1.本发明涉及节能环保技术领域,具体为一种水性聚氨酯胶粘剂的施工工艺。
背景技术:
2.水性聚氨酯胶粘剂一般是由低聚物多元醇、异氰酸酯、亲水性组分以及扩链剂等组分混合制备而成的一类聚氨酯胶粘剂。水性聚氨酯胶黏剂具有软硬度可调节、耐低温、柔韧性好以及粘接强度大等优点,能粘接金属、非金属等多种材料,用途越来越广。但是目前整个聚氨酯胶黏剂行业仍以溶剂型为主。然而水性聚氨酯胶粘剂在粘黏材料施工过程中需要避免涂胶时沉淀而导致粘性不匀,在干燥时,需要先去干胶剂内水分再加热烘干,避免造成胶剂内水分不能蒸发,导致粘性不足,同时也要在维持粘合温度下施压定型,以上环节不能控制不好就会导致对材料粘合出现不足。
技术实现要素:
3.本发明的目的在于提供一种水性聚氨酯胶粘剂的施工工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供一种水性聚氨酯胶粘剂的施工工艺,包括以下步骤:
5.一、制胶阶段:
6.s1、先将水性聚氨酯胶粘剂和固化剂按质量比100:5的份量置于施工装置中的混合桶内;
7.s2、然后启动搅拌电机搅拌10分钟;
8.二、上胶阶段:
9.s3、再将需要粘合的一半材料放入治具中,而一并放在传送带上;
10.s4、然后启动排料电机驱动排料轴和螺旋叶片旋转排胶至上胶管内;
11.s5、同时联动齿轮带动传动轴同步旋转,而驱动传送带循环运动,进而治具边运动边涂胶;
12.三、干燥阶段:
13.s6、然后将材料另一半放到治具内与涂胶材料贴合,再放到输送带始端上,并启动伺服电机驱动输送带运动;
14.s7、提前启动驱轴电机驱动若干叶片旋转产生风,提前启动若干红外线灯管预热防温罩内部;
15.s8、装有材料并涂胶的治具经输送带的输送,依次经风干机构和若干红外线灯管逐步升温干燥;
16.四、压粘阶段:
17.s9、待治具被一对第二接近开关感应后,触发伺服电机停止,同时触发驱轮电机启动而驱动压板下移挤压材料粘合;
18.s10、待控制伺服电机的延时继电器接通后,伺服电机则启动而驱动输送带继续循
环运动,而带动下一个治具到粘合机构下方,以待压粘成品。
19.作为本技术方案的进一步改进,水性聚氨酯胶粘剂的施工装置包括内部设置有搅拌架的混合桶、混合桶底部设置的上胶装置和对胶剂先干燥后粘合的控温施工装置,所述混合桶的底部且沿其径向连通设置有排料道,所述排料道的出料端下方设置有沿与排料道指向呈垂直方向延伸的工作台,所述上胶装置包括置于排料道中心轴内的排料轴、置于工作台始端上的传送带和治具,所述排料轴指向工作台的一端设置有上胶管,所述排料轴的另一端同轴连接有排料电机,所述排料轴的正下方悬置有用于带动传送带同步运动的传动轴,所述控温施工装置包括置于工作台上的输送带、输送带上方设置的风干机构、沿工作台延伸方向设置的若干红外线灯管以及输送带末端上设置的粘合机构。
20.作为本技术方案的进一步改进,所述排料轴的外侧焊接有螺旋叶片,所述排料道朝向工作台一端连通设有与上胶管紧密套接的出料管,所述上胶管延伸至传送带上方,且上胶管的底部连通设有若干出胶嘴。
21.作为本技术方案的进一步改进,所述传动轴位于排料电机的端部同轴套接有传动齿轮,所述传动轴的另一端延伸至传送带内部且同轴套接有传送齿轮,所述排料轴靠近排料电机的一端同轴套接有联动齿轮,所述传送带的内侧面开设有沿其宽度方向延伸的齿槽,所述传送带的两端外侧设有拨条。
22.作为本技术方案的进一步改进,所述输送带的上方罩设有防温罩,所述防温罩的顶部内固定连接有控温架,所述控温架之间固定连接有若干隔板,所述风干机构位于控温架进料端内。
23.作为本技术方案的进一步改进,所述风干机构包括嵌设于隔板上的若干驱动轴和置于控温架外部的驱轴电机,所述驱动轴的外侧呈环形等间距设有若干叶片,所述驱动轴凸出控温架外部的端部紧密套接有蜗轮,所述驱轴电机的输出轴外侧间隔套接有若干蜗杆。
24.作为本技术方案的进一步改进,若干所述红外线灯管位于控温架中部及其出料端的若干隔板之间,所述红外线灯管的轴向与输送带的长度方向相同。
25.作为本技术方案的进一步改进,所述粘合机构包括置于输送带上方的若干压板、用于悬吊若干压板的压柱、用于弹性支托压柱的压簧以及用于驱动压柱下移的驱轮电机,所述驱轮电机的输出轴与压柱呈垂直设置,且其输出轴上紧密套接有与压柱顶端滑动连接的凸轮,所述防温罩的出料端内侧安装有一对第二接近开关,所述输送带的一端圆辊端同轴连接有伺服电机。
26.作为本技术方案的进一步改进,所述搅拌架由长轴及其外侧呈环形焊接的若干搅拌叶片组成,且其长轴的顶端同轴连接有搅拌电机,所述工作台的顶面且从始端至末端依次开设有上胶口、储具口和输送槽,所述上胶口的出料端顶面齐平焊接有导具板。
27.作为本技术方案的进一步改进,所述传送带和输送带之间设置有可升降的治具架,所述治具架内部之间等间距间隔设有若干置物板,所述治具架的底部中心下方安装有伺服电动缸,所述治具架靠近输送带一端的拐角内侧安装有若干第一接近开关,且每个置物板上均分布有第一接近开关,若干所述第一接近开关与所述伺服电动缸通过导线并联连接成若干回路。
28.与现有技术相比,本发明的有益效果:
29.1、该水性聚氨酯胶粘剂的施工工艺中,通过设置的混合桶不停搅拌胶剂和固化剂,并在混合桶底部设置了可定量输送胶剂的上胶装置,再利用排料轴带动传送带同步运动,使得放在传送带上的治具及其内部材料边被输送边被涂胶,其自动化程度高,利于快速且准确的上胶,减轻工作人员的工作强度,具有实用价值。
30.2、该水性聚氨酯胶粘剂的施工工艺中,通过设置的控温施工装置,利用输送带输送治具先经过风干机构被风干水分,然后经按等温差分布的若干红外线灯管逐步烘干定型,最后经粘合机构施压粘合材料整体形成成品,其具有控温和保温效果,使得胶剂达到最佳温度粘合材料,具有实用价值。
31.3、该水性聚氨酯胶粘剂的施工工艺中,通过在传送带和输送带之间设置的可升降的治具架,用于临时存放治具,以便利用有限的水平空间在竖向空间上存放治具,以待工作人员拿取,具有推广实用价值。
附图说明
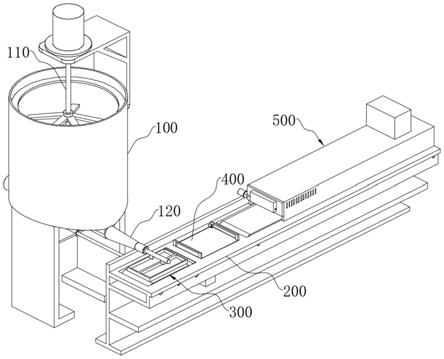
32.图1为实施例1的整体结构示意图;
33.图2为实施例1的混合桶全剖图;
34.图3为实施例1的搅拌架结构示意图;
35.图4为实施例1的工作台装配结构示意图;
36.图5为实施例1的上胶装置结构示意图;
37.图6为实施例1的控温施工装置整体结构示意图;
38.图7为实施例1的工作台结构示意图;
39.图8为实施例1的传送带局部装配结构示意图;
40.图9为实施例1的上胶管结构示意图;
41.图10为实施例1的治具架结构示意图;
42.图11为实施例1的控温施工装置内部结构示意图;
43.图12为实施例1的控温架结构示意图;
44.图13为实施例1的风干机构装配示意图;
45.图14为实施例1的粘合机构装配结构示意图。
46.图中各个标号意义为:
47.100、混合桶;101、防护圈;102、排料道;110、搅拌架;111、搅拌叶片;120、出料管;130、搅拌电机;140、上胶管;141、出胶嘴;
48.200、工作台;201、上胶口;202、储具口;203、输送槽;204、导具板;
49.300、上胶装置;310、排料轴;311、螺旋叶片;320、排料电机;330、联动齿轮;340、治具;350、传送带;351、齿槽;352、拨条;360、传动齿轮;361、传动轴;362、传送齿轮;370、托架;
50.400、治具架;410、置物板;420、伺服电动缸;430、第一接近开关;
51.500、控温施工装置;510、输送带;520、控温架;521、隔板;
52.530、风干机构;531、驱动轴;532、叶片;533、蜗轮;534、蜗杆;535、驱轴电机;540、红外线灯管;
53.550、粘合机构;551、压板;552、压柱;553、压簧;554、凸轮;555、驱轮电机;560、防
温罩;561、料口;562、第二接近开关;563、散热槽。
具体实施方式
54.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
55.在本发明的描述中,需要理解的是,术语“中心轴”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
56.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“若干”的含义是两个或两个以上,除非另有明确具体的限定。
57.实施例1
58.请参阅图1-图14所示,本发明提供一种水性聚氨酯胶粘剂的施工工艺,包括以下步骤:
59.一、制胶阶段:
60.s1、先将水性聚氨酯胶粘剂和固化剂按质量比100:5的份量置于施工装置中的混合桶100内,由于水性聚氨酯胶粘剂和固化剂的密度不同,因此需要搅拌混合,而形成黏稠液;
61.s2、然后启动搅拌电机130搅拌10分钟;
62.二、上胶阶段:
63.s3、再将需要粘合的一半材料放入治具340中,而一并放在传送带350上;
64.s4、然后启动排料电机320驱动排料轴310和螺旋叶片311旋转排胶至上胶管140内,在排胶时,搅拌电机130不停转,避免水性聚氨酯胶粘剂沉淀分层,导致粘性不均;
65.s5、同时联动齿轮330带动传动轴361同步旋转,而驱动传送带350循环运动,进而治具340边运动边涂胶,即利用一个电机即可同时带动排料轴310排胶和传送带350输送运动,使得治具340相对上胶管140做直线运动,以便上胶管140排出的胶顺利均匀涂抹在治具340内的材料上表面,以待将材料另一半贴合上去,粘黏成成品;
66.三、干燥阶段:
67.s6、然后将材料另一半放到治具340内与涂胶材料贴合,再放到输送带510始端上,并启动伺服电机驱动输送带510运动;
68.s7、提前启动驱轴电机535驱动若干叶片532旋转产生风,从而制造此区域的低温环境,水性聚氨酯胶粘剂的干燥温度由低到高循序渐进,需在低温条件下进行长时间风干,然后再加温干燥以达到所需的最佳粘合温度。提前启动若干红外线灯管540预热防温罩560内部,若干红外线灯管540按输送带510输送方向由低温至高温布置,且温差为5度,以便形
成低温到高温的环境;
69.s8、装有材料并涂胶的治具340经输送带510的输送,依次经风干机构530和若干红外线灯管540逐步升温干燥;
70.四、压粘阶段:
71.s9、待治具340被一对第二接近开关562感应后,触发伺服电机停止,同时触发驱轮电机555启动而驱动压板551下移挤压材料粘合;
72.s10、待控制伺服电机的延时继电器接通后,伺服电机则启动而驱动输送带510继续循环运动,而带动下一个治具到粘合机构550下方,以待压粘成品。
73.本实施例中,水性聚氨酯胶粘剂的施工装置包括内部设置有搅拌架110的混合桶100、混合桶100底部设置的上胶装置300和对胶剂先干燥后粘合的控温施工装置500。混合桶100的底部且沿其径向连通设置有排料道102,排料道102的出料端下方设置有沿与排料道102指向呈垂直方向延伸的工作台200。上胶装置300包括置于排料道102中心轴内的排料轴310、置于工作台200始端上的传送带350和治具340,排料轴310指向工作台200的一端设置有上胶管140,排料轴310的另一端同轴连接有排料电机320,排料轴310的正下方悬置有用于带动传送带350同步运动的传动轴361,排料轴310的外侧焊接有螺旋叶片311,上胶管140与排料道102内部相连通,启动排料电机320驱动排料轴310和螺旋叶片311同步旋转,而推进排料道102内的混合胶剂排出,并从上胶管140排到随传送带350运动而做直线运动的治具340内的材料上,完成自动涂胶。控温施工装置500包括置于工作台200上的输送带510、输送带510上方设置的风干机构530、沿工作台200延伸方向设置的若干红外线灯管540以及输送带510末端上设置的粘合机构550,通过输送带510输送装有材料的治具340,依次经风干机构530风干水分,再经若干红外线灯管540逐步增温干燥,最后经粘合机构550压合粘黏成品。
74.进一步的,排料道102朝向工作台200一端连通设有与上胶管140紧密套接的出料管120,出胶管120的外端呈缩口状,使得胶剂排出得以控量。上胶管140延伸至传送带350上方,且上胶管140的底部连通设有若干出胶嘴141,出胶嘴141根据材料需涂胶的顶面横向尺寸,进行匹配制作,比如材料顶面横向尺寸较大,则出胶嘴141的宽度需设计的比其长度大,从而一次性涂完材料表面。
75.具体的,传动轴361位于排料电机320的端部同轴套接有传动齿轮360,传动轴361的另一端延伸至传送带350内部且同轴套接有传送齿轮362,排料轴310靠近排料电机320的一端同轴套接有联动齿轮330,联动齿轮330与传动齿轮360啮合,传送带350的内侧面开设有沿其宽度方向延伸的齿槽351,传送齿轮362与若干齿槽351啮合,从而传送带350得以通过传动轴361与排料轴310同步运动。传送带350的两端外侧设有拨条352,由于传送带350端部为圆弧面,随着治具340与传送带350在其圆弧端处脱离,而利用拨条352推动治具340继续滑动,而顺利离开传送带350上方。传动轴361穿过混合桶100下方的一段套接有托架370,托架370的两端与混合桶100底部的撑板通过螺栓固定连接,使得传动轴361稳定置空旋转。其中排料电机320通过螺栓固定于混合桶100侧面。
76.除此之外,输送带510的上方罩设有防温罩560,防温罩560用于防护其内部温度不外散,防温罩560的长度方向两端均开设有料口561,以便治具340随着输送带510输送而顺利穿过。防温罩560的顶部内固定连接有控温架520,控温架520之间固定连接有若干隔板
521,若干隔板521沿控温架52宽度方向竖向设置,形成若干分隔区,以便隔开控制温度,使得经过控温架520下方时,材料上的胶剂获得不同的干燥温度,而逐步干燥定型。风干机构530位于控温架520进料端内,即靠近混合桶100一端为进料端,远离混合桶100一端为出料端。风干机构530包括嵌设于隔板521上的若干驱动轴531和置于控温架520外部的驱轴电机535,驱动轴531的外侧呈环形等间距设有若干叶片532,驱动轴531凸出控温架520外部的端部紧密套接有蜗轮533,驱轴电机535的输出轴外侧间隔套接有若干蜗杆534,若干蜗杆534与若干蜗轮533对应啮合,通过启动驱轴电机535驱动蜗杆534旋转,而带动蜗轮533和驱动轴531同步旋转,进而带动若干叶片532旋转产生风,将材料上胶剂的水分风干,避免后续加温时导致胶剂表面先结壳而影响其内部水分蒸发。其中防温罩560位于风干机构530的两侧开设有散热槽563,用于对经过风干机构530下方的材料进行较长的低温风干。
77.进一步的,若干红外线灯管540位于控温架520中部及其出料端的若干隔板521之间,红外线灯管540的轴向与输送带510的长度方向相同,每相邻两个隔板521之间的若干红外线灯管540的功率相同,即散热相同,若干隔板521之间的红外线灯管540以5度逐渐增加,从而形成对输送带510上移动的治具340产生逐步增温干燥的过程,利于达到水性聚氨酯胶黏剂所需的最佳粘合温度。
78.具体的,粘合机构550包括置于输送带510上方的若干压板551、用于悬吊若干压板551的压柱552、用于弹性支托压柱552的压簧553以及用于驱动压柱552下移的驱轮电机555,压板551的朝向与治具340朝向相同,从而与治具340卡接而压着材料两半粘合,压簧553与凸出于防温罩560上方的压柱552顶段套接,驱轮电机555的顶部通过螺栓固定连接有圆弧架,且圆弧架的底部与防温罩560的顶面通过螺栓固定连接。此外驱轴电机535通过螺栓固定于防温罩560侧面。压柱552顶端紧密套接有外径大于压簧553大径的圆帽,用于限制压柱552从压簧553中滑落,驱轮电机555的输出轴与压柱552呈垂直设置,且其输出轴上紧密套接有与压柱552顶端滑动连接的凸轮554,启动驱轮电机555驱动凸轮554旋转一圈,而其大径端接触压柱552时,会将其下压,使得压板551卡入治具340内,压合材料粘合。防温罩560的出料端内侧安装有一对第二接近开关562,输送带510的一端圆辊端同轴连接有伺服电机,伺服电机和驱轮电机555分别与其中一个第二接近开关562通过导线电性连接,由于治具340外壳为金属材质,正如本技术领域人员所熟知的那样,接近开关是一种非接触式的开关装置,只要当其与金属物体接近到一定距离时,它就能发出接近信号,接近开关内的触点就会动作,而触发与之连接的电器通电工作或断电停止,进而自动控制与电器连接的从动件运动,当治具340靠近一对接近开关562时,驱轮电机555通电工作,伺服电机断电停止,从而治具340停在粘合机构550下方,以待压板551下压,其中伺服电机所在电路连接有延时时间继电器,用于延时控制伺服电机再次通电工作,以便驱动输送带510继续循环运动,输送其上治具到达粘合机构550下方。
79.进一步的,搅拌架110由长轴及其外侧呈环形焊接的若干搅拌叶片111组成,且其长轴的顶端同轴连接有搅拌电机130,混合桶100的顶部一侧焊接有呈倒l型的板架,搅拌电机130的输出端贯穿此板架,且搅拌电机130的端面与板架水平顶面通过螺栓固定连接。其中搅拌叶片111向下倾斜,且其宽度横向延伸,从而在搅拌时,利于压着胶剂搅拌,避免其从混合桶100顶端外溢。混合桶100的顶部内壁焊接有呈环状的防护圈101,以免在搅拌胶黏剂和固化剂时外溢,从而对计量造成影响。
80.除此之外,传送带350和输送带510之间设置有可升降的治具架400,用于临时存放治具340。工作台200的顶面且从始端至末端依次开设有上胶口201、储具口202和输送槽203,以便传送带350、治具架400和输送带510对应安装到其中内。上胶口201的出料端顶面齐平焊接有导具板204,用于引导治具340顺利滑出传送带350。治具架400内部之间等间距间隔设有若干置物板410,置物板410朝向传送带350和输送带510两端为开口状,以便治具340顺利进出。治具架400的底部中心下方安装有伺服电动缸420,治具架400靠近输送带510一端的拐角内侧安装有若干第一接近开关430,且每个置物板410上均分布有第一接近开关430,若干第一接近开关430与伺服电动缸420通过导线并联连接成若干回路,当治具340被传送带350输送至置物板410上后,被此层置物板410一拐角处的第一接近开关430感应,而触发伺服电动缸420通电,进而驱动治具架400上升两个相邻置物板410的高度,使得下一个治具340被输送到空的置物板410中存放,待治具架400底部升至工作台200顶面齐平后,再启动伺服电动缸420驱动治具架400下降复位。
81.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。