可得到符合要求的硫酸铵副产品。
21.(3)使用膜过滤处理,产出的副产品是稀硫酸,其最好的用途是用于蓄电池生产,但大部分废酸中均会引入氯离子,而蓄电池用酸对氯离子要求又极为严格,导致膜过滤产出的硫酸无法用于蓄电池的生产,而相比膜过滤处理工艺,本发明的工艺具有更好的适用性、应用性,对废酸水浓度、氯杂质无要求,本发明的方法产出的副产品为工业硫酸铵,可达到产品要求。
22.现有技术中,对于铅膏脱硫,一般用自来水溶解碳酸氢铵实现反应,本发明用废旧铅酸电池回收产生的废酸水(经碳酸氢铵中和后)代替自来水溶解碳酸氢铵,在满足脱硫反应的同时,实现了废酸水的再利用。
附图说明
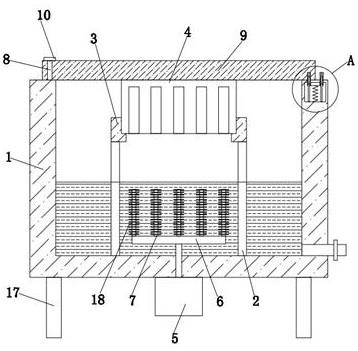
23.图1是本发明的联合铵法脱硫处理废酸水方法的工艺流程示意简图;
24.图中:1-废酸水储罐、2-耐酸泵、3-脱硫反应罐、4-第一离心泵、5-压滤机、6-滤液储罐、7-第二离心泵、8-净化系统、9-蒸发结晶系统、10-铅膏定量给料机、11-碳酸氢铵定量给料机。
具体实施方式
25.下面结合附图和具体实施例对本发明的技术方案做进一步说明。
26.如图1所示,本发明的联合铵法脱硫处理废酸水的装置包括废酸水储罐1、耐酸泵2、脱硫反应罐3、第一离心泵4、压滤机5、滤液储罐6、第二离心泵7、净化系统8、蒸发结晶系统9,以上各设备通过管路依次相连通,同时第二离心泵7出液口通过管路与脱硫反应罐3相连通,铅膏定量给料机10和碳酸氢铵定量给料机11分别通过管路与脱硫反应罐3相连通。
27.本发明联合铵法脱硫处理废酸水方法的操作流程如下:
28.(1)碳酸氢铵中和废酸水:将废铅蓄电池回收产生的废酸水储存于废酸水储罐1
中,然后通过耐酸泵2将废酸水泵入脱硫反应罐3中,通过碳酸氢铵给料机11向脱硫反应罐3中投入碳酸氢铵,中和废酸水后得到硫酸铵溶液,利用脱硫反应罐3自带的ph计控制中和终点,即控制终点溶液ph值6-8。
29.(2)废酸水在脱硫反应罐3中经过中和后,通过铅膏定量给料机10向上述终点溶液中加入铅膏,以配制铅泥浆,利用脱硫反应罐3自带的称重模块和液位计,识别出罐内物料重量和体积,计算铅泥浆的密度,控制脱硫反应罐3中铅泥浆的密度范围为1.6-1.9kg/m3,密度过低,铅泥浆中铅膏占比少,造成处理铅膏量少,密度过高则易堵塞泵和管路,并会导致脱硫反应效率降低。
30.(3)铅膏加入完成后,再向其中加入碳酸氢铵进行脱硫,完成后,脱硫反应罐3排出的物料用第一离心泵4泵入压滤机5中压滤,滤饼即脱硫铅膏,进入熔炼,产生的滤液进入滤液储罐6中。脱硫时,根据铅膏的干重以及硫含量,结合硫酸铅与碳酸氢铵的反应式确定碳酸氢铵的使用量,实际使用时,为了确保脱硫效果,碳酸氢铵稍过量,通过以上步骤可将铅膏中硫降至0.3%-0.8%。
31.(4)检测滤液中硫酸铵的浓度,当浓度低于30%时,将其替代或部分替代步骤(2)中的中和液作为脱硫底液进行后续脱硫反应,当滤液中硫酸铵的浓度高于30%时不可泵入脱硫反应罐3作为脱硫底液,可进入蒸发结晶程序中;
32.实际生产中,频繁检测滤液中硫酸铵浓度难度较大,且操作复杂、成本较高,而密度检测相对比较容易,所以本实施例中在滤液储罐6中设置有密度计,用于检测罐体6中硫酸铵滤液密度,通过前期检测的滤液中硫酸铵浓度与滤液密度的关系,得出当滤液中硫酸铵浓度为30%时,滤液密度约为1.17kg/m3,生产相对稳定,所以在以后的生产中,直接以密度作为判断标准,当检测滤液储罐6中滤液密度低于1.17kg/m3时,将其泵入脱硫反应罐3中作为脱硫底液。实际生产中,可以根据实际情况,适当进行选择,但若滤液密度超过1.23kg/m3不宜泵入脱硫反应罐3作为脱硫底液,滤液密度过高将影响脱硫反应速率降低,从而导致铅膏硫含量不合格。
33.(5)当步骤(4)中检测滤液储罐6中滤液密度高于1.17kg/m3时,利用第二离心泵7将其泵入净化系统8,进行过滤除杂,再进入蒸发结晶系统9处理,最终产出副产品硫酸铵,可达到工业硫酸铵(hg/t5744-2020)要求。下面以某厂的具体操作进行说明,按照上述步骤进行废酸水处理,其中,步骤(1)中废酸水处理量为10吨,加入约3.35吨碳酸氢铵中和废酸水,最终ph值约在7左右,步骤(2)中铅膏加入量为10吨,经检测投入的铅膏水分含量为12%,铅膏中硫含量为6.1%,脱硫反应罐监测出铅泥浆的密度为1.76kg/m3,符合要求的1.6-1.9kg/m3。可计算出,步骤(3)中加入2.75吨碳酸氢铵的进行铅膏脱硫,实际中,加入了2.8吨碳酸氢铵进行脱硫结束后,步骤(4)检测滤液储罐6中滤液密度为1.20kg/m3,高于1.17kg/m3,进入蒸发结晶系统9处理,最终产出副产品硫酸铵达到工业硫酸铵(hg/t5744-2020)要求,脱硫后的铅膏中硫含量为0.56%。
34.本实施例所得副产品硫酸铵的指标检测结果如下表1:
35.表1
36.项目指标副产品硫酸铵氮(n)含量(以干基计)%≥19.520.6水分/%≤1.50.3
游离酸(以h2so4计)含量/%≤2.00.03锌(zn)/%≤0.0010.0002汞(hg)/%≤0.0001未检出钴(co)/%≤0.0005未检出锰(mn)/%≤0.0005未检出镍(ni)/%≤0.0005未检出铬(cr)/%≤0.001未检出钛(ti)/%≤0.0005未检出铜(cu)/%≤0.00150.0001铁(fe)/%≤0.0020.0003铅(pb)/%≤0.0030.00005
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。