1.本发明属于砖的包装技术领域,具体的说是一种用于砖的编组输送装置、码砖编组包装生产线及方法。
背景技术:
2.目前在砖瓦行业,成品砖的包装需求与日俱增,建材企业对于砖的包装,通常采用人工摆成所需的砖垛,再由手持打包机进行包装作业,此过程工作量大、劳动强度高,目前越来越少有年轻人加入。行业内也出现了吊蓝式打包机,但是由于占地面积大、打包高度不高、包装采用的l型辊道容易造成烂砖、断带等因素,市场认可度不高。中国专利号201922337286.3公布了一种烧结砖的半自动卸砖编组分砖装置,其编组部分采用链条输送,链轮分砖等措施实现烧结砖的编组分砖,但是由于对大小砖型的适应性差、分砖成功率低、断砖不能通过等因素,也正在被市场逐步淘汰。 因此开发一种砖型适应性广可以满足砖的卸砖、编组、码垛并包装成方便运输砖垛的生产线及方法显得十分必要。
技术实现要素:
3.本发明的目的是提供一种用于砖的编组输送装置、码砖编组包装生产线及方法,该编组输送装置可以实现砖的积砖、挡砖、分缝编组、定位,并可以适用于不同规格的大小砖型,依托于该编组输送装置的码砖编组包装生产线可以满足不同砖型的卸砖、编组、码垛、包装等过程,大大提高了设备通用性、降低了生产成本,满足了客户多砖型打包的需求。
4.为了实现上述目的,本发明所采用的技术方案是:一种用于砖的编组输送装置,包括设置在编组输送机架的分砖辊道装置、无动力托辊组件、挡砖组件、夹砖输送装置和托砖板;所述分砖辊道装置包括分砖托辊组件、分砖动力机构和离合器,离合器设置在分砖动力机构和分砖托辊组件之间,以实现分砖动力机构和分砖托辊组件之间动力的结合与分离;所述无动力托辊组件包括多根能够自由转动的无动力托辊;所述托砖板设置在分砖托辊组件下游的多根无动力托辊之间,托砖板、无动力托辊和分砖托辊组件中的分砖托辊形成输送砖的编组输送平面;所述挡砖组件设置在分砖托辊组件和托砖板之间,挡砖组件包括挡砖升降机构和挡砖托辊,挡砖托辊升起后高于所述的编组输送平面;所述的夹砖输送装置包括设置在编组输送机架上的夹砖移动机构和安装在夹砖移动机构上的夹砖机构,夹砖移动机构的移动方向与编组输送平面的输送方向平行。
5.在编组输送平面宽度方向的两侧还分别设有挡砖条组件,两侧的挡砖条组件活动的设置在编组输送机架上,其活动方向垂直于编组输送平面的输送方向。
6.在编组输送机架的前端还设有反推装置,反推装置用于向与输送方向相反的方向推动砖组。
7.所述分砖辊道装置中的分砖托辊组件为链轮托辊组件,包括分砖托辊和分砖链条,分砖托辊为一端或两端设有分砖链轮的链轮托辊。
8.所述挡砖组件中的挡砖升降机构包括挡砖气缸和曲柄支架,曲柄支架的两端分别
连接挡砖气缸的活塞杆和所述的挡砖托辊,挡砖托辊自由转动的设置在曲柄支架上。
9.所述的挡砖组件设置为两个,分别为结构相同的一级挡砖组件和二级挡砖组件,二级挡砖组件设置在一级挡砖组件的前方。
10.所述夹砖输送装置中的夹砖机构包括夹砖框架、直线驱动机构和夹砖板,所述夹砖框架横跨在编组输送平面的两侧,与夹砖移动机构连接,所述夹砖板设置有两个,并和直线驱动机构一对一的连接,直线驱动机构驱动夹砖板沿横梁往复移动,以实现两个夹砖板夹取砖组。
11.所述托砖板设置为两块或两块以上,均间隔设置在编组输送平面上,两端的两个托砖板外边沿的间距不小于编组完成后的砖组的纵向长度。
12.一种码砖编组包装生产线,包括放砖输送装置、码垛装置、包装输送装置和电控系统,还包括所述的编组输送装置,放砖输送装置、编组输送装置、码垛装置和包装输送装置沿工序依次设置。
13.一种码砖编组包装方法,该方法利用所述的码砖编组包装生产线进行,具有如下步骤:(1)人工或机械手将砖块连续放置在放砖输送装置上,砖的长度方向与放砖输送装置的输送方向相同,由放砖输送装置带动砖向编组输送装置缓慢前进;(2)当砖经过无动力托辊和无动力驱动的分砖托辊时,在放砖输送装置上砖的持续推动下消除编组输送装置上砖的前后间隙,随着砖的继续前进,编组输送装置上前排的砖被升起的挡砖托辊阻挡,并保持挡砖托辊的升起状态一定时间,以完成所需砖组的积砖、挡砖和齐砖的编组过程;(3)当所需数量的砖完成上一步的编组后,挡砖托辊下降,分砖辊道装置的离合器结合,动力机构驱动分砖托辊旋转,编组后的砖组向前输送的速度被提高,与后方未进入分砖托辊的砖组拉大间距,完成分缝编组的过程;(4)夹砖输送装置的夹砖移动机构将夹砖机构移动到完成分缝编组的砖组处,夹砖机构夹紧砖组,再由夹砖移动机构将砖组沿编组输送平面移动至反推工位上;(5)反推装置对砖组进行反推,以修正砖组的位置,使得砖组最终停在码垛夹砖位置上;(6)通过码垛装置将码垛夹砖位置上的砖组放置在包装输送装置的码垛工位上,重复上述步骤,完成砖组的逐层交叉码垛以及砖垛预留叉车孔,砖垛高度达到包装要求后,进入下一步包装工序;(7)包装输送装置的打包机系统对砖垛打包;(8)由叉车将包装好的砖垛转移出包装输送装置。
14.本发明的有益效果是:1、本发明在放砖输送装置的前方设置编组输送装置,编组输送装置可以对砖的间隙进行消除,因此在放砖时,对砖的位置要求大大降低,每一排砖前后方向可以存在不固定大小的间隙,这样就可以采用人工放砖的形式。
15.2、放砖输送装置和编组输送装置均设有可横向调整位置的挡砖条组件,夹砖输送装置上可以通过调整杆调整夹紧气缸和夹砖板的位置,再加上分砖托辊、无动力托辊和托砖板的安装位置可以根据砖型加以调整,这些技术特征都是为了增加放砖输送装置和编组输送装置的砖型适应性,通过调整以适应市场上960mm垛(240砖长的4排砖打包、190砖长的
5排打包、200砖长的5排打包)和1200mm垛(240砖长的5排砖打包、190砖长的6排打包、200砖长的6排打包)等常见的打包方式。放砖输送装置和编组输送装置突出的砖型适应性,大大提高了设备通用性、降低了生产成本,大大满足了客户多砖型打包的需求。
16.3、编组输送装置具有积砖、挡砖、分缝、输送、反推的功能,通过上述工序,可以更加整齐、精确的把分缝后的一层砖输送至码垛夹砖位置,同时分缝编组的位置又是一个预整理工位,当输送的砖出现断砖、破损砖时,操作工人可以及时在分缝编组位处理,不影响码垛夹砖位置码垛装置的运行。
17.4、包装输送装置呈“一”字线布置,始终朝一个方向运行,工艺简单且大大降低了设备的占用空间,整个卸砖、编组、码垛并包装的生产线结构紧凑、占地面积小、工艺简洁。
附图说明
18.图1为本发明所述码砖编组包装生产线的总布置图。
19.图2为本发明所述放砖输送装置的主视图。
20.图3为本发明所述放砖输送装置的俯视图。
21.图4为本发明所述放砖输送装置适应1200mm垛的俯视图。
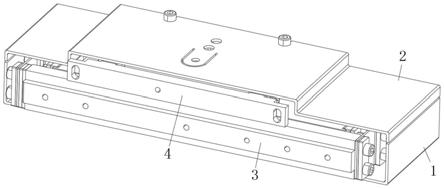
22.图5为本发明所述编组输送装置的俯视图。
23.图6为本发明所述编组输送装置适应960mm垛的主视图。
24.图7为本发明所述编组输送装置中夹砖输送装置适应960mm垛的示意图。
25.图8为本发明所述编组输送装置适应1200mm垛的主视图。
26.图9为本发明所述编组输送装置中夹砖输送装置适应1200mm垛的示意图。
27.图10为本发明所述码垛装置的主视图。
28.图11为本发明所述码垛装置的俯视图。
29.图12为本发明采用码垛机器人时的码砖编组包装生产线的总布置图。
30.图13为本发明采用水平移动打包机和垂直移动打包机时的打包输送装置主视图。
31.图14为本发明采用水平移动打包机和垂直移动打包机时的打包输送装置俯视图。
32.图15为本发明采用缠绕覆膜打包机时的打包输送装置主视图。
33.图16为本发明采用旋转打包机时的打包输送装置主视图。
34.图17为1200mm垛的示意图。
35.图18为960mm垛的示意图。
36.图中标记:1、放砖输送装置,101、放砖输送机架,102、循环链,103、放砖输送动力装置,104、调整挡砖装置,10401、挡砖杆;2、编组输送装置,201、编组输送机架,202、分砖辊道装置,20201、链轮托辊,20202、分砖链条,20203、分砖动力机构,20204、离合器,203、无动力托辊组件,20301、无动力托辊,204、挡砖条组件,20401、挡砖条,205、一级挡砖组件,20501、挡砖气缸,20502、曲柄支架,20503、挡砖托辊,206、二级挡砖组件,207、夹砖输送装置,20701、夹砖移动机构,20702、夹砖机构,2070201、夹砖框架,2070202、夹紧气缸,2070203夹砖板,2070204、调整杆,2070205、调节螺母,208、托砖板,209、反推装置,20901反推气缸,20902、反推挡杆,20903、反推调整杆;3、码垛装置,301、码垛立柱,302、码垛横梁,303、码垛升降装置,304、码垛移动装
置,305、码垛导柱,306、码垛回转装置,307、码垛夹手,308、码垛工业机器人;4、包装输送装置、401、包装输送机架,402、包装输送动力装置,403、a组循环链、404、b组托盘组件,405、打包机系统,40501、水平移动打包机,40502、垂直移动打包机,40503、缠绕覆膜打包机,40504、旋转打包机,5、电控系统。
具体实施方式
37.下面结合附图和实施例对本发明作进一步的详细说明,但并不作为对发明做任何限制的依据。以下所述内容中涉及到的“前方”是指以输送方向为参考,输送方向下游者即为所述的“前方”,反之为“后方”。
38.实施例1:如图5-9所示,本发明所述的编组输送装置的结构主要由编组输送机架201、分砖辊道装置202、无动力托辊组件203、挡砖条组件204、一级挡砖组件205、二级挡砖组件206、夹砖输送装置207、托砖板208和反推装置209组成。
39.所述的编组输送机架201由型材焊接而成,其上部加工有若干个开口朝上的u型槽,以支撑链轮托辊20201、无动力托辊20301和托砖板208, 通过调整链轮托辊20201、无动力托辊20301和托砖板208在编组输送机架201上的支撑位置、分布范围和设置数量,可以更好的适应不同砖型的编组需要。
40.如图5、6所示,所述分砖辊道装置202包括分砖托辊组件、分砖动力机构20203和离合器20204,分砖托辊组件为链轮托辊组件,包括若干根分砖托辊和分砖链条20202,分砖托辊为一端设有分砖链轮的链轮托辊20201,分砖链条20202与各个链轮托辊20201端部的分砖链轮配合,离合器20204设置在分砖动力机构20203和分砖链条20202之间,所述分砖动力机构20203为电机,通过离合器20204的结合,电机驱动分砖链条20202带动链轮托辊20201旋转,可以对砖组主动输送;当离合器20204分离时,电机的动力不能传递给链轮托辊20201,链轮托辊20201和分砖链条20202处于无动力驱动状态,此时在砖的摩擦力的驱动下链轮托辊20201可以较为灵活的转动。
41.本实施例中分砖托辊采用的是链条传动的链轮托辊,还可以用同步带轮和同步带替换分砖链轮和分砖链条,同样可以起到传动的作用。
42.继续参考图5、6,所述的无动力托辊组件203包括若干根无动力托辊20301,放置于编组输送机架201上表面,可以自由灵活转动。本实施例中,无动力托辊20301放置在所述链轮托辊20201的上游和下游,所述的托砖板208放置在无动力托辊组件203之间,所述的若干个无动力托辊20301和若干个链轮托辊20201、托砖板208形成一个编组输送平面,以便于砖的输送。
43.如图5所示,所述的挡砖条组件204包括放置于编组输送平面上表面两侧的挡砖条20401,两侧的挡砖条20401通过机架上的长槽可以调整横向位置,以满足需要编组砖的宽度要求,同时可以使砖在输送过程中不松散。
44.如图5、6所示,所述的一级挡砖组件205主要由挡砖气缸20501、曲柄支架20502、挡砖托辊20503组成,挡砖气缸20501固定在编组输送平面以下的机架上,曲柄支架20502的一端与挡砖气缸20501的活塞杆连接,另一端与挡砖托辊20503的一端转动连接,挡砖托辊20503的两端各连接一个曲柄支架20502。进一步的两个曲柄支架20502靠近挡砖气缸20501的一端通过同步轴连接,以实现两个曲柄支架20502的同步动作。挡砖气缸20501通过曲柄
支架20502带动挡砖托辊20503上升或下降,挡砖托辊20503下降后,其两端支撑在编组输送机架201的u型槽中,与无动力托辊20301相邻,挡砖托辊20503下降后,与编组输送平面上表面平齐,方便砖的输送通过;挡砖托辊20503升起后,高于编组输送平面上表面,可以阻挡砖的输送,起到挡砖齐砖的作用。
45.所述二级挡砖组件206的结构与一级挡砖组件205的结构相同,二级挡砖组件206的挡砖托辊设置在一级挡砖组件205的挡砖托辊的前方,在砖前进的方向起到二次挡砖齐砖的作用。
46.如图6、7所示,所述的夹砖输送装置207包括设置在编组输送机架201上的夹砖移动机构20701和安装在夹砖移动机构20701上的夹砖机构20702,夹砖移动机构20701的移动方向与编组输送平面的输送方向平行。夹砖机构20702包括夹砖框架2070201、直线驱动机构和夹砖板2070203。所述夹砖框架2070201横跨在编组输送平面的两侧,包括位于编组输送平面上方的横梁以及支撑横梁两端的支架,支架下端与所述夹砖移动机构20701固定连接。所述夹砖移动机构20701的动力形式可以是伺服电机、变频电机、液压缸等动力,以带动链条、同步带、钢丝绳等柔性传动体来实现夹砖机构20702的往复运动。所述直线驱动机构采用夹紧气缸2070202,夹紧气缸2070202的缸体通过滑板滑动支撑在所述横梁上,夹紧气缸2070202的缸体与夹砖板2070203固定连接,夹紧气缸2070202的活塞杆与调整杆2070204连接,调整杆2070204固定在夹砖框架2070201的支架上。横梁上设置两个夹紧气缸2070202,带动两个夹砖板2070203夹紧或松开分缝后的砖组。夹紧气缸2070202的活塞杆端部同轴安装一个螺杆,调整杆2070204端部转动安装一个调节螺母2070205,调节螺母2070205与调整杆2070204只有相对转动,没有相对轴向位移,调节螺母2070205与所述螺杆螺纹连接,通过旋转调节螺母2070205,可以实现夹紧气缸2070202整体的沿横梁左右移动,调整两个夹紧气缸2070202的相对距离,进而实现两个夹砖板2070203之间相对距离的调整,满足不同砖型的砖组宽度的夹紧要求。
47.上述调节螺母2070205与调整杆2070204及活塞杆的连接形式只是本实施例采用的形式,具体设备制造或使用中,还可以采用其他形式,例如调节螺母2070205两端设有旋向相反的内螺纹,分别和活塞杆上的螺杆以及调整杆2070204螺纹连接,这样也可以通过调整调节螺母2070205来实现两个夹砖板2070203间距的调整。
48.所述的托砖板208为平面结构的板条,可以设置为两块或多块,本实施例中托砖板208设置两块,间隔分布在多根无动力托辊20301之间,并均位于二级挡砖组件206的前方。两个托砖板208外边沿的间距不小于编组完成后的砖组的纵向长度。当分缝后的一层砖在无动力托辊组件203上表面输送、到位停止、反推时,托砖板208可以提供额外的摩擦阻力,使分缝后的一层砖定位时不发生额外滑动。
49.如图5、6所示,所述的反推装置209由反推气缸20901、反推挡杆20902、反推调整杆20903组成,反推气缸20901两个为一组通过连接杆与反推调整杆20903连接,反推挡杆20902固定在反推气缸20901的活塞杆上,反推调整杆20903活动设置在编组输送机架201的前端,可以沿输送方向前后调整反推调整杆20903,进而实现反推气缸20901及反推挡杆20902位置的调整,以适应不同砖型。
50.工作时由于夹砖输送装置207输送速度快,为了防止分缝后的一层砖撞击反推挡杆20902,分缝后的一层砖会在距离反推挡杆20902一定距离的位置停止,这个停止位置即
反推工位,同时由于砖长度尺寸误差,分缝后的一层砖到达反推工位的位置也会存在差异,此时反推气缸20901推动反推挡杆20902对分缝后的一层砖进行反推动作,可以准确修正分缝后的一层砖停止的最终位置,此位置即下一道工序的码垛夹砖位置。
51.以上是编组输送装置2的主要结构,如果最后码垛后是如图17所示的1200mm砖垛,可以按照1200mm垛的要求,如图8、9所示,改变可调整位置的挡砖条组件204位置、通过夹砖输送装置207的调整杆2070204调整两侧夹紧气缸2070202和夹砖板2070203的位置、调整链轮托辊20201、无动力托辊20301、托砖板208的位置,这些调整使编组输送装置2可以满足1200mm垛(240砖长的5排砖打包、190砖长的6排打包、200砖长的6排打包)的编组输送的要求,快速实现了编组输送装置2的砖型切换。
52.如果最后码垛后是如图18所示的960mm砖垛,可以按照960mm垛的要求,如图6、7所示,改变可调整位置的挡砖条组件204位置、通过夹砖输送装置207的调整杆2070204调整两侧夹紧气缸2070202和夹砖板2070203的位置、调整链轮托辊20201、无动力托辊20301、托砖板208的位置,进而满足960垛(240砖长的4排砖打包、190砖长的5排打包、200砖长的5排打包)的编组输送的要求,快速实现了编组输送装置2的砖型切换。
53.实施例2:一种码砖编组包装生产线,如图1所示,整个生产线按工序依次设置以下装置:放砖输送装置1、编组输送装置2、码垛装置3和包装输送装置4,放砖输送装置1输送一定排列的砖至编组输送装置2,编组输送装置2通过积砖、挡砖、分缝、输送、反推工序把分缝后的一层砖按垛型要求输送至码垛夹砖位置,码垛装置3通过码垛夹手把分缝后的一层砖逐层放置到包装输送装置4的码垛工位,通过码垛装置3的逐层放置实现所需垛型的高度及叉车孔要求,包装输送装置4的打包机系统实现砖垛的包装需求,最后叉车把包装好的砖垛转移出包装输送装置4,整个码砖编组包装生产线在电控系统5的自动化控制下可以重复循环作业。
54.所述生产线中的编组输送装置2在实施例1中已经详细的说明,因此本实施例对其他装置的结构进行说明如下。
55.如图2、3、4所示,所述的放砖输送装置1由放砖输送机架101、n组循环链102、放砖输送动力装置103和调整挡砖装置104组成。
56.所述n组循环链102沿放砖输送机架101宽度方向间隔设置,n组循环链102在放砖输送动力装置103的驱动下在放砖输送机架101上做环型循环运动,n组循环链102可以是皮带、板链、链条等柔性传动体,n组循环链102的数量及长度可以根据砖的不同位置而设置。
57.所述的调整挡砖装置104设置于n组循环链102上表面的两侧,并且可以通过铰接结构灵活的调整两侧挡砖杆10401位置,进而对砖的放置位置进行规划调整,以满足不同尺寸的砖的放置位置要求。
58.进一步,通过调整所述的调整挡砖装置104,可以改变两侧挡砖杆10401之间的宽度,进而使放砖输送装置1适应不同尺寸的砖的宽度要求。如图3所示,当最后码垛后是如图18所示的960mm砖垛,放砖时,可以将挡砖杆10401向放砖输送机架101中心移动适当距离,使得两侧的挡砖杆10401之间的间距略大于960mm;同样的,如图4所示,如果当最后码垛后是如图17所示的1200mm砖垛,放砖时,可以将挡砖杆10401向放砖输送机架101外侧移动适当距离,使得两侧的挡砖杆10401之间的间距略大于1200mm。
59.如图10、11所示,所述的码垛装置3可以是本领域常用的桁架式码垛机构,由码垛
立柱301、码垛横梁302、码垛升降装置303、码垛移动装置304、码垛导柱305、码垛回转装置306、码垛夹手307组成。
60.工作时码垛升降装置303驱动码垛夹手307到达编组输送装置2的码垛夹砖位置,夹起分缝后的一层砖后通过码垛移动装置304、码垛升降装置303到达包装输送装置4的包装码垛工位,并放置一层砖,此过程是循环重复运行的。所述的码垛回转装置306可以实现码垛夹手307的90度旋转,以实现砖垛的交叉码垛功能,从而保证垛型的稳定。所述的码垛夹手307具备叉车孔预留功能,以方便包装输送装置4包装后的砖垛运输。
61.作为一种选择,码垛装置3还可以是如图12所示的码垛机器人形式,由码垛工业机器人308、码垛夹手307组成。使用码垛工业机器人308来代替桁架式码垛机构,通过码垛工业机器人308实现码垛夹手307的夹砖、放砖、交叉码垛、叉车孔预留功能。码垛工业机器人308也采用的是本领域常用的装置,对其结构不做赘述。
62.通过整个码垛装置3实现了分缝后的一层砖的逐层交叉码垛并实现了预留叉车孔,码垛好的砖垛可以进入下一步包装工序。
63.如图13、14所示,所述的包装输送装置4由包装输送机架401、包装输送动力装置402、a组循环链403、b组托盘组件404、打包机系统405组成,同时包装输送装置4从工序上可以分为包装码垛工位、打包工位、叉车工位。所述的包装输送机架401呈“一”字线布置,b组托盘组件404等间距的固定在a组循环链403的上表面,工作时在包装输送动力装置402的带动下,a组循环链403、b组托盘组件404和砖垛在包装输送机架401上做步进、循环运动。所述的a组循环链403可以采用链条、皮带等柔性传动体,由包装输送动力装置402驱动。所述的b组托盘组件404可以根据所需承载的垛型及砖的尺寸来设计承载型材尺寸。
64.继续参考图13、14,所述的打包机系统405位于打包工位,包括一台和砖垛前进方向一致的水平移动打包机40501和一台和砖垛前进方向垂直的垂直移动打包机40502,通过这两台打包机可以完成砖垛的两个面的交叉打包作业。
65.如图15所示,作为一种选择,所述的打包系统可以是一台缠绕覆膜打包机40503和一台和砖垛前进方向垂直的垂直移动打包机40502,通过砖垛缠绕覆膜和单面打包也可以实现砖垛的打包作业。
66.如图16所示,作为另一种选择,所述的打包系统可以是一台可以回转90度方向的旋转打包机40504,通过一台旋转打包机40504,也可以实现砖垛两个面的交叉打包作业。
67.当砖垛完成打包工序后进入叉车工位,叉车把包装好的砖垛转移出包装输送装置4后,整个包装输送装置4可以连续重复循环作业。
68.所述的电控系统5控制整个生产线的卸砖、编组、码垛和包装工序,通过电气自动化的控制来保证整个生产线按工艺有效运行。
69.实施例3:在采用上述实施例2的生产线进行砖的编组、码垛、包装时,按照以下工艺步骤进行:1、码砖卸砖:人工沿调整挡砖装置104把生产的砖连续放置于放砖输送装置1上表面,放置时砖的长度方向与放砖输送装置1前进方向相同,放砖输送装置1带动砖向编组输送装置2缓慢前进。
70.2、积砖挡砖:从放砖输送装置1输送过来的砖,由于人工放置的每一排砖前后方向会存在不固定大小的间隙,当砖经过编组输送装置2的无动力托辊20301、无动力驱动的链
轮托辊20201时,在放砖输送装置1后排砖的推动下会消除砖前后的间隙,当砖到达处于上升状态的一级挡砖装置205一定时间后,所输送的砖完成一个积砖、挡砖、齐砖的过程。
71.3、分缝编组:当所输送的砖完成积砖挡砖后,一级挡砖组件205下降,分砖辊道装置202的分砖动力机构20203驱动链轮托辊20201把分缝后的一层砖继续向前输送,直至到达处于上升状态的二级挡砖组件206,实现二次挡砖齐砖,此时分缝后的一层砖与后排砖会因为两者速度的不同,出现较大的间隙,这样分缝后的一层砖就完成了分缝编组的过程。本步骤中通过调整链轮托辊20201、无动力托辊20301的不同位置可以实现多种砖型的分缝编组。
72.4、夹砖输送:当分缝后的一层砖完成二次挡砖齐砖后,二级挡砖组件206下降,夹砖装置20702中的夹紧气缸2070202和夹砖板2070203夹紧分缝后的一层砖,在夹砖移动机构20701的驱动下,夹砖机构20702带着分缝后的一层砖,沿编组输送平面向前输送至反推工位。
73.5、反推定位:反推装置209中的反推气缸20901朝向与输送方向相反的方向推动反推挡杆20902,对分缝后的一层砖进行反推动作,此动作可以准确修正分缝后的一层砖停止的最终位置,此位置即下一道工序的码垛夹砖位置。
74.6、逐层码垛:通过码垛装置3将码垛夹砖位置上的砖组放置在包装输送装置4的码垛工位上,重复上述步骤,完成砖组的逐层交叉码垛以及砖垛预留叉车孔,砖垛高度达到包装要求后,进入下一步包装工序。
75.7、砖垛包装:包装输送装置4的打包机系统405对砖垛打包,可以根据需要选择不同的打包机组合,实现不同种类、规格砖垛的打包包装。
76.8、砖垛移出:叉车持续把包装好的砖垛转移出包装输送装置4。
77.以上整个包装生产线的工艺步骤及动作是连续重复循环的作业过程。
78.以上实施例仅用以说明本发明的技术方案而非对其进行限制,所属领域的普通技术人员应当理解,参照上述实施例可以对本发明的具体实施方式进行修改或者等同替换,这些未脱离本发明精神和范围的任何修改或者等同替换均在申请待批的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。