1.本发明涉及活塞加工领域,特别是涉及一种活塞浇铸模具冷却系统。此外,本发明还涉及一种包括上述系统的活塞浇铸设备。
背景技术:
2.在使用浇铸模具浇铸活塞的过程中,需要对浇铸模具进行冷却,当前的冷却方式为向浇铸模具各组件内部通入冷却水,水温在25℃以上,通过冷却水带走模具上的热量,最终实现模具快速冷却的目的。
3.通常铸件冷却速度越快,则凝固时间越短,相应获得材料组织越致密,性能也越好。但是受模具结构限制,模具内部的冷却水道管径不能设计的过大,再加之冷却水水温一般在25℃以上,最终导致整个模具系统冷却速度受限。由于模具冷却能力不足,毛坯凝固时间偏长,活塞毛坯头部金相组织等级不高。当系统冷却管路出现堵塞或泄露时不易被发现,人工排查过程又比较消耗时间,长期使用的模具密封系统老化,工作时模具容易向外渗水,导致存在安全隐患。
4.因此,如何提供一种稳定高效的活塞浇铸模具冷却系统是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.本发明的目的是提供一种活塞浇铸模具冷却系统,使用涡流管产生的低温气体替代冷却水,提升冷却速度,进而提升活塞毛坯头部金相组织等级,提升生产效率,降低制造成本高。本发明的另一目的是提供一种包括上述系统的活塞浇铸设备。
6.为解决上述技术问题,本发明提供一种活塞浇铸模具冷却系统,包括空气压缩机、涡流管、控制阀组和控制器,所述空气压缩机的输出口连通所述涡流管的气体进口,所述涡流管的低温气体出口连接所述控制阀组的进气口,所述控制阀组的出气口连接浇铸模具的冷却流道进口,所述控制器通信连接所述控制阀组,以控制所述涡流管产生的低温压缩气体进入所述浇铸模具的冷却流道。
7.优选地,所述控制阀组包括依次串联的低温单向阀、可控节流阀和电磁开关阀,所述低温单向阀的进口连接所述涡流管的低温气体出口,并允许低温压缩气体流入所述可控节流阀,所述电磁开关阀的出口连接所述浇铸模具的冷却流道进口。
8.优选地,包括并联设置的多个所述控制阀组,各所述控制阀组的所述低温单向阀同时连接所述涡流管,各所述控制阀组的所述电磁开关阀分别连接所述浇铸模具的多个冷却流道进口。
9.优选地,所述浇铸模具包括内模冷却机构、轴销冷却机构、外模冷却机构和模盖冷却机构,各冷却机构内均设置有冷却流道,分别连接四个所述控制阀组。
10.优选地,所述浇铸模具的各冷却机构的冷却流道出口处均设置有流量检测计,各所述流量检测计均通信连接所述控制器。
11.优选地,所述涡流管的低温气体出口处设置有恒压阀。
12.优选地,所述涡流管的高温气体出口连接有储能器,所述涡流管和所述储能器之间设置有高温单向阀。
13.优选地,所述浇铸模具的冷却流道出口连接所述储能器,所述浇铸模具和所述储能器之间设置有废气单向阀。
14.优选地,所述储能器的进口处设置有溢流阀。
15.本发明提供一种活塞浇铸设备,包括浇铸模具以及连接所述浇铸模具的活塞浇铸模具冷却系统,所述活塞浇铸模具冷却系统具体为上述任意一项所述的活塞浇铸模具冷却系统。
16.本发明提供一种活塞浇铸模具冷却系统,包括空气压缩机、涡流管、控制阀组和控制器,空气压缩机的输出口连通涡流管的气体进口,涡流管的低温气体出口连接控制阀组的进气口,控制阀组的出气口连接浇铸模具的冷却流道进口,控制器通信连接控制阀组,以控制涡流管产生的低温压缩气体进入浇铸模具的冷却流道。
17.使用涡流管产生的低温气体替代冷却水,在冷却流道内流动对浇铸模具冷却,通过控制阀组来控制低温压缩气体的流量、压力以及通气时间,提升冷却速度,进而提升活塞毛坯头部金相组织等级。有效避免冷却水对模具的腐蚀和渗漏,提升生产效率,降低制造成本高,提升整体性能,压缩气体还可以再次利用,在一定程度上节省了车间生产成本。
18.本发明还提供一种包括活塞浇铸模具冷却系统的活塞浇铸设备,由于上述系统具有上述技术效果,上述活塞浇铸设备也应具有同样的技术效果,在此不再详细介绍。
附图说明
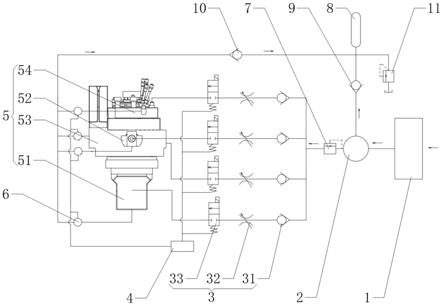
19.图1为本发明所提供的活塞浇铸模具冷却系统的一种具体实施方式的原理图。
具体实施方式
20.本发明的核心是提供一种活塞浇铸模具冷却系统,使用涡流管产生的低温气体替代冷却水,提升冷却速度,进而提升活塞毛坯头部金相组织等级,提升生产效率,降低制造成本高。本发明的另一核心是提供一种包括上述系统的活塞浇铸设备。
21.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
22.请参考图1,图1为本发明所提供的活塞浇铸模具冷却系统的一种具体实施方式的原理图。
23.本发明具体实施方式提供一种活塞浇铸模具冷却系统,包括空气压缩机1、涡流管2、控制阀组3和控制器4,其中,涡流管2由喷嘴、涡流室、分离孔板和冷热两端管所组成,涡流管2上设置有进去进口、低温气体出口和高温气体出口,工作时空气压缩机1产生的压缩气体由涡流管2的气体进口进入喷嘴,并在喷嘴内膨胀,然后以很高的速度沿切线方向进入涡流室,气流在涡流室内高速旋转时,经过涡流变换后分离成温度不相等的两部分气流,分离后冷气从冷端管的低温气体出口流出,热气从热端管的高温气体出口流出。冷气流的温度及流量大小可通过调节阀门控制,涡流管2使用经过过滤的工业压缩空气,运行可靠、免维护、持久耐用,可产生温度从-40℃到 110℃的气流。
24.空气压缩机1的输出口连通涡流管2的气体进口,涡流管2的低温气体出口连接控制阀组3的进气口,控制阀组3的出气口连接浇铸模具5的冷却流道进口,控制器4通信连接控制阀组3,以控制涡流管2产生的低温压缩气体经过控制阀组3进入浇铸模具5的冷却流道。
25.使用涡流管2产生的低温气体替代冷却水,在冷却流道内流动对浇铸模具5冷却,通过控制阀组3来控制低温压缩气体的流量、压力以及通气时间,且涡流管2产生的低温气体的温度远远低于冷却水的温度,甚至达到-40℃,是正常冷却水无法达到的低温,从而提升冷却速度,进而提升活塞毛坯头部金相组织等级。有效避免冷却水对模具的腐蚀和渗漏,提升生产效率,降低制造成本高,提升整体性能,压缩气体还可以再次利用,在一定程度上节省了车间生产成本。
26.具体地,控制阀组3包括依次串联的低温单向阀31、可控节流阀32和电磁开关阀33,低温单向阀31的进口连接涡流管2的低温气体出口,并允许低温压缩气体流入可控节流阀32,防止低温压缩空气逆流,电磁开关阀33的出口连接浇铸模具5的冷却流道进口。通过控制器4控制电磁开关阀33的开闭,电磁开关阀33关闭时,隔绝低温压缩空气,电磁开关阀33导通时,涡流管2产生的低温压缩气体依次经过低温单向阀31、可控节流阀32和电磁开关阀33进入浇铸模具5的冷却流道,控制器4还可控制可控节流阀32的流量,在工作过程中控制器4按照工艺要求去控制通气时间和流量,实现精确控制。
27.进一步地,为了保证冷却效果,浇铸模具5上设置有多个冷却流道,可以设置有并联的多个控制阀组3,各控制阀组3的低温单向阀31同时连接涡流管2,各控制阀组3的电磁开关阀33分别连接浇铸模具5的多个冷却流道进口。进而能够实现各个冷却流道内冷却压缩气体的单独控制,满足工艺需求。
28.具体地,浇铸模具5包括内模冷却机构51、轴销冷却机构52、外模冷却机构53和模盖冷却机构54,各冷却机构内均设置有冷却流道,分别连接四个控制阀组3。也可根据情况设置更多数量的冷却流道,对应设置相应的控制阀组3即可。
29.浇铸模具5的各冷却机构的冷却流道出口处均设置有流量检测计6,各流量检测计6均通信连接控制器4。可以实时监测管路内的气体流量,控制器4可以根据流量检测计6的监测结果来判断该管路是否存在漏气或是堵塞,节省了人工排查时间。还可在涡流管2的低温气体出口处设置有恒压阀7,低温压缩气体首先经过恒压阀7再到达各个控制阀组3,为系统提供恒压的压缩气体,提升系统稳定性。
30.在上述各具体实施方式提供的活塞浇铸模具冷却系统的基础上,涡流管2的高温气体出口连接有储能器8,使涡流管2同步产生的高温压缩气体进入储能器8存储起来,涡流管2和储能器8之间设置有高温单向阀9,高温单向阀9允许高温压缩气体由涡流管2流入储能器8,防止高温压缩气体逆流。进一步地,浇铸模具5的冷却流道出口连接储能器8,使完成冷却的压缩气体也能够进入到储能器8内存储起来,浇铸模具5和储能器8之间设置有废气单向阀10,废气单向阀10允许冷却后废气由浇铸模具5流入储能器8,防止废气逆流。系统末端的储能器8收集的压缩气体还可以再次利用,在一定程度上节省了车间生产成本。
31.优选地,储能器8的进口处设置有溢流阀11,确保系统及储能器8内的压力始终处在安全值以内。
32.除了上述活塞浇铸模具冷却系统,本发明的具体实施方式还提供一种包括上述活
塞浇铸模具冷却系统的活塞浇铸设备,该活塞浇铸设备其他各部分的结构请参考现有技术,本文不再赘述。
33.以上对本发明所提供的活塞浇铸模具冷却系统及活塞浇铸设备进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。