技术特征:
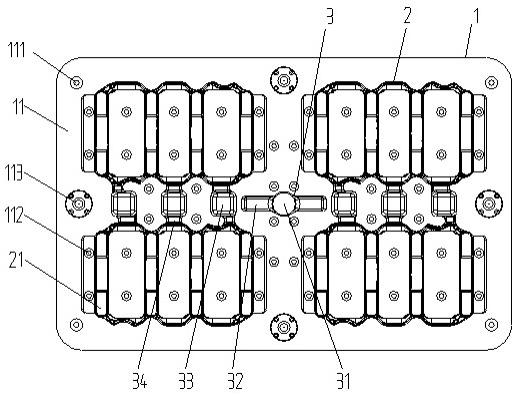
1.一种框架式发动机主轴承盖的铸造方法,是采用模具曲面分型双层工艺布局和工字型浇注系统,且控制金属液熔炼化学成分质量百分比为:c含量3.60-3.80%,si含量2.00-2.20%,mn含量0.60-0.80%。2.如权利要求1所述的框架式发动机主轴承盖的铸造方法,其具体步骤如下:第一步,布局模具,采用曲面分型双层工艺,根据生产线造型机型板尺寸大小进行一型双层多模的模腔布置,对应上下模腔之间用砂芯隔开,根据铸件结构大平面与大平面相对应的双层设计,每个模腔内设置多个排气塞孔;设置工字型浇注系统;设置铁型覆砂层厚度,根据铸件结构差异化设计;上述布设完成后,采用cae模拟凝固进行分析,根据分析结果调整不同的参数进行优化;第二步,金属液熔炼,控制化学成分:c含量3.60-3.80%,si含量2.00-2.20%,mn含量0.60-0.80%;第三步,浇注,在上述优化完成后的铁型进行浇注,控制铁型温度≤150℃,浇注温度1350-1420℃,每箱浇注时间16秒以内;第四步,开箱,浇注完成后13分钟松箱卡,18分钟开箱,开箱铸件温度≤500℃;第五步,出铸件,铸造开箱后通过机械手放置在托盘上,托盘采用可叠加组装的三层结构,每层相邻放置2箱铸件,铸件勿堆积。3.如权利要求2所述的框架式发动机主轴承盖的铸造方法,其特征在于:所述模腔采用一型双层4-12模,其中上层2-6模,下层2-6模;所述上层的大平面和下层的大平面间隔距离12-16mm。4.如权利要求2所述的框架式发动机主轴承盖的铸造方法,其特征在于:所述上下模腔的一侧匹配设置有上下浇注口,对应的上浇注口和下浇注口共用一个集渣包。5.如权利要求2所述的框架式发动机主轴承盖的铸造方法,其特征在于:所述铁型覆砂层厚度,在铸件中间曲轴孔厚大处部位设置为7-12mm,铸件连接处部位设置为10-14mm。6.如权利要求1-6任一所述的框架式发动机主轴承盖的铸造方法的铸造模具,其特征在于:所述模具为双层设置,包括模型以及布置在所述模型的金属模、浇注系统和铁型;所述模型包括通过砂芯隔开的上模型和下模型;所述上模型上设置有上凸台搭子、上排气塞、定位销;所述上凸台搭子分布在所述上模型的四角;所述上排气塞设置在排气不通畅或憋气位置;所述上凸台搭子和上排气塞在造型射砂时起排气作用;所述定位销安装在横向和纵向靠外侧的中间位置;所述下模型上设置有下凸台搭子、下排气塞、定位套;所述下凸台搭子分布在下模型的四角;所述下排气塞设置在排气不通畅或憋气位置;所述的下凸台搭子和下排气塞在造型射砂时起排气作用;所述定位套安装在横向和纵向靠外侧的中间位置;所述金属模包括上金属模和下金属模;所述上金属模设置在所述上模型,具有均匀分布的多个,分型面为曲面,按外侧横向最大尺寸轮廓设置;每个所述上金属模内设置有多个排气塞;所述下金属模设置在所述下模型,具有均匀分布的多个,分型面为曲面,按外侧横向最大尺寸轮廓设置,外侧有芯头;每个所述下金属模内设置多个排气塞;所述浇注系统包括直浇道、上横浇道、上内浇道、上内浇口、下横浇道、下内浇道和下内
浇口;所述直浇道竖直凸设于所述上模型的外侧端面中央,连接于所述的上横浇道和下横浇道的中心;所述的上横浇道和下横浇道在整个浇道中呈工字型布置,分别设置在所述上模型外侧端面且位于相邻两排的两个所述上金属模之间和所述下模型外侧端面且位于相邻两排的两个所述下金属模之间;所述上内浇道设置在所述上模型并与所述上横浇道连通;所述下内浇道设置在所述下模型并与所述下横浇道连通;所述上内浇口和下内浇口相对应,分别设置在所述上模型和下模型的金属模横向一侧,上下对应的所述上内浇口和下内浇口共用一个集渣包;所述铁型包括与所述上模型合模的上铁型和与所述下模型合模的下铁型;所述上铁型具有与所述上模型相匹配的上模腔以及与所述上横浇道和上内浇道相匹配的上浇注系统型腔,设置有定位套、上射砂孔、排气孔;所述定位套在横向和纵向靠外侧的中间位置,与所述上模型的定位销相匹配配合以与所述上模型合模定位固定;所述上射砂孔具有多个,分别设置在每个所述上模腔和上浇注系统型腔内;所述排气孔具有设置在每个所述上模腔内的多个;所述下铁型具有与所述下模型相匹配的下模腔以及与所述下横浇道和下内浇道相匹配的下浇注系统型腔,设置有定位销、下射砂孔;所述定位销在横向和纵向靠外侧的中间位置,与所述下模型的定位套相匹配配合以与所述下模型合模定位固定;所述下射砂孔具有分别设置在每个所述下模腔和想浇注系统型腔内。7.如权利要求6所述的框架式发动机主轴承盖的铸造方法的铸造模具,其特征在于:所述上模型还设有上电热管和上温控装置;所述上电热管设置在所述上模型的横向侧面内;所述上温控装置安装在所述上模型横向侧面;所述下模型设有下电热管和下温控装置;所述下电热管设置在所述下模型的横向侧面内;所述下温控装置安装在所述下模型横向侧面。8.如权利要求6所述的框架式发动机主轴承盖的铸造方法的铸造模具,其特征在于:所述上模型与下模型间隔距离12-16mm。9.如权利要求6所述的框架式发动机主轴承盖的铸造方法的铸造模具,其特征在于:所述上内浇口具有1-3个,设置在的所有所述上金属模横向一侧;所述下内浇口与上内浇口相对应具有1-3个,设置在的所有所述下金属模横向一侧;所述集渣包与所述上内浇口和下内浇口数量相匹配为1-3个。10.如权利要求6所述的框架式发动机主轴承盖的铸造方法的铸造模具,其特征在于:所述上金属模每个模腔内设置5-15个排气塞孔,所述下金属模每个模腔内设置3-9个排气塞;所述上铁型每个模腔均设置有3-9个排气孔,其中每个模腔单片与单片之间有1-3个排气孔;所述上铁型和下铁型的每个模腔均设置4-12个射砂孔,其中每个单片结合面上设置1-3个射砂孔。
技术总结
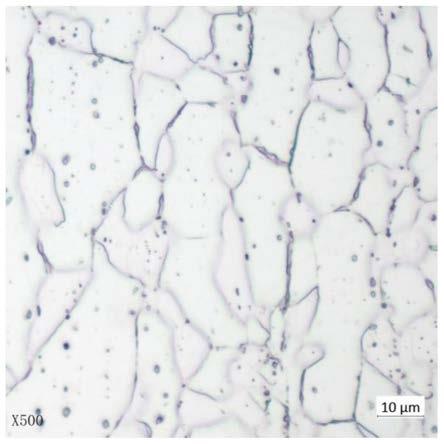
本发明涉及一种框架式发动机主轴承盖的铸造方法及其铸造模具,该方法是采用模具曲面分型双层工艺布局和工字型浇注系统,且控制金属液熔炼化学成分质量百分比为:C含量3.60-3.80%,Si含量2.00-2.20%,Mn含量0.60-0.80%;该模具包括模型以及布置在模型的金属模、浇注系统和铁型;模型包括通过砂芯隔开的上模型和下模型;金属模包括上金属模和下金属模;浇注系统包括直浇道、上横浇道、上内浇道、上内浇口、下横浇道、下内浇道和下内浇口;铁型包括分别与上模型、下模型合模的上铁型、下铁型。本发明能铸态稳定地获得组织致密、尺寸精度高、表面质量好的牌号QT650-3、QT700-2球墨铸铁框架式发动机主轴承盖铸件,并可彻底解决铸件内部缩松、缩孔和变形问题,其工艺出品率达到75%,经济效益显著。经济效益显著。经济效益显著。
技术研发人员:蒋在春 王宝文
受保护的技术使用者:十堰市泰祥实业股份有限公司
技术研发日:2021.12.22
技术公布日:2022/3/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。