1.本发明涉及散料装车装备技术领域,具体地说是涉及一种组合式高效快速定量装车站及装车方法。
背景技术:
2.目前单通道汽车装车站的装车能力为300万吨/年,单车装载时间≤40吨/60秒/车,2000吨/小时。但实际应用过程中发现,其装车效率及能力仍然不能满足客户的运量需求,一种可以实现高效率及大运量的散料汽车装车系统需求相当迫切。
3.公开号为cn111994663a的中国专利文献公开了一种智能化汽车装车站系统和方法,包括:储料仓,变频给料器,变频给料器与皮带机衔接,装车机从上到下依次设置缓冲仓、布料器、升降溜槽、汽车衡,皮带机和缓冲仓分别设有皮带机物料输送量检测器和缓冲仓物料储量检测器,布料器设有称重传感器和输料调速器,装车位上方设有装车状态监控器,装车位侧方设置车辆速度传感器,各个传感器与控制器信号连接。该智能化汽车装车站系统和方法,主要是通过控制优化以实现装车效率的提高。
技术实现要素:
4.本发明的目的在于提供一种组合式高效快速定量装车站及装车方法,通过结构优化及设备优化并结合控制的优化,以解决目前汽车装车站装车效率较低的技术问题。
5.为了达到上述目的,本发明所采用的技术解决方案如下:
6.一种组合式高效快速定量装车站,包括塔架、带式输送机、单入三出分料溜槽、布料刮板输送机、缓冲仓、定量仓、过渡导料溜槽、伸缩导料溜槽和布料整形装置;
7.带式输送机、单入三出分料溜槽、布料刮板输送机、缓冲仓、定量仓、过渡导料溜槽、伸缩导料溜槽和布料整形装置从上到下依次布置于塔架上;
8.单入三出分料溜槽包括位于上方的一个进料溜槽和位于下方的三个出料溜槽,三个出料溜槽分别朝向左侧、中间位置和右侧,所述进料溜槽均与三个出料溜槽连通;
9.所述带式输送机的出料端位于进料溜槽的上方;
10.所述布料刮板输送机为两个,塔架的左侧和右侧各布置一个布料刮板输送机;
11.所述缓冲仓为三个,塔架的左侧、中间位置及右侧各布置一个缓冲仓;
12.朝向中间位置的出料溜槽位于塔架中间位置缓冲仓的上方,朝向左侧的出料溜槽位于塔架左侧的布料刮板输送机内端的上方,塔架左侧的布料刮板输送机外端位于塔架左侧缓冲仓的上方,朝向右侧的出料溜槽位于塔架右侧的布料刮板输送机内端的上方,塔架右侧的布料刮板输送机外端位于塔架右侧缓冲仓的上方;
13.每个缓冲仓的底部设置有配料闸门;
14.每个缓冲仓的下方对应布置一个定量仓,所述配料闸门位于定量仓的上方;
15.每个定量仓的周边与塔架之间设置有若干个称重传感器;
16.每个定量仓的底部设置有装车闸门,所述装车闸门位于过渡导料溜槽的上方;
17.过渡导料溜槽的底部经伸缩导料溜槽连接布料整形装置,所述伸缩导料溜槽可沿其延伸方向伸缩;
18.所述布料整形装置与地面之间留有车辆通过的空间。
19.优选的,所述布料整形装置包括导向柱、主机架、液压绞车、导向轮组、链式刮板总成、整形油缸和侧压机构;
20.若干根导向柱沿纵向延伸布置,所述主机架滑动连接所述导向柱,所述主机架可相对于所述导向柱沿纵向滑移;
21.所述塔架上布置液压绞车和导向轮组,液压绞车的卷筒位于主机架的一端的上方,导向轮组位于主机架的另一端的上方,液压绞车的卷筒上缠绕有第一绳索和第二绳索,第一绳索的末端连接主机架的一端,第二绳索穿过导向轮组,第二绳索的末端连接主机架的另一端;
22.液压绞车的卷筒正向或反向转动,以通过第一绳索、第二绳索带动主机架相对于导向柱向上或向下滑移;
23.所述主机架的中间位置开设布料口,所述布料口连接伸缩导料溜槽的下端;
24.所述主机架上设置链式刮板总成,链式刮板总成沿所述主机架的延伸方向布置;
25.所述主机架的左侧和右侧均设置整形油缸和侧压机构,整形油缸的伸缩端可带动侧压机构向下摆动或复位。
26.优选的,所述链式刮板总成包括液压马达总成、驱动链轮、从动链轮、链条和推板;所述驱动链轮转动连接于主机架的另一端,所述液压马达总成动力连接所述驱动链轮,所述从动链轮转动连接于主机架的一端,所述链条连接于驱动链轮和从动链轮之间,所述链条上间隔设置若干个推板。
27.优选的,主机架上沿主机架的延伸方向且于主机架的中轴线区域设置为镂空结构,所述推板横穿镂空结构。
28.优选的,所述布料整形装置还包括底部限料机构,所述底部限料机构包括限料挡板和推移液压缸,所述限料挡板滑动连接于主机架一端,限料挡板与主机架之间连接推移液压缸,在推移液压缸的带动下,所述限料挡板可朝向主机架另一端方向伸出或缩回,限料挡板朝向主机架另一端方向伸出时,限料挡板封堵部分镂空结构。
29.优选的,所述侧压机构设置为压板,所述压板沿主机架的延伸方向布置,压板的上端经第一铰链铰接主机架;整形油缸的固定端经第二铰链铰接主机架,整形油缸的伸缩端经第三铰链铰接压板的外侧壁;整形油缸的伸缩端相对于固定端伸长以带动压板向下摆动,整形油缸的伸缩端相对于固定端缩回以带动压板向上复位。
30.优选的,第一绳索设置为两根,一根第一绳索的末端连接主机架一端的左侧,另一根第一绳索的末端连接主机架一端的右侧;第二绳索也设置为两根,一根第二绳索的末端连接主机架另一端的左侧,另一根第二绳索的末端连接主机架另一端的右侧。
31.优选的,所述布料整形装置还包括锁紧机构,所述锁紧机构包括锁紧液压缸和锁紧闸板,所述主机架上设置有滑套,所述导向柱滑动连接于滑套内部,所述锁紧液压缸装配于滑套上,锁紧液压缸的伸缩端装配锁紧闸板,锁紧液压缸的伸缩端相对于固定端伸长以带动锁紧闸板贴合所述导向柱。
32.优选的,所述缓冲仓内设置有物料料位传感器,带式输送机的控制端、布料刮板输
送机的控制端、物料料位传感器及配料闸门的控制端分别经信号线缆连接主控单元。
33.一种装车方法,应用上述的组合式高效快速定量装车站,所述方法包括如下步骤:
34.由带式输送机连续向单入三出分料溜槽的进料溜槽供料,通过单入三出分料溜槽的三个出料溜槽及布料刮板输送机向三个缓冲仓给料,通过物料料位传感器实时反馈各缓冲仓的料位信号,由主控单元根据料位信号控制带式输送机、布料刮板输送机的启停,由主控单元根据料位信号控制配料闸门的开度;
35.三个缓冲仓底部的配料闸门分别向三个定量仓配料,由称重传感器实时监测定量仓内物料是否达到车辆额定装载量,待达到对应型号车辆的额定装载量时,装车闸门开启物料依次经过渡导料溜槽和伸缩导料溜槽向布料整形装置给料,由布料整形装置向向车辆布料及整形。
36.本发明的有益技术效果是:
37.本发明的组合式高效快速定量装车站,优化塔架及其上各设备的布置,提高了装车站的结构集成度,提高了土地利用率,也降低了装车站的高度,较传统装车站,在同等装车能力下,结构工程量缩减约1/2,整体产品成本降低约1/3;装车站匹配的液压系统、控制系统大大简化,缩短了安装工期,液压系统、控制系统的调试、维修难度大大降低,进而降低了整个装车站的调试、维修难度,提升了装车站运行的可靠性;实现单条带式输送机按需向三个缓冲仓自动匹配给料,减少了带式输送机的数量,实现三个定量仓同时计量,并通过三套布料整形装置实现三辆汽车的同时自动定量装车,在装车过程中车辆处于静止状态即可,避免车辆装车过程中的频繁启停、反复调车修正等操作,大大提高了汽车装车站的装车效率。
38.本发明的装车方法,应用本发明的组合式高效快速定量装车站,优化了各环节的过程控制信息反馈,简化装车过程中的无效动作,最大限度简化装车过程,提高装车效率,装车效率较传统装车站提高约3.6倍。
附图说明
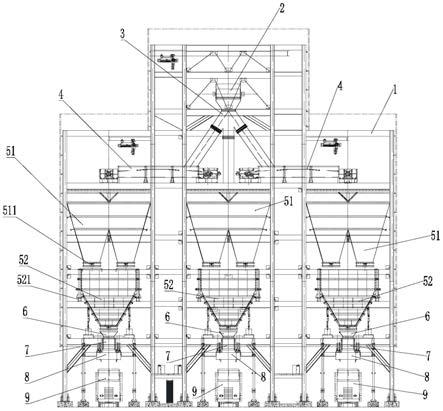
39.图1为本发明实施例组合式高效快速定量装车站的结构示意图;
40.图2为本发明实施例组合式高效快速定量装车站的局部视图;
41.图3为本发明实施例组合式高效快速定量装车站中布料整形装置的右视图;
42.图4为本发明实施例组合式高效快速定量装车站中布料整形装置的前视图,图中除去了液压绞车和导向轮组;
43.图5为本发明实施例组合式高效快速定量装车站中布料整形装置的俯视图,图中除去了液压绞车和导向轮组。
具体实施方式
44.为使本发明的目的、技术方案和有益效果更加清楚明白,以下结合具体实施例,并参照附图,对本发明进一步详细说明。本发明某些实施例于后方将参照所附附图做更全面性地描述,其中一些但并非全部的实施例将被示出。实际上,本发明的各种实施例可以许多不同形式实现,而不应被解释为限于此数所阐述的实施例;相对地,提供这些实施例使得本发明满足适用的法律要求。
45.在本发明的描述中,需要说明的是,术语“内”、“外”、“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
46.在本发明实施例中,提供一种组合式高效快速定量装车站,请参考图1至图5所示。
47.一种组合式高效快速定量装车站,包括塔架1、带式输送机2、单入三出分料溜槽3、布料刮板输送机4、缓冲仓51、定量仓52、过渡导料溜槽6、伸缩导料溜槽7和布料整形装置8等。
48.带式输送机2、单入三出分料溜槽3、布料刮板输送机4、缓冲仓51、定量仓52、过渡导料溜槽6、伸缩导料溜槽7和布料整形装置8从上到下依次布置于塔架1上。
49.单入三出分料溜槽3包括位于上方的一个进料溜槽和位于下方的三个出料溜槽,三个出料溜槽分别朝向左侧、中间位置和右侧,进料溜槽均与三个出料溜槽连通。散装物料由上方的进料溜槽进入并从三个出料溜槽流出,使一路物料分成三路。
50.带式输送机2的出料端位于进料溜槽的上方位置,由带式输送机2实现散装物料的持续供给。
51.布料刮板输送机4为两个,塔架1的左侧和右侧各布置一个布料刮板输送机4。
52.缓冲仓51为三个,塔架1的左侧、中间位置及右侧各布置一个缓冲仓51。
53.朝向中间位置的出料溜槽位于塔架1中间位置缓冲仓51的上方;朝向左侧的出料溜槽位于塔架1左侧的布料刮板输送机4内端的上方,塔架1左侧的布料刮板输送机4外端位于塔架1左侧缓冲仓51的上方;朝向右侧的出料溜槽位于塔架1右侧的布料刮板输送机4内端的上方,塔架1右侧的布料刮板输送机4外端位于塔架1右侧缓冲仓51的上方。
54.如此,使朝向中间位置的出料溜槽流出的物料直接落入塔架1中间位置缓冲仓51;使朝向左侧出料溜槽流出的物料落至塔架1左侧的布料刮板输送机4上,由塔架1左侧的布料刮板输送机4将物料继续转运至塔架1左侧缓冲仓51;使朝向右侧出料溜槽流出的物料落至塔架1右侧的布料刮板输送机4上,由塔架1右侧的布料刮板输送机4将物料继续转运至塔架1右侧缓冲仓51。在实现一路物料分成三路的基础上,保证单入三出分料溜槽3左侧、右侧出料溜槽的倾斜度,以使左侧、右侧的出料溜槽内物料快速流出,并且,可以缩短单入三出分料溜槽3左侧、右侧出料溜槽的长度,进而使塔架1的高度降低,塔架1高度的降低有助于降低带式输送机2的高度及倾角以提高带式输送机2的物料运输能力,提高装车站的结构集成度,减少结构工程量,降低产品成本。
55.每个缓冲仓51的底部开设两个配料口,每个配料口设置配料闸门511。本实施例中,配料闸门511设置为平板闸门,以使物料快速流出或快速截止物料。每个缓冲仓51设置两个配料闸门511,以保证缓冲仓51的配料速度,也便于通过控制配料闸门511的开关及开度,执行配料逻辑,保证配料精度。
56.每个缓冲仓51的下方对应布置一个定量仓52,配料闸门511位于定量仓52的上方,配料闸门511开启后,缓冲仓51内的物料从配料闸门511流出进入定量仓52。
57.缓冲仓51内设置有物料料位传感器,带式输送机2的控制端、布料刮板输送机4的控制端、物料料位传感器及配料闸门511的控制端分别经信号线缆连接主控单元。通过物料
料位传感器实时反馈各缓冲仓51的料位信号,由主控单元根据料位信号控制带式输送机2、布料刮板输送机4的启停,由主控单元根据料位信号控制配料闸门511的开度。如此,以自动、动态调整向各缓冲仓51的给料量。
58.每个定量仓52的周边四个角的位置与塔架1之间设置一个称重传感器521,称重传感器521通过信号线缆连接主控单元,定量仓52不与配料闸门511、过渡导料溜槽6接触。物料进入定量仓52后,由称重传感器521实时监测定量仓52内物料重量,将重量信息实时反馈至主控单元,由主控单元判断是否达到车辆9的额定装载量。
59.每个定量仓52的底部设置装车闸门522,装车闸门522位于过渡导料溜槽6的上方。本实施例中,装车闸门522设置为平板闸门,以使物料快速流出或快速截止物料。装车闸门522开启后,定量仓52内的物料从装车闸门522流出进入过渡导料溜槽6。装车闸门522通过信号线缆连接主控单元,待称重传感器521监测定量仓52内物料重量达到车辆9的额定装载量时,由主控单元控制装车闸门522开启,使定量仓52内的物料自动进入过渡导料溜槽6。
60.过渡导料溜槽6的底部经伸缩导料溜槽7连接布料整形装置8。伸缩导料溜槽7可沿其延伸方向伸缩,以配合布料整形装置8中主机架82的升降。
61.布料整形装置8与地面之间留有车辆9通过的空间。
62.布料整形装置8包括导向柱81、主机架82、液压绞车83、导向轮组84、链式刮板总成、整形油缸86、侧压机构87、锁紧机构和底部限料机构。
63.四根导向柱81沿纵向延伸布置,主机架82滑动连接导向柱81,主机架82可相对于导向柱81沿纵向滑移。
64.锁紧机构包括锁紧液压缸881和锁紧闸板882,在主机架82上设置四个支腿,每个支腿上设置滑套821,导向柱81滑动连接于滑套821内部。锁紧液压缸881装配于滑套821上,锁紧液压缸881的伸缩端装配锁紧闸板882。待主机架82升降调整到设定的高度后,锁紧液压缸881的伸缩端相对于固定端伸长以带动锁紧闸板882贴合导向柱81,以使主机架82相对于导向柱81锁定位置。
65.主控单元通过电液伺服系统连接锁紧液压缸881,由主控单元控制锁紧液压缸881伸缩端的伸长或缩回。
66.塔架1上布置液压绞车83和导向轮组84,液压绞车83的卷筒位于主机架82的一端的上方,导向轮组84位于主机架82的另一端的上方。液压绞车83的卷筒上缠绕有第一绳索831和第二绳索832,第一绳索831的末端连接主机架82的一端,第二绳索832穿过导向轮组84,第二绳索832的末端连接主机架82的另一端。
67.第一绳索831设置为两根,一根第一绳索831的末端连接主机架82一端的左侧,另一根第一绳索831的末端连接主机架82一端的右侧。第二绳索832也设置为两根,一根第二绳索832的末端连接主机架82另一端的左侧,另一根第二绳索832的末端连接主机架82另一端的右侧。通过四根绳索分别吊挂主机架82四个角的位置,以平稳地带动主机架82升降。
68.液压绞车83的卷筒正向或反向转动,以通过第一绳索831、第二绳索832带动主机架82相对于导向柱81向上或向下滑移,如此以带动主机架82升降。主机架82升高以使车辆9能够进入布料整形装置8与地面之间的空间,车辆9进入该空间后,主机架82降低以使主机架82上的布料口822靠近车辆9的车斗。
69.液压绞车83的控制端通过信号线缆连接主控单元,由主控单元控制液压绞车83的
启停及卷筒的正向或反向转动。
70.主机架82的中间位置开设布料口822,布料口822连接伸缩导料溜槽7的下端。伸缩导料溜槽7中的物料从布料口822流出落入车辆9的车斗。
71.主机架82上设置链式刮板总成,链式刮板总成沿所述主机架82的延伸方向布置。具体的,链式刮板总成包括液压马达总成851、驱动链轮852、从动链轮853、链条854和推板855。驱动链轮852经驱动转轴转动连接于主机架82的另一端,液压马达总成851经传动机构(联轴器等)动力连接驱动转轴,以带动驱动链轮852转动,从动链轮853经从动转轴转动连接于主机架82的一端,链条854连接于驱动链轮852和从动链轮853之间,链条854上等间距间隔设置若干个推板855。
72.驱动链轮852转动,以带动链条854在驱动链轮852和从动链轮853之间运行,链条854上的推板855随链条854移动。
73.液压马达总成851的控制端通过信号线缆连接主控单元,由主控单元控制液压马达总成851的启停及正向或反向转动。
74.主机架82的中轴线区域设置为镂空结构a,镂空结构a在主机架82上沿主机架82的延伸方向布置,本实施例中,镂空结构a位于布料口822的两侧位置。具体的,主机架82的另一端的左侧和右侧各转动连接一个驱动链轮852,两个驱动链轮852同步转动,主机架82的一端的左侧和右侧各转动连接一个从动链轮853,两个从动链轮853同步转动;主机架82左侧的驱动链轮852和从动链轮853之间连接一根链条854,主机架82右侧的驱动链轮852和从动链轮853之间连接另一根链条854,推板855的一端连接主机架82左侧的链条854,推板855的另一端连接主机架82右侧的链条854,推板855横穿镂空结构a。
75.散装物料从布料口822流出落入车辆9的车斗,在车辆9的车斗上堆积为山丘状料堆。推板855随链条854移动,推板855可以将料堆处物料推移散开,使物料均匀地布满车斗。需说明的是,液压马达总成851可以带动驱动链轮852正向或反向转动,以使推板855随链条854向车斗的前方或后方移动,进而可以将物料向车斗的前方或后方推移散开。此外,因主机架82的中轴线区域设置为镂空结构a,推板855横穿镂空结构a,在运行过程中,可以使下半部分链条854埋入料堆中,以提高推板855将料堆处物料推移散开的效率。
76.底部限料机构包括限料挡板891和推移液压缸892,限料挡板891滑动连接于主机架82一端。限料挡板891与主机架82之间连接推移液压缸892,在推移液压缸892的带动下,限料挡板891可朝向主机架82另一端方向伸出或缩回。限料挡板891朝向主机架82另一端方向伸出时,限料挡板891封堵靠近主机架82一端的部分镂空结构a。
77.主控单元通过电液伺服系统连接推移液压缸892,由主控单元控制推移液压缸892伸缩端的伸长或缩回。
78.在主机架82的长度大于车辆9的车斗长度时,底部限料机构动作,使限料挡板891朝向主机架82另一端方向伸出时,限料挡板891封堵靠近主机架82一端的部分镂空结构a。如此,在推板855将料堆处物料推移散开时,避免将物料推移至车斗外部。
79.主机架82的左侧和右侧均设置整形油缸86和侧压机构87,整形油缸86的伸缩端可带动侧压机构87向下摆动或复位。具体的,侧压机构87设置为压板,压板为长条状结构,压板沿主机架82的延伸方向布置,压板的上端经第一铰链铰871接主机架82;整形油缸86的固定端经第二铰链872铰接主机架82,整形油缸86的伸缩端经第三铰链873铰接压板的外侧
壁。整形油缸86的伸缩端相对于固定端伸长以带动压板向下摆动,整形油缸86的伸缩端相对于固定端缩回以带动压板向上复位。
80.主控单元通过电液伺服系统连接整形油缸86,由主控单元控制整形油缸86伸缩端的伸长或缩回。
81.在对车辆9的车斗布料完成后,通过推板855将物料的顶部整理平整,同时,整形油缸86的伸缩端相对于固定端伸长以带动压板向下摆动,压板将物料的两侧向内挤压并整理平整,使车斗内的物料截面保持为梯形,以实现对物料的压实整形,便于在物料上覆盖包裹外罩以避免在运输过程中物料散落。
82.在本发明实施例中,还提供一种装车方法,应用上述的组合式高效快速定量装车站,所述方法包括如下步骤:
83.由带式输送机2连续向单入三出分料溜槽3的进料溜槽供料,通过单入三出分料溜槽3的三个出料溜槽及布料刮板输送机4向三个缓冲仓51给料,通过物料料位传感器实时反馈各缓冲仓51的料位信号,由主控单元根据料位信号控制带式输送机2、布料刮板输送机4的启停,由主控单元根据料位信号控制配料闸门511的开度;
84.三个缓冲仓51底部的配料闸门511分别向三个定量仓52配料,由称重传感器521实时监测定量仓52内物料是否达到车辆额定装载量,待达到对应型号车辆的额定装载量时,装车闸门522开启物料依次经过渡导料溜槽6和伸缩导料溜槽7向布料整形装置8给料,由布料整形装置8向向车辆9布料及整形。
85.至此,已经结合附图对本实施例进行了详细描述。依据以上描述,本领域技术人员应当对本发明组合式高效快速定量装车站有了清楚的认识。本发明的组合式高效快速定量装车站,优化塔架1及其上各设备的布置,提高了装车站的结构集成度,提高了土地利用率,也降低了装车站的高度,较传统装车站,在同等装车能力下,结构工程量缩减约1/2,整体产品成本降低约1/3;装车站匹配的液压系统、控制系统大大简化,缩短了安装工期,液压系统、控制系统的调试、维修难度大大降低,进而降低了整个装车站的调试、维修难度,提升了装车站运行的可靠性;实现单条带式输送机2按需向三个缓冲仓51自动匹配给料,减少了带式输送机2的数量,实现三个定量仓52同时计量,并通过三套布料整形装置8实现三辆汽车的同时自动定量装车,在装车过程中车辆处于静止状态即可,避免车辆装车过程中的频繁启停、反复调车修正等操作,大大提高了汽车装车站的装车效率。
86.本发明的装车方法,应用本发明的组合式高效快速定量装车站,优化了各环节的过程控制信息反馈,简化装车过程中的无效动作,最大限度简化装车过程,提高装车效率,装车效率较传统装车站提高约3.6倍。
87.以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。