1.本发明涉及一种液体火箭发动机米字型膜片刻痕工装,属于液体冲压发动机技术领域。
背景技术:
2.火药点火器是用于液体火箭发动机的电火工品,由于结构限制,其安全可靠的点火对发动机起着至关重要的作用,膜片位于点火器的最末端,未点火前阻挡推进剂进入点火器污染火药,发动机点火时,由火药燃烧引起的高温高压燃气由无刻痕面冲破膜片,从而使发动机顺利点火启动,发动机开始工作。点火器点火是冲压发动机工作过程中的重要环节,直接影响到液体冲压发动机的工作性能、可靠性和安全性,膜片作为点火器的关键零件,其稳定可靠的破裂压力对发动机的顺利点火起到至关重要的作用。对膜片破裂压力影响最大的因素为膜片刻痕的剩余厚度。因此怎样保证膜片的刻痕剩余厚度的一致性成为亟待解决的问题。
技术实现要素:
3.本发明要解决的技术问题是:克服现有技术的不足,提供了一种液体火箭发动机米字型膜片刻痕工装,使膜片的刻痕剩余厚度的一致性得到了保证;包括冲头、定位块、调整垫、压紧螺母、导向套、基座和底板七部分。冲头用于在膜片上进行刻痕。定位块和调整垫用于调整刻痕的位置和深度。压紧螺母、导向套、基座和底板用于定位和固定膜片。
4.本发明目的通过以下技术方案予以实现:
5.一种液体火箭发动机米字型膜片刻痕工装,包括冲头、定位块、调整垫、压紧螺母、导向套、基座、底板;
6.冲头由上到下分为冲头柄、冲头杆、刃口三部分;冲头柄上设有八个槽,用于保证在刻痕过程中精确分度,使八条刻痕线条准确的交于一点,刻出一个完整的米字形;冲头杆用于在冲头工作过程中定位导向,并避免刻痕过程中材料向心流动;
7.调整垫用于调节刻痕深度;定位块用于保证刻痕位置;压紧螺母用于压住导向套;导向套用于定位冲头和膜片之间的位置;基座用于保证导向套的同轴度和垂直度;底板用于承载膜片和其他所有部件。
8.本发明一实施例中,膜片置于底板上,通过导向套与基座将膜片定位;基座与底板连接,导向套的局部位于基座内;压紧螺母与基座连接后,对膜片固定;定位块置于导向套上,且定位块的局部位于压紧螺母内;调整垫置于定位块上;冲头依次穿过调整垫、定位块、导向套后,接触到膜片。
9.本发明一实施例中,刃口入模角为30
°±5’
,刃口高度为3
±
0.1mm。
10.本发明一实施例中,调整垫有不同高度规格。
11.本发明一实施例中,压紧螺母与冲头配合的孔要求单面间隙0.05mm以内,外形和孔的边缘锐角倒钝,压紧螺母与基座为螺纹连接。
12.本发明一实施例中,冲头选用合金工具钢cr12mov材料制成,热处理硬度为hrc60-hrc65。
13.本发明一实施例中,定位块通过上、下表面的突起定位面分别与冲头和导向套配合定位,在刻痕工装中保证刻痕位置准确。
14.本发明一实施例中,导向套通过上表面的定位槽与调整垫配合定位,用以保证冲头、膜片之间定位准确。
15.本发明一实施例中,基座的螺柱口部和孔的口部均倒钝角,使导向套和压紧螺母能够顺利的导入。
16.采用所述米字型膜片刻痕工装的装配及刻痕方法,包括如下步骤:
17.(1)将膜片放在底板上,并通过导向套与基座将膜片定位;
18.(2)安装并上紧压紧螺母,将膜片固定;
19.(3)安装定位块和调整垫,调整垫根据膜片不同刻痕深度的要求进行选择更换;
20.(4)将冲头装入定位块和导向套中,安装完毕后通过压力机进行刻痕,第一道痕刻完后,将冲头取出,通过旋转冲头上定位槽后重新装入定位块和导向套,进行第二道刻痕,依此步骤直到最终刻痕完成。
21.本发明相比于现有技术具有如下有益效果:
22.(1)本发明所用米字型膜片刻痕工装,结构简单实用,易于操作,可以显著的提高膜片刻痕的效率;
23.(2)冲头刃口的入模角选取30
°±5’
,刃口高度为3
±
0.1mm,可以有效减少摩擦力,防止挤压过程中产生拉毛现象;
24.(3)本发明所用米字型膜片刻痕工装,采用冲头、定位块、导向套和基座之间相互配合定位,保证冲头与膜片之间具有准确位置,确保膜片上刻痕位置的准确;
25.(4)本发明所用不同高度规格的调整垫,用于限制和调整冲头的刻痕深度,同时保证了刻痕深度的一致性,确保膜片破裂压力的稳定可靠。
附图说明
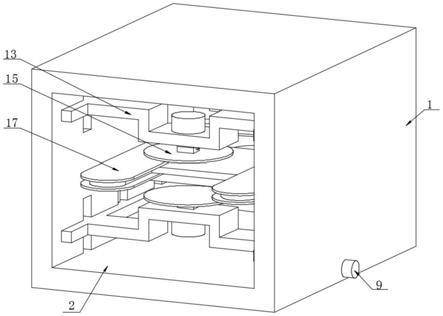
26.图1为米字型膜片刻痕工装结构示意图;
27.图2为冲头结构示意图;
28.图3为调整垫结构示意图;
29.图4为定位块结构示意图;
30.图5为压紧螺母结构示意图;
31.图6为导向套结构示意图;
32.图7为基座结构示意图;
33.图8为底板结构示意图。
具体实施方式
34.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步详细描述。
35.一种液体火箭发动机米字型膜片刻痕工装,包括冲头、定位块、调整垫、压紧螺母、
导向套、基座和底板七部分组成,见图1所示。底板与基座连接固定后,将膜片放置在底板中心位置,然后将导向套装入基座中,在导向套上安装调整垫,随后用安装压紧螺母将导向套压紧固定,最后装入冲头开始刻痕。本发明解决了不锈钢膜片刻痕过程中易切透,刻痕深度一致性差等问题。该刻痕工装结构简单、操作方便,刻痕过程平稳可靠。
36.具体的:
37.(1)冲头
38.冲头是刻痕模具的一个最重要零件,见图2所示。它由冲头杆、刃口及冲头柄三部分组成。
39.冲头杆部分为引导部分,主要是冲头在工作过程中起定位导向作用,也避免刻痕过程中材料向心流动,冲头刃口的主要参数为入模角,为30
°±5’
,刃口高度为3
±
0.1mm,主要为减少摩擦力,防止挤压过程中产生拉毛现象。
40.冲头柄部分的八个槽是保证在刻痕过程中精确的分度,使八条刻痕线条准确的交于一点,刻出一个完整的米字形,刻痕的深度主要靠调整垫的厚度的不同来调整。
41.为了保证在爆破时八条刻线能同时撕裂,并且撕裂程度一致,对冲头加工要有严格的精度要求。垂直度、平行度、均要求不超过0.01mm,粗糙度,刃口和刀杆部分应为ra0.4,其余均为ra0.8。
42.冲头的材料要考虑强度、耐磨和有一定的韧性,选用合金工具钢cr12mov。热处理硬度:hrc60-hrc65,材料其它要求按gb 3278-82《碳素工具钢技术条件》规定。
43.(2)调整垫
44.调整垫在刻痕模具里主要起到调节刻痕深度的作用,见图3所示。刻痕深度是膜片能否在额定压力下满足爆破撕裂要求的主要因素,可通过更换不同厚度的调整垫,来实现膜片的不同刻痕深度的要求。调整垫厚度:h1=10.2mm、h2=10.3mm、h3=10.4mm、h4=10.5mm、h5=10.7mm五种不同厚度规格,在刻痕时根据爆破情况更换不同厚度的调整垫。
45.调整垫上、下面要求平行度不超过0.01mm。
46.调整垫材料选用合金工具钢cr12mov,热处理hrc60-hrc65,材料其它要求按gb 3278-82《碳素工具钢技术条件》规定。
47.(3)定位块
48.定位块通过上、下表面的突起定位面分别与冲头和导向套配合定位,在刻痕模具里主要起到保证刻痕位置的作用,结构见图4所示。
49.定位块的定位面要求平行度、垂直度均不超过0.01mm。
50.定位块材料选用合金工具钢cr12mov,热处理hrc60-hrc65,材料其它要求按gb 3278-82《碳素工具钢技术条件》规定。
51.(4)压紧螺母
52.压紧螺母主要用来压住导向套,以保证膜片在刻痕前能准确的定位并固定,同时对冲头在工作时起到精确的导向作用,结构见图5所示。
53.与冲头配合的孔要求单面间隙0.05mm以内,外形和孔的边缘锐角倒钝0.5
×
45
°
,压紧螺母与基座为螺纹连接。
54.压紧螺母材料选用45#钢,热处理hrc38~hrc42,材料其它要求按gb/t699-1999《优质碳素结构钢》规定,压紧螺母外表面做发蓝处理。
55.(5)导向套
56.导向套通过上表面的定位槽与调整垫配合定位,用以保证冲头、膜片之间定位准确,结构见图6所示。形位公差同轴度、垂直度、平行度要求不超过0.01mm,表面粗糙度配合部分为ra0.8,其余部分为ra1.6。
57.导向套材料选用45#钢,热处理hrc38~hrc42,材料其它要求按gb/t699-1999《优质碳素结构钢》规定,导向套外表面做发蓝处理。
58.(6)基座
59.基座是保证导向套同轴度、垂直度要求的关键零件,见图7所示。所以要求形位公差不超过0.01mm,平面和孔的内表面粗造度在ra0.8、ra0.4。为了使导向套和压紧螺母能够顺利的导入,基座的螺柱口部和孔的口部均倒钝角0.5
×
45
°
。
60.基座材料选用45#钢,热处理hrc38~hrc42,材料其它要求按gb/t699-1999《优质碳素结构钢》规定,导向套外表面做发蓝处理。
61.(7)底板
62.底板主要用来连接及固定模具工作零件,见图8所示。同时局部承受刻痕时传递的压力,所以要有足够的刚度及强度,通常材料选用t8a,淬火硬度hrc50-hrc55,材料其它要求按gb/t699-1999《优质碳素结构钢》规定。为了保证工作时模具的精度,要求底板上、下面平行度不超过0.01mm,粗糙度上、下面要求ra0.8以上。
63.下述实施例是为了进一步说明本发明的具体实施方式与效果,但本发明并不仅限于以下实施例。如图1所示为膜片刻痕工装结构示意图,图2~图8为装配工装各零件的结构视图。
64.如图1所示,刻痕工装,冲头用于在膜片上进行刻痕。定位块和调整垫用于调整刻痕的位置和深度。压紧螺母、导向套、基座和底板用于定位和固定膜片。装配及刻痕方法为:
65.(1)将膜片放在底板上,并通过导向套与基座将膜片定位;
66.(2)安装并上紧压紧螺母,将膜片固定;
67.(3)安装定位块和调整垫(调整垫根据膜片不同刻痕深度的要求进行选择更换)。
68.(4)将冲头装入定位块和导向套中,安装完毕后通过压力机进行刻痕,第一道痕刻完后,将冲头取出,通过旋转冲头上定位槽后重新装入定位块和导向套,进行第二道刻痕,依此步骤直到最终刻痕完成。
69.本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
70.本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。