1.本实用新型涉及表面贴装技术领域,特别是一种锡膏印刷钢网结构。
背景技术:
2.锡珠现象是表面组装技术(smt)生产中的主要缺陷之一。由于其产生原因较多,不易控制,所以常常困扰着smt工程技术人员。锡珠主要集中出现在片状阻容元件的一侧,有的时候还出现在ic引脚附近。锡珠不仅影响板级产品的外观,更重要的是由于印刷板上元件密集,在使用过程中存在造成线路的短路的危险,从而影响电子产品的质量。产生锡珠的原因很多,常常是一个或者多个因素造成的,因此必须一一做好预防和改善才能对其进行较好的控制。
3.目前生产使用通讯系统主板,gprs主板、wifi检测板、射频板存在片状元器件贴装后回流焊接出现器件周围有锡珠产生,颗粒大小不一,锡珠过大影响产品性能,如果发生在主板器件密集引脚位置导致电气不合格电气击穿失效,隐患很大,非常隐蔽,不易被检测发现。
4.锡珠的产生原因主要有:1、未防锡珠口设计钢网;2、印刷锡膏量多。3、本体压锡;4、贴片压力大;5、回流焊预热过快。压塌多余的锡膏在回流熔融过程中、本体受热坍塌挤压下沉、随flux的扩散、多余液锡游离逸散到阻焊层外无法缩回金属焊盘、附在chip件本体外,冷却后形成锡珠。
技术实现要素:
5.为了克服现有技术的上述缺点,本实用新型的目的是提供一种锡膏印刷钢网结构,从片状元器件的钢网焊盘结构上进行重新设计,解决锡膏印刷量超标片状元器件在回流焊接后锡膏被挤压渗出及炸锡现象导致锡珠产生。
6.本实用新型解决其技术问题所采用的技术方案是:一种锡膏印刷钢网结构,包括钢网本体,所述钢网本体对应线路板的焊盘位置上设有第一开孔单元、第二开孔单元和第三开孔单元,所述第一开孔单元、第二开孔单元和第三开孔单元分别包括对称设置的两第一开孔结构、两第二开孔结构和两第三开孔结构,所述第一开孔结构由方形孔和内凹孔连通构成,所述第二开孔结构由方形孔和凸孔连通构成,所述第三开孔结构由方形孔和若干印刷孔组成,所述两内凹孔的凹口方向相对设置,所述两凸孔的凸起方向相对设置。所述两印刷孔对称设置。
7.作为本实用新型的进一步改进:所述内凹孔横截面的凹口处为圆弧形状。
8.所述内凹孔凹口处的圆弧角弧度为130
°
~180
°
和直径为方形孔宽度的1/3~1/2。
9.所述内凹孔的凹口处为半圆型形状,所述半圆型凹口的直径与方形孔的宽度相同。
10.所述内凹孔凹口处的圆弧角弧度为150
°
,圆弧直径为2/5方形孔的宽度。
11.作为本实用新型的进一步改进:所述内凹孔横截面的凹口处为一个“v”型形状或
者多个“v”型形状组成。
12.所述内凹孔凹口处的“v”型形状的角度为60
°
~170
°
,所述内凹孔“v”型凹口处的开口端至于小于等于所述方形孔的宽度,所述内凹孔“v”型凹口两侧开口长度相同。
13.所述内凹孔凹口处的“v”型形状的角度为120
°
。
14.作为本实用新型的进一步改进:所述内凹孔横截面的凹口处为“u”型形状。
15.所述内凹孔中“u”型形状凹口处的圆弧角弧度为120
°
~180
°
和圆弧直径为方形孔宽度的1/3~2/3。
16.所述内凹孔中“u”型形状凹口处的圆弧角弧度为140
°
和圆弧直径为1/2方形孔的宽度。
17.所述内凹孔沿宽度方向的两侧形成有倒角,所述内凹孔沿宽度方向两侧与方形孔长度方向的角度为140
°
~180
°
。
18.所述倒角的角度为106
°
。
19.作为本实用新型的进一步改进:所述内凹孔横截面为内“t”型结构。
20.内“t”型结构的内凹孔沿方形孔长度方向的凹口处的宽度为方形孔宽度的1/3~1/4。
21.所述内“t”型结构的内凹孔凹口处宽度为3/10。
22.作为本实用新型的进一步改进:所述内凹孔横截面为“凹”型孔。
23.所述内凹孔为“凹”型孔的宽度为方形孔宽度的1/5~4/5。
24.所述内凹孔为“凹”型孔的宽度为方形孔宽度的2/5。
25.作为本实用新型的进一步改进:所述凸孔的横截面为梯形结构。
26.所述梯形结构为等腰梯形结构。
27.作为本实用新型的进一步改进:所述凸孔的横截面为三角形结构。
28.作为本实用新型的进一步改进:所述凸孔横截面的凸起处为圆弧形结构。
29.所述凸孔为圆弧型结构的角弧度为120
°
~180
°
和圆弧直径为方形孔宽度的1/5~4/5。
30.所述凸孔为圆弧型结构的角弧度为160
°
和圆弧直径为方形孔宽度的2/5。
31.作为本实用新型的进一步改进:所述印刷孔由闭合圆弧构成。
32.所述冲刷孔与所述方形孔之间留有闭合间隔。
33.所述印刷孔为圆孔。
34.与现有技术相比,本实用新型的有益效果是:
35.1、本实用新型从片状元器件钢网印刷焊盘设计结构及生产工艺上进行调整,根据不同的焊盘结构设计不同的钢网开口形貌有效解决元器件周围锡珠产生,提升产品可靠性,可推广性强。
36.2、本实用新型通过在焊盘结构重新设计在印刷钢网内侧通过设计不同形状的结构设计,有效解决内侧锡量过多或者分布不均匀导致的渗锡溢出,有效控制元器件高温焊接过程中的锡珠产生,从而提高了贴片元器件的焊接质量,采取焊盘内侧增加过孔与沉铜孔可以有效解决锡渗出,降低产品成本、质量成本。
附图说明
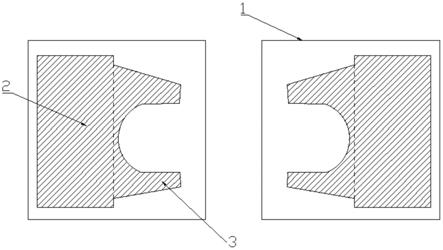
37.图1为实施例1的内凹孔凹口处为圆弧形的结构示意图一。
38.图2为实施例1的内凹孔凹口处为圆弧形的结构示意图二。
39.图3为实施例1的内凹孔凹口处为u型的结构示意图一。
40.图4为实施例1的内凹孔凹口处为u型的结构示意图二。
41.图5为实施例1的内凹孔凹口处为v型的结构示意图一。
42.图6为实施例1的内凹孔凹口处为v型的结构示意图二。
43.图7为实施例1的内凹孔凹口处为内t字型的结构示意图。
44.图8为实施例1的内凹孔凹口处为凹型的结构示意图。
45.图9为实施例2的凸孔横截面为梯形的结构示意图。
46.图10为实施例2的凸孔横截面为三角形的结构示意图。
47.图11为实施例2的凸孔凸起处为圆弧形的结构示意图。
48.图12为实施例3的结构示意图。
具体实施方式
49.现结合附图说明与实施例对本实用新型进一步说明:
50.实施例1:如图1-图8所示,一种锡膏印刷钢网结构,包括钢网本体,所述钢网本体对应线路板的焊盘位置上设有第一开孔单元1,所述第一开孔单元1包括对称设置的两第一开孔结构,所述第一开孔结构由方形孔2和内凹孔3连通构成,所述两内凹孔3的凹口方向相对设置。
51.锡膏印刷钢网在焊盘结构中间部分采取内凹形状,锡膏印刷后焊盘中间部分由于去除锡膏印刷,中间的锡膏印刷量少,器件在回流焊接时中间锡量少就不会出现挤压溢出,锡膏偏多导致炸锡锡珠产生。
52.具体地,所述内凹孔3横截面的凹口处为圆弧形状。
53.所述内凹孔3凹口处的圆弧角弧度为130
°
~180
°
和直径为方形孔2宽度的1/3~1/2。
54.所述内凹孔3的凹口处为半圆型形状,所述半圆型凹口的直径与方形孔2的宽度相同。
55.所述内凹孔3凹口处的圆弧角弧度为150
°
,圆弧直径为2/5方形孔2的宽度。
56.具体地,所述内凹孔3横截面的凹口处为一个“v”型形状或者多个“v”型形状组成。
57.所述内凹孔3凹口处的“v”型形状的角度为60
°
~170
°
,所述内凹孔3“v”型凹口处的开口端至于小于等于所述方形孔2的宽度,所述内凹孔3“v”型凹口两侧开口长度相同。
58.所述内凹孔3凹口处的“v”型形状的角度为120
°
。
59.具体地,所述内凹孔3横截面的凹口处为“u”型形状。
60.所述内凹孔3中“u”型形状凹口处的圆弧角弧度为120
°
~180
°
和圆弧直径为方形孔2宽度的1/3~2/3。
61.所述内凹孔3中“u”型形状凹口处的圆弧角弧度为140
°
和圆弧直径为1/2方形孔2的宽度。
62.所述内凹孔3沿宽度方向的两侧形成有倒角,所述内凹孔3沿宽度方向两侧与方形
孔2长度方向的角度为140
°
~180
°
。
63.所述倒角的角度为106
°
。
64.具体地,所述内凹孔3横截面为内“t”型结构。
65.内“t”型结构的内凹孔3沿方形孔2长度方向的凹口处的宽度为方形孔2宽度的1/3~1/4。
66.所述内“t”型结构的内凹孔3凹口处宽度为3/10。
67.具体地,所述内凹孔3横截面为“凹”型孔。
68.所述内凹孔3为“凹”型孔的宽度为方形孔2宽度的1/5~4/5。
69.所述内凹孔3为“凹”型孔的宽度为方形孔2宽度的2/5。
70.实施例2:如图9-图11所示,一种锡膏印刷钢网结构,包括钢网本体,所述钢网本体对应线路板的焊盘位置上设有第二开孔单元6,所述第二开孔单元6包括对称设置的两第二开孔结构,所述第二开孔结构由方形孔2和凸孔4连通构成,所述两凸孔4的凸起方向相对设置。
71.锡膏印刷钢网在焊盘结构中间部分采取凸形状,锡膏印刷后焊盘靠里面部分由于去除锡膏印刷,里面的锡膏印刷量少,器件在回流焊接时中间锡量少就不会出现锡膏挤压溢出,锡膏偏多导致炸锡锡珠产生。
72.具体地,所述凸孔4的横截面为梯形结构。
73.所述梯形结构为等腰梯形结构。
74.具体地,所述凸孔4的横截面为三角形结构。
75.具体地,所述凸孔4横截面的凸起处为圆弧形结构。
76.所述凸孔4为圆弧型结构的角弧度为120
°
~180
°
和圆弧直径为方形孔2宽度的1/5~4/5。
77.所述凸孔4为圆弧型结构的角弧度为160
°
和圆弧直径为方形孔2宽度的2/5。
78.实施例3:如图12所示,一种锡膏印刷钢网结构,包括钢网本体,所述钢网本体对应线路板的焊盘位置上设有第三开孔单元7,所述第三开孔单元7包括对称设置的两第三开孔结构,所述第三开孔结构由方形孔2和若干印刷孔5组成,所述两印刷孔5对称设置。
79.对与大型贴片元器件可以采取内侧钻孔或是过孔沉铜,可以是在中间部分单个过孔,也可是多个均匀分布的孔。
80.具体地,所述印刷孔5由闭合圆弧构成。
81.所述冲刷孔5与所述方形孔2之间留有闭合间隔。
82.所述印刷孔5为圆孔。
83.本实用新型的防锡珠钢网上可仅有实施例1、实施例2和实施例3的其中一种开孔结构,也可具有实施例1、实施例2和实施例3中两两组合的开孔结构,还可全部包括有实施例1、实施例2和实施例3的开孔结构。
84.本实用新型的主要功能:本实用新型具有有效解决钢网内侧锡量的控制防止锡量过多渗锡溢出,提高贴片元器件的焊接质量,减低产品成本和质量成本。,
85.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。