1.本发明涉及包装设备技术领域,尤其涉及到一种卷烟自动装箱包装设备。
背景技术:
2.目前卷烟行业在包装装盒时,要么采用人工操作,要么采用大型装箱设备进行装箱动作,但是采用大型装箱设备,由于设备体积庞大,并且价格昂贵,对于一些大型企业比较实用,但是对于一些中小型企业来说,大型设备占地空间大,费用昂贵极不实用,只能采取传统的人工进行装箱包装,但是采用人工明显效率低下,并且由于空箱(空盒)在装箱使用之前,盒子的开口部分完全对合,通过人工开盒时进行分开十分不方便,并且也容易在人工开盒时对盒子产生破坏。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.为了解决现有技术存在的缺陷,本发明提供了一种卷烟自动装箱包装设备。
5.本发明提供的技术文案,一种卷烟自动装箱包装设备,包括上盒机架、送盒框架、上盒机构、取盒机构、拖盒机构、移盒机构、对位机构、压盒机构和开盒机构,所述上盒机架设置于地面上,所述送盒框架设置于所述上盒机架的右侧,所述上盒机构设置于所述上盒机架的左侧,所述取盒机构设置于所述送盒框架的左侧壁,且位于所述上盒机构的出料端正上方,所述拖盒机构设置于所述送盒框架的中部,所述移盒机构设置于所述送盒框架的下部,所述对位机构设置于所述送盒框架的底部,且向上穿过所述移盒机构,所述压盒机构分别设置于所述送盒框架的前侧和后侧,所述开盒机构设置于所述送盒框架的后侧中部。
6.优选地,所述上盒机构包括上盒料台、盒子推送组件、盒子推送驱动组件和推送安装板,所述上盒料台设置于所述上盒机架上,所述上盒料台上水平设置有多个条形通道,所述上盒机架上位于所述上盒料台的底部位置还平行设置有两根导杆,所述推送安装板的两端分别套设于两根导杆的右端部,所述盒子推送组件套设于两根导杆的左端部,且上部工作端向上穿过所述上盒料台上的多个条形通道,所述盒子推送驱动组件垂直设置于所述推送安装板的中间位置,且所述盒子推送驱动组件输出端向左穿过所述推送安装板后固定于所述盒子推送组件的底部中间位置,所述上盒料台的上部右端部还设置有上盒限位板。
7.优选地,所述取盒机构包括取盒固定架、取盒推送气缸、取盒活动转臂、取盒吸取推送气缸、吸取连杆、取盒吸盘支架和多个气动吸盘,所述取盒固定架设置于所述料盒框架上,所述取盒推送气缸设置于所述取盒固定架上,所述取盒活动转臂设置于所述取盒推送气缸的下部输出端,所述吸取连杆竖直设置于所述取盒活动转臂上,所述取盒吸取推送气缸竖直设置于所述吸取连杆的上端部,所述取盒吸盘支架的中间内侧设置有翻转轴承座,所述取盒吸取推送气缸的下部输出端设置有气缸鱼眼接头,所述气缸鱼眼接头与所述翻转轴承座通过销轴活动连接,所述取盒吸盘支架的中间外侧通过销轴活动铰接于所述取盒活动转臂的下端部,多个气动吸盘等间距设置于所述取盒吸盘支架上。
8.优选地,所述拖盒机构包括托盒移送驱动组件、拖盒横杆和多个拖盒抓取组件,所述拖盒移送驱动组件设置于所述送盒框架上,所述拖盒横杆水平垂直设置于所述拖盒移动驱动组件的下部工作端,多个拖盒抓取组件并列设置于所述拖盒横杆上,拖盒抓取组件由气动夹爪和拖盒安装座组成,所述拖盒安装座设置于所述拖盒横杆上,所述气动夹爪设置于所述拖盒安装座上;所述拖盒移送驱动组件为拖盒电动直线模组。
9.优选地,所述移盒机构包括移盒基座、移盒滚动组件、滚动驱动组件和挡料组件,所述移盒基座设置于所述送盒框架上,所述移盒滚动组件横向设置于所述移盒基座的后侧底部,所述滚动驱动组件设置于所述移盒基座的后侧侧部,所述挡料组件设置于所述移盒基座后侧端部,所述移盒滚动组件由滚轴和设置于所述滚轴上的两个滚轮组成,所述滚轴贯穿设置于所述移盒基座的底部,两个滚轮套设于所述滚轴上,所述移盒基座的后侧设置有用于滚轮通过通孔,所述滚动驱动组件为行星减速电机,所述行星减速电机设置于所述移盒基座的侧部,所述行星减速电机的输出端固定于所述滚轴的端部,所述挡料组件由两个挡板组成,两个挡板分别设置于所述移盒基座的后侧端部两侧。
10.优选地,所述对位机构包括对位主轴、对位辅轴、左侧对位安装座、右侧对位安装座、左侧对位组件和右侧对位组件,所述对位主轴和对位辅轴平行设置于所述移盒基座的前侧底部,所述左侧对位安装座和所述右侧对位安装座分别套设于所述对位主轴和所述对位辅轴的左右两侧,所述左侧对位组件设置于所述左侧对位安装座上,所述右侧对位组件设置于所述右侧对位安装座上。
11.优选地,所述压盒机构由后侧压盒组件和前侧压盒组件组成,所述前侧压盒组件设置于所述送盒框架的前侧下部,所述后侧压盒组件设置于所述送盒框架的后侧中部,所述后侧压盒组件包括后侧压盒推送气缸、后侧压盒弯板和两个压轮,所述后侧压盒推送气缸竖直设置于所述送盒框架上,所述后侧压盒弯板设置于所述后侧压盒推送气缸的下部输出端,两个压轮分别安装于所述压盒弯板的两端内侧,所述前侧压盒组件包括前侧压盒推送气缸、压盒板和两个压盒缓冲压头,所述前侧压盒推送气缸竖直设置于所述送盒框架上,所述压盒板设置于所述前侧压盒推送气缸的上部输出端,所述压盒板为t型结构,两个压盒缓冲压头分别设置于t型压盒板的前端两侧。
12.优选地,所述开盒机构包括上开盒组件和下开盒组件,所述上开盒组件设置于所述送盒框架的后侧中部,所述下开盒组件设置于所述送盒框架的后侧下部,所述上开盒组件包括上开盒推送气缸、上吸取安装板和三个上气动吸盘,所述上开盒推送气缸设置于所述送盒框架上,所述上吸取安装板设置于所述上开盒推送气缸的下部输出端,三个上气动吸盘等间距设置于所述上吸取安装板的前侧,所述下开盒组件包括下开盒推送气缸、下吸取安装板和三个下气动吸盘,所述下开盒推送气缸设置于所述送盒框架的后侧底部,所述下吸取安装板设置于所述下开盒推送气缸的上部输出端,三个下气动吸盘等间距设置于所述下吸取安装板上。
13.优选地,所述左侧对位组件由左侧对位推送气缸和左侧对位推爪组成,所述左侧对位推送气缸设置于所述左侧对位安装座上,所述左侧对位推爪设置于所述左侧推送气缸的输出端,所述左侧对位推爪由对位推杆和设置于所述对位推杆上的多个钩柱组成,多个钩柱等间距分布于所述对位推杆上,多个钩柱向上穿过所述移盒基座上,所述右侧对位组件和所述左侧对位组件的结构相同。
14.相对于现有技术的有益效果是:本发明结构简单、占地空间小,开盒动作稳定,有效避免开盒时对盒子产生的损坏,加工效率高,节省人工,具有良好的市场应用价值。
附图说明
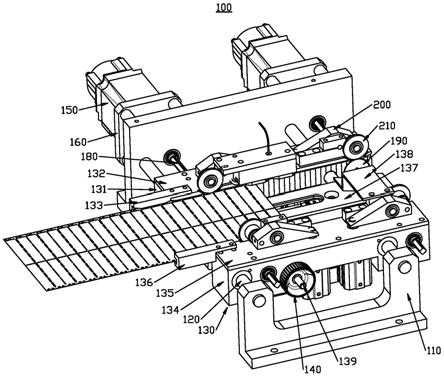
15.图1为本发明的整体结构示意图;图2为本发明的上盒机构结构示意图;图3为本发明的取盒机构结构示意图;图4为本发明的拖盒机构结构示意图;图5为本发明的移盒机构结构示意图;图6为本发明的对位机构结构示意图;图7为本发明的压盒机构结构示意图;图8为本发明的开盒机构结构示意图;图9为本发明的左侧对位组件结构示意图;附图标记:1、上盒机架;2、送盒框架;3、上盒机构;4、取盒机构;5、拖盒机构;6、移盒机构;7、对位机构;8、压盒机构;9、开盒机构;31、上盒料台;32、盒子推送组件;33、盒子推送驱动组件;34、推送安装板;35、上盒限位板;41、取盒固定架;42、取盒推送气缸;43、取盒活动转臂;44、取盒吸取推送气缸;45、吸取连杆;46、取盒吸盘支架;47、气缸鱼眼接头;48、翻转轴承座;51、拖盒移送驱动组件;52、拖盒横杆;53、拖盒抓取组件;61、移盒基座;62、移盒滚动组件;63、滚动驱动组件;64、挡料组件;621、滚轴;622、滚轮;71、对位主轴;72、对位辅轴;73、左侧对位安装座;74、右侧对位安装座;75、左侧对位组件;76、右侧对位组件;751、左侧对位推送气缸;752、左侧对位推爪;81、后侧压盒组件;82、前侧压盒组件;811、后侧压盒推送气缸;812、后侧压盒弯板;813、压轮;821、前侧压盒推送气缸;822、压盒板;823、压盒缓冲压头;91、上开盒组件;92、下开盒组件;911、上开盒推送气缸;912、上吸取安装板;913、上气动吸盘;921、下开盒推送气缸;922、下吸取安装板;923、下气动吸盘。
具体实施方式
16.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
17.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
18.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
19.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本发明的说明书中所使用的术语只是为了描述具体的
实施例的目的,不是用于限制本发明。
20.下面结合附图对本发明作详细说明。
21.如图1所示,本发明的一个实施例:一种卷烟自动装箱包装设备,卷烟自动装箱包装设备设置于装箱机械手的旁边,卷烟自动装箱包装设备包括上盒机架1、送盒框架2、上盒机构3、取盒机构4、拖盒机构5、移盒机构6、对位机构7、压盒机构8和开盒机构9,所述上盒机架1设置于地面上,所述送盒框架2设置于所述上盒机架1的右侧,所述上盒机构3设置于所述上盒机架1的左侧,所述取盒机构4设置于所述送盒框架2的左侧壁,且位于所述上盒机构3的出料端正上方,所述拖盒机构5设置于所述送盒框架2的中部,所述移盒机构6设置于所述送盒框架2的下部,所述对位机构7设置于所述送盒框架2的底部,且向上穿过所述移盒机构6,所述压盒机构8分别设置于所述送盒框架2的前侧和后侧,所述开盒机构9设置于所述送盒框架2的后侧中部;所述上盒机构3用于将空盒自左至右输送至所述取盒机构4下方,所述取盒机构4用于将来自所述上盒机构3的空盒子抓取至所述拖盒机构5,所述拖盒机构5用于将来自所述取盒机构4的盒子抓取至所述移盒机构6,所述对位机构7用于将放置于所述移盒机构6上的盒子进行对位调整,所述移盒机构6用于将盒子移送至所述挑盒机构的工作端,所述挑盒机构用于将盒子的盒口进行挑起动作,所述开盒机构9用于将所述挑盒机构挑起的盒口进行开盒动作,所述压盒机构8用于在所述开盒机构9进行开盒动作时,对盒子进行辅助压紧动作,防止开盒过程中,盒子发生偏移。
22.优选地,如图2所示,所述上盒机构3包括上盒料台31、盒子推送组件32、盒子推送驱动组件33和推送安装板34,所述上盒料台31设置于所述上盒机架1上,所述上盒料台31上水平设置有多个条形通道,所述上盒机架1上位于所述上盒料台31的底部位置还平行设置有两根导杆,所述推送安装板34的两端分别套设于两根导杆的右端部,所述盒子推送组件32套设于两根导杆的左端部,且上部工作端向上穿过所述上盒料台31上的多个条形通道,所述盒子推送驱动组件33垂直设置于所述推送安装板34的中间位置,且所述盒子推送驱动组件33输出端向左穿过所述推送安装板34后固定于所述盒子推送组件32的底部中间位置,所述上盒料台31的上部右端部还设置有上盒限位板35。
23.进一步地,所述盒子推送组件32由上盒移送板和设置于所述上盒移送板上的多个推盒板组成,多个推盒板在所述上盒移送板上等间距设置。
24.优选地,如图3所示,所述取盒机构4包括取盒固定架41、取盒推送气缸42、取盒活动转臂43、取盒吸取推送气缸44、吸取连杆45、取盒吸盘支架46和多个气动吸盘,所述取盒固定架41设置于所述料盒框架上,所述取盒推送气缸42设置于所述取盒固定架41上,所述取盒活动转臂43设置于所述取盒推送气缸42的下部输出端,所述吸取连杆45竖直设置于所述取盒活动转臂43上,所述取盒吸取推送气缸44竖直设置于所述吸取连杆45的上端部,所述取盒吸盘支架46的中间内侧设置有翻转轴承座48,所述取盒吸取推送气缸44的下部输出端设置有气缸鱼眼接头47,所述气缸鱼眼接头47与所述翻转轴承座48通过销轴活动连接,所述取盒吸盘支架46的中间外侧通过销轴活动铰接于所述取盒活动转臂43的下端部,当完成取盒动作时,通过取盒吸取推送气缸44,进而驱动取盒吸盘支架46沿取盒活动转臂43产生摆动,由于取盒吸盘支架46与取盒活动转臂43通过销轴活动铰接,并且取盒吸盘支架46的中间内侧设置有翻转轴承座48,取盒吸取推送气缸44的下部输出端的气缸鱼眼接头47,与所述翻转轴承座48通过销轴活动连接,因而可以控制取盒吸盘支架46上的多个气动吸盘
动抓取的盒子由低处移动至高处,方便拖盒机构5进行拖盒动作,多个气动吸盘等间距设置于所述取盒吸盘支架46上。
25.优选地,如图4所示,所述拖盒机构5包括托盒移送驱动组件、拖盒横杆52和多个拖盒抓取组件53,所述拖盒移送驱动组件51设置于所述送盒框架2上,所述拖盒横杆52水平垂直设置于所述拖盒移动驱动组件的下部工作端,多个拖盒抓取组件53并列设置于所述拖盒横杆52上,拖盒抓取组件53由气动夹爪和拖盒安装座组成,所述拖盒安装座设置于所述拖盒横杆52上,所述气动夹爪设置于所述拖盒安装座上;所述拖盒移送驱动组件51为拖盒电动直线模组,通过拖盒电动直线模组带动拖盒横杆52左右移动,进而使设置于拖盒横杆52上的多个拖盒组件完成将空盒子从左至右移送至移盒机构6的移盒基座61上,当取盒机构4将位于上盒料台31上的空盒子抓取后并移送至多个拖盒抓取组件53下方时,多个拖盒抓取组件53同时工作将空盒子抓取。
26.优选地,如图5所示,所述移盒机构6包括移盒基座61、移盒滚动组件62、滚动驱动组件63和挡料组件64,所述移盒基座61设置于所述送盒框架2上,所述移盒滚动组件62横向设置于所述移盒基座61的后侧底部,所述滚动驱动组件63设置于所述移盒基座61的后侧侧部,所述挡料组件64设置于所述移盒基座61后侧端部,所述移盒滚动组件62由滚轴621和设置于所述滚轴621上的两个滚轮622组成,所述滚轴621贯穿设置于所述移盒基座61的底部,两个滚轮622套设于所述滚轴621上,所述移盒基座61的后侧设置有用于滚轮622通过通孔,所述滚动驱动组件63为行星减速电机,所述行星减速电机设置于所述移盒基座61的侧部,所述行星减速电机的输出端固定于所述滚轴621的端部,所述挡料组件64由两个挡板组成,两个挡板分别设置于所述移盒基座61的后侧端部两侧,两个挡板用于防止所述移盒机构6上移动的盒子被移送出移盒基座61外,当放置于移盒基座61上的空盒子经过对位机构7进行调整位置后,此时滚动驱动组件63工作,进而带动滚轴621和两个滚轮622转动,由于两个滚轮622延伸至移盒基座61上,因此两个滚轮622转动同时使位于移盒基座61上的空盒子向后输送,在挡料组件64的两个挡板的限位作用下输送至开盒机构9的工作端。
27.优选地,如图6、图9所示,所述对位机构7包括对位主轴71、对位辅轴72、左侧对位安装座73、右侧对位安装座74、左侧对位组件75和右侧对位组件76,所述对位主轴71和对位辅轴72平行设置于所述移盒基座61的前侧底部,所述左侧对位安装座73和所述右侧对位安装座74分别套设于所述对位主轴71和所述对位辅轴72的左右两侧,所述左侧对位组件75设置于所述左侧对位安装座73上,所述右侧对位组件76设置于所述右侧对位安装座74上,当拖盒机构5将空盒子放置于移盒基座61上,并位于左侧对位组件75和右侧对位组件76之间时,当空盒子的位置不在移盒基座61的正中间位置时,左侧对位组件75和右侧对位组件76工作,将盒子推送至移盒基座61正中间的位置。
28.优选地,如图7所示,所述压盒机构8由后侧压盒组件81和前侧压盒组件82组成,所述前侧压盒组件82设置于所述送盒框架2的前侧下部,所述后侧压盒组件81设置于所述送盒框架2的后侧中部,所述后侧压盒组件81包括后侧压盒推送气缸811、后侧压盒弯板812和两个压轮813,所述后侧压盒推送气缸811竖直设置于所述送盒框架2上,所述后侧压盒弯板812设置于所述后侧压盒推送气缸811的下部输出端,两个压轮813分别安装于所述压盒弯板的两端内侧,由于在开盒动作时,需要将盒子开口的两侧进行分开,因此通过后侧压盒推送向下驱动后侧压盒弯板812移动至盒子上方,使两个压轮813与盒子接触,既能对盒子起
到限制作用,又不影响完成开盒动作,所述前侧压盒组件82包括前侧压盒推送气缸821、压盒板822和两个压盒缓冲压头823,所述前侧压盒推送气缸821竖直设置于所述送盒框架2上,所述压盒板822设置于所述前侧压盒推送气缸821的上部输出端,所述压盒板822为t型结构,两个压盒缓冲压头823分别设置于t型压盒板822的前端两侧,通过前侧压盒推送气缸821驱动两个压盒缓冲压头823向下动作,将空盒子的尾部限制于移盒基座61上,能够起到开盒动作时,防止盒子产生偏移,当空盒子移送至开盒机构9的工作端,进行开盒动作,为了防止开盒动作时,盒子本身发生位置偏移,通过后侧压盒组件81和左侧压盒组件起到对盒子定位限制的作用,避免在开盒动作对盒子产生损坏。
29.优选地,如图8所示,所述开盒机构9包括上开盒组件91和下开盒组件92,所述上开盒组件91设置于所述送盒框架2的后侧中部,所述下开盒组件92设置于所述送盒框架2的后侧下部,所述上开盒组件91包括上开盒推送气缸911、上吸取安装板912和三个上气动吸盘913,所述上开盒推送气缸911设置于所述送盒框架2上,所述上吸取安装板912设置于所述上开盒推送气缸911的下部输出端,三个上气动吸盘913等间距设置于所述上吸取安装板912的前侧,所述下开盒组件92包括下开盒推送气缸921、下吸取安装板922和三个下气动吸盘923,所述下开盒推送气缸921设置于所述送盒框架2的后侧底部,所述下吸取安装板922设置于所述下开盒推送气缸921的上部输出端,三个下气动吸盘923等间距设置于所述下吸取安装板922上,通过上开盒组件91和下开盒组件92能够对完成开盒动作时,受力稳定,有效避免对盒子产生破坏。
30.优选地,所述左侧对位组件75由左侧对位推送气缸751和左侧对位推爪752组成,所述左侧对位推送气缸751设置于所述左侧对位安装座73上,所述左侧对位推爪752设置于所述左侧推送气缸的输出端,所述左侧对位推爪752由对位推杆和设置于所述对位推杆上的多个钩柱组成,多个钩柱等间距分布于所述对位推杆上,多个钩柱向上穿过所述移盒基座61上,所述右侧对位组件76和所述左侧对位组件75的结构相同,需要左侧对位时,左侧对位推送气缸751工作,进而驱动左侧对位推爪752在移盒基座61上向右移动,通过左侧对位推爪752推送盒子在移盒基座61上移动至加工位置。
31.本发明的工作原理:将堆叠的空盒子放置于上盒料台31上,盒子推送驱动组件33工作,进而带动盒子推送组件32将空盒子自左至右移送至上盒料台31的右侧,在上盒限位板35的限位作用下停止移动,取盒推送气缸42驱动取盒活动转臂43向下移送至空盒子的上方时,取盒吸取推送气缸44工作,使取盒吸盘支架46上的多个气动吸盘完成对空盒子抓取动作,并将盒子抓取至拖盒机构5的前方,拖盒移送驱动组件51带动拖盒横杆52,使多个拖盒抓取组件53完成将空盒子拖送至移盒基座61上,并使盒子位于对位机构7中间,对位机构7快速完成盒子在所述移盒基座61上的位置校正,对位完毕,移盒滚动组件62在滚动驱动组件63的驱动下,使盒子沿移盒基座61向后侧移动,当移动至挡料组件64后停止移送,此时前侧压盒组件82和后侧压盒组件81完成对盒子的限制定位作用,下开盒组件92和上开盒组件91同时工作,对盒子完成开盒动作,等待装箱机械手完成装箱动作。
32.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。