1.本发明涉及一种过滤元件。此外,本发明涉及一种带有这样的过滤元件的内部空间空气过滤器。此外,本发明又涉及一种过滤组件。
2.尽管可应用到任意的过滤元件和过滤组件上,本发明以及基于其的问题接下来针对机动车的内部空间过滤器来说明。
3.尤其是在大城市里与现代空调设备的使用相结合所导致的空气污染的增加,使得有必要借助合适的过滤器来清洁从外部导入到机动车的内部空间并进行处理或调节的空气。为此,例如可以考虑颗粒过滤器、气味过滤器或它们彼此的组合,其应尽可能好地过滤掉或吸附包含在环境空气中的悬浮物、颗粒和气味。
4.为了过滤用于机动车的内部空间的空气,经常使用折叠的或打褶的过滤材料,像比如形成折叠包(faltenpack)的过滤无纺布。为此,首先将平面的过滤材料幅面锯齿状地折叠。该折叠包例如被侧带和头带或其他框架保持。这种过滤元件可以以可更换的方式紧固在过滤器容纳部中。由此形成的过滤组件可以安装在相应的机动车的空调设备中。
背景技术:
5.由wo 2018/050367 已知一种过滤元件,其中塑料框架围绕具有侧向伸出的接片的折叠包设置。在接片上成型有环绕的密封件。de 10 2016 217 459 a1 公开了一种过滤元件,其中在折叠包及其折叠型材和折叠边上形成形状锁合地固定的框架。
6.此外,由de 10 2019 102 172 a1 已知一种过滤元件,该过滤元件具有折叠波纹管,在该折叠波纹管上注塑成型有环绕的、不透气的塑料框架。塑料框架具有环绕的径向的突出部,在该突出部上布置有密封件。
技术实现要素:
7.在该背景下,本发明的任务在于,提供一种改进的过滤元件。
8.因此,本发明提出一种过滤元件,其具有由锯齿状地折叠的过滤材料制成的折叠包和安置在折叠包处且至少部分地环绕折叠包且侧向伸出的透气的框架元件。在框架元件上固定有框架装置。在此,框架装置被实施为注塑成型到侧向伸出的框架元件上的注塑件。
9.与已知的具有经注塑的框架装置的过滤元件不同,在根据本发明的过滤元件中,框架装置被注塑成型到其上的环绕的框架元件由透气材料形成。因此,根据本发明的过滤元件可以被称为混合过滤元件,其将塑料注塑包封的过滤元件以及具有传统的、尤其是呈由无纺布制成的顶侧和侧带的形式的框架元件结构的过滤元件的技术相结合,如在汽车的内部空间过滤器领域中常见的那样。这具有的优点是,可以降低生产成本,因为为此所需的注塑工具构造得更为不耗费,并且此外提供了设置更多和/或更为紧密地相对于彼此布置的折叠部(falten)的可行方案。这尤其在一些实施方案中是有利的,在这些实施方案中在折叠包中使用hepa过滤介质,该hepa过滤介质通常比较薄。
10.此外,提出一种用于制造过滤元件的方法,其中在由锯齿状地折叠的过滤材料制
成的折叠包处安置有至少部分地环绕折叠包且侧向伸出的框架元件。此外,在注塑过程中将框架装置注塑成型到侧向伸出的框架元件上。
11.对于所提出的过滤元件而言借助注塑过程或注塑方法将框架装置注塑成型到侧向伸出的框架元件上,所述过滤元件可以容易地制造并且除了折叠包之外作为基本组成部分仅需要很少的其它结构元件,如框架元件。
12.此外,提出了一种带有这种过滤元件的内部空间空气过滤器。
13.在过滤元件的实施方式中,框架元件包括侧向突出于折叠包的宽度和/或高度的区段。折叠包的高度由折叠部(faltung)的高度得出,由这些折叠部形成锯齿状折叠的过滤材料。折叠包的宽度通常沿着相应的折叠边延伸。
14.框架元件也可以是安置在折叠包的折叠型材上的侧带的一个突出的区段。也可以考虑,框架元件是在安置在折叠包的一个端部折叠区段上的头带处的侧向突出于折叠包的长度和/或高度的区段。折叠包的长度通常沿着机器方向或横向于折叠包的折叠边得出。
15.在实施方式中,框架元件是一个端部折叠区段的侧向突出于折叠包的长度和/或高度的区段。
16.就此而言,框架元件可以尤其是由与过滤材料相同的材料制成。侧带或头带的过滤特性不必一定与过滤材料相同的过滤特性。
17.在实施方式中,侧带和/或头带具有l形型材,其中,较短的区段或侧边相应于相应的突出的区段。通过突出的区段,框架装置可成本有利地成型到位于相应的框架的内部中的折叠包处。
18.在实施方式中,突出的区段和/或框架装置侧向地越过折叠包的高度从折叠包伸出。在此,框架元件可以倾斜地侧向地且越过折叠包的高度地伸出。由此使框架装置到框架元件上的注塑成型变得容易。
19.在实施方式中,框架装置仅仅通过注塑包封固定在框架元件上。优选地,框架装置不构造成直接注塑成型在折叠包的折叠边和/或折叠型材上。由此优化过滤面积,因为框架装置的材料不覆盖过滤材料。就这点而言,在实施方式中优选框架装置不与锯齿状地折叠的过滤材料连接或接触。
20.此外,在优选的实施方案中,框架元件可以具有无纺布材料或由无纺布材料制成,其中无纺布材料尤其是优选至少部分地具有合成纤维的纺粘无纺布。
21.框架元件的无纺布材料在200帕下的透气性可以处于200至3500 l/m2s,优选在400至1800 l/m2s之间。替代地或附加地,框架元件的无纺布材料可以具有1至6 mm的厚度和/或具有100至500 g/m2、优选230至290 g/m2的单位面积重量。
22.在制造方法的一种变型中,框架元件在注塑工具中如此夹紧在注塑工具的分离轮廓上,使得在注塑过程中没有框架装置的材料直接到达折叠包的折叠边和/或折叠型材。
23.在实施方式中,框架元件沿着折叠包的纵向侧和/或宽侧条状地、带状地和/或平面地来构造。框架元件例如可以如侧带或头带那样由无纺布材料制成。
24.在实施方式中,框架装置包括框架形式的折叠包并且构造用于沿着通过折叠包的穿流方向径向密封。折叠包例如可构造成方形的,其中,穿流方向通常横向于机器方向并且横向于折叠边的定向来考虑。
25.在实施方式中,框架元件在过渡到侧带区段、头带区段和/或对应于折叠包的高度
的端部折叠区段的过渡区域中具有带状区域,该带状区域没有框架装置的注塑成型的材料。
26.就此而言可以确保,没有框架装置的材料直接到达过滤材料或折叠包。过渡区域中的相应的条状区域可以在制造时通过沿着注塑工具的分离轮廓夹紧在两个部分之间来实现。
27.此外,提出一种带有过滤壳体和过滤元件的过滤组件,如之前或在下面所说明的那样。过滤元件可至少部分地容纳在过滤壳体中,且框架装置被壳体分离线沿穿流方向轴向夹紧。尤其地,通过框架装置的侧向伸出,可以容易地通过框架装置的合适的密封几何结构来实现轴向密封。
28.过滤元件例如包括过滤材料和一个或多个稳定元件,尤其是呈侧带和/或头带(也称为端带)的形式的稳定元件,所述稳定元件至少区段式地稳定过滤材料,以便尤其是在过滤运行中维持过滤材料的形状。稳定元件、尤其是侧带和头带可以构成封闭或开放的框架,也可以是材料一体式的,该框架包围过滤材料。用于折叠包的过滤元件优选包括两个头带和两个侧带,这两个侧带与折叠包尤其是材料锁合地连接并且框状地作为框架元件包围该折叠包。侧带和头带例如由过滤织物、过滤网垫或过滤无纺布形成。
29.过滤材料可以被折叠或构造为波纹状。作为折叠部例如已知锯齿状折叠部或w形折叠部。过滤材料可以被压印并且随后在压印边上在构造出折叠边的情况下尖棱地折叠。相应地变形的面状的材料过滤幅面可用作原材料。过滤材料例如是过滤织物、过滤网垫或过滤无纺布。尤其地,过滤材料可以采用纺粘无纺布方法或熔喷方法来制造。此外,过滤介质可被毡制或针刺。过滤材料可以具有天然纤维,如棉,或者例如由聚酯、聚苯硫醚或聚四氟乙烯制成的人造纤维。纤维在加工时可以沿着、倾斜于和/或横向于机器方向定向。
30.过滤材料可以是单层的或多层的。过滤材料还可以具有吸附剂,诸如活性炭。此外,过滤材料可以具有抗菌的和/或抗过敏的作用。作为抗菌的材料例如考虑锌-吡啶酮或纳米银,作为抗过敏的材料例如考虑多酚。
31.相应的过滤元件用于过滤流体,即气态和/或液态的介质,例如空气。气态介质或空气在此也包括气体-或空气-固体混合物和/或气体-或空气-液体混合物。例如,空调设备可具有过滤元件。
32.尤其是敞开的过滤材料可以被设置用于在透气性大于3000 l/m2s (根据iso 9237在200帕的条件下确定)的情况下从相对于过滤介质面积具有0.10至0.30 m/s的过滤速度的空气流中去除根据iso 12103-1的测试灰尘a4的颗粒。过滤特征值的获取例如可以根据din 71460-1进行。
33.尤其是高度分离的过滤材料可以被设置用于,在透气性大于350 l/m2s (根据iso 9237在200帕的条件下确定)的情况下,从相对于过滤介质面积具有0.10至0.30 m/s的过滤速度的空气流中去除根据iso 12103-1的测试灰尘a2的颗粒以及根据din 71460-1的nacl气溶胶颗粒。过滤特征值的获取例如可以根据din 71460-1进行。
34.在实施方式中,过滤材料被制造为具有多层结构的合成介质。过滤材料的克重优选为50-150 g/m2。过滤材料优选地对应于在本技术的申请日提交的文本中根据din en 1822-3的e10-h14的效率等级。
35.在变型中,折叠间距小于5 mm。可以考虑将过滤元件实施为hepa过滤器。过滤材料
的材料厚度例如在0.2 mm到1 mm之间。
36.在实施方式中,框架装置由包括热塑性弹性体材料的框架材料形成。尤其地,在本技术的申请日的文本中,可以考虑根据iso 18064的弹性体,例如橡胶材料、tpe、pur、发泡聚合物和其它看上去合适的密封材料。
37.框架装置可以具有如下密封件,该密封件将配属于过滤元件的未净化侧相对于其净化侧密封。密封件可以是与以注塑方法制造的框架装置相同的构件。替代地,密封件可以被构造为附加构件。因此,密封件例如可以安置在框架材料上。也可以考虑框架装置的两部件式的实施方案。于是,硬的内部框架区域提供了到框架元件的过渡,而软的外部区域用于密封。
38.此外,提出一种根据前述方法来制造的过滤元件。
39.过滤元件或可应用在乘用车、卡车、建筑机械、船舶、轨道车辆、飞机中以及通常应用在空调技术中、尤其在加热-空调设备中、在家用电器中、在燃料电池中或在建筑技术中。这些机动车或车辆可以电动地和/或借助燃料(尤其是汽油或柴油)来运行。关于建筑技术,尤其可以考虑用于处理空气的固定式的设备。
40.此外,本发明还涉及一种具有这种过滤组件的车辆。
41.针对过滤元件所说明的特征相应地适用于内部空间空气过滤器、过滤组件以及车辆,并且反之亦然。
42.本发明的其它可能的实现方案也包括之前或接下来关于实施例所描述的特征或方法步骤的未明确提到的组合。在此,本领域技术人员也可以添加单个方面作为对本发明的相应的基本形式的改进或补充。
43.本发明的其它设计方案是从属权利要求以及本发明的以下描述的实施例的主题。下面借助实施例参照附图详细来解释本发明。
附图说明
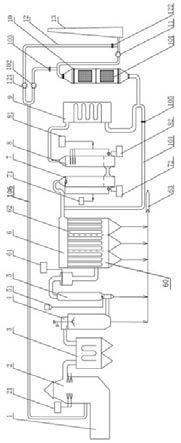
44.在此示出:图1示出具有内部空间空气过滤器的一般的机动车的示意图;图2示出过滤材料的透视图;图3示出为根据一种实施方式的折叠包的示意图;图4以俯视图示出根据一种实施方式的过滤元件的示意图;图5示出图4的横截面a-a;图6示出图4中的具有边缘侧的图样的侧视图;图7示出图6中的放大的截取部分(ausschnitt)z;图8示出用于制造图4-7的过滤元件的注塑模具的示意图的截取部分。
具体实施方式
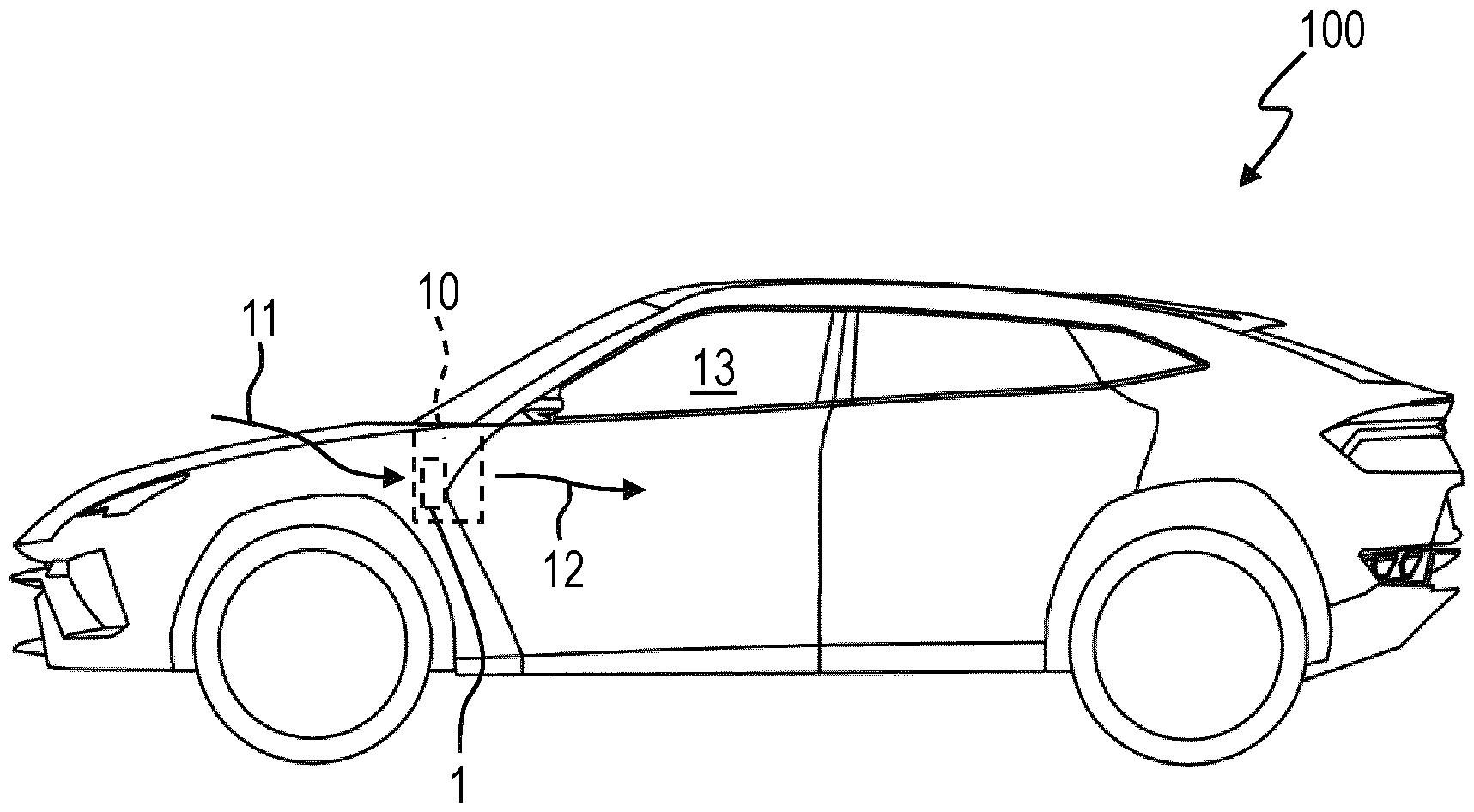
45.图1示出了具有空调设备的机动车100,该空调设备包括过滤组件10。例如,空调设备可以被构造为加热-空调设备。空调设备或过滤组件10吸收外部空气11并且将过滤后的空气12供应至机动车100的驾驶室13 (也称为乘客室)。过滤经由构造为内部空间空气过滤器的过滤元件1来实现。
46.图2示出了经折叠的过滤材料3被隔离,并且可以以所示的形式被称为折叠包2。过滤材料3例如是过滤无纺布、过滤织物、过滤网垫或过滤毡,尤其是针毡。尤其地,过滤材料3可以以熔喷方法来制造。过滤材料3可以具有天然纤维,如棉,或者例如由聚酯、聚苯硫醚或聚四氟乙烯制成的人造纤维。纤维可以在加工时沿着、倾斜于和/或横向于机器方向m定向。纤维也可以在一个空间方向上伸展。过滤材料3可以构造为单层的或多层的。
47.为了形成折叠包2,过滤材料2包括如下折叠部6,所述折叠部典型地横向于机器方向m延伸。经折叠的过滤材料2也被称为褶层(plissee)。折叠部6可以借助沿着锋利的折叠边7、8 (也被称为折叠尖端)的折叠来产生或者通过过滤材料2的波纹状的实施方案来产生。可看到在图2中处于上部的折叠边7并且可看到在图2的定向中处于下侧的折叠边8。相应的折叠部6可以通过两个相邻的折叠区段5来限定,所述折叠区段通过相应的折叠边8彼此连接。折叠部被实现为锯齿形折叠部。就此而言在折叠包2的侧面上产生一个锯齿形的折叠型材4、9。
48.如下一种折叠部也是可行的,对于该折叠部而言折叠部6具有变化的高度h。此外,折叠部6或相同折叠定向的相邻的折叠边7、8之间的折叠间距c可以变化。过滤材料2可以设计为自承载式的,也就是说,折叠部6在过滤器运行中按规定穿流时保持形状稳定。
49.过滤材料3在机器方向m上由端部折叠区段5a、5b限定。横向于此,过滤材料9由侧向的折叠端边(也称为折叠型材4、9)限定。“折叠端边”是指过滤材料3在折叠包2的一侧的侧向的边,其在相应的折叠部6的相邻的折叠边7、8之间延伸。
50.过滤材料3在俯视图中、即在其平面的延伸范围的平面e中可以具有矩形的造型。然而,三角形、五边形或多边形、圆形或椭圆形的造型也是可以考虑的。
51.在图2的图示中示出折叠包2沿着机器方向m并且横向于折叠边7、8的长度l。折叠包2的宽度b通常沿着折叠边7、8并且横向于机器方向m来给出。
52.为了制造过滤元件、例如内部空气过滤元件,在图2中示出的折叠包2上安置有环绕的框架元件。在图3中示出由图2所示的具有上侧的折叠边7的折叠包2。侧带14、15安置到折叠型材4、9上。侧带14、15分别具有带区段14a、15a的l形型材和侧向伸出的边腿14b、15b,所述区段例如粘接到折叠型材4、9上。侧向伸出的侧带区段或边腿14b、15b是框架元件的一部分。在图2的定向中垂直的边腿14a、15a对应于折叠包2的高度h。
53.在头侧,在图3的定向中向前朝右指向,折叠包2以头带16封闭。头带又包括对应于折叠包2的高度h的区段或边腿16a和侧向伸出的边腿16b。在折叠包2的与头带16相对置的头部区段上,该头部区段在图3的定向中在左上方示出,端部折叠区段5a具有一条伸出超过折叠包2的高度h和长度l的伸出的边腿5c。边腿5c通过折叠边与端部折叠区段5a分离。
54.相应的突出于高度h的区段5c、14b、15b、16b具有宽度b,该宽度允许,在随后的注塑过程中可以达到与注塑成型的材料的牢固连接。就此而言,图3示出一个折叠包2,在该折叠包上形成一个侧向突出于折叠包2的框架元件。框架元件在此由四个伸出的区段5c、14b、15b和16b形成。
55.如在图4中所示,框架装置17被成型到伸出的区段5c、14b、15b、16b上。框架装置17在示出所构成的过滤元件1的俯视图的图4中在其横向的伸展范围内比折叠包2的宽度b更宽并且比折叠包2的长度l更长。在图4的图示中,框架装置17内的伸出的区段5c、14b、15b、16b由框架装置17的材料注塑包封或包围。
56.此外,在图4的实施方式中的过滤元件1示出两个平行于过滤元件1的长度施加到上部的折叠边和位于其间的折叠区段上的粘接剂痕迹18,该粘接剂痕迹例如由热粘接剂材料形成。粘接剂痕迹18稳定折叠间距并且例如侵入到折叠部中。
57.在图5、6和7中示出过滤元件1的其它图示。图5示出了截面图a-a。在图5中可以看到侧带区段14a、15a和其突出的区段14b、15b。作为框架元件起作用的伸出的区段14b、15b在图5的定向中倾斜向上且侧向地远离折叠包2指向。在图5中,从左侧和右侧可以看到框架装置17的横截面轮廓,其中,框架元件或突出的区段14b、15b被包围。此外,在中间示出例如由热粘接剂制成的粘接剂痕迹18和下部的折叠边8。
58.图6示出过滤元件1横向于横截面方向a-a且朝向侧带14观察的视图。在左侧示出一个释放折叠型材4的图样z。此外,在左侧可看到头带16a。图7示出图6的截取部分z的放大视图。可以看到,在注塑过程中将框架装置17注塑成型到区段16b上。在此,框架装置17在图7的定向中包括左边的轴向密封区段17b和固定区段17a,突出的区段16b或框架元件16b的部分被包围在固定区段中。类似地,未示出的突出的区段沿着过滤元件的长度固定在框架装置17上。
59.在此,框架装置17既不接触折叠边,也不接触过滤元件1在折叠部的高度h之下的材料区段。框架或框架装置17的设计方案防止过滤面积由于框架17的在注塑中注塑成型的材料而损失。在图5、6和7的定向中从上向下实现通过过滤元件的穿流方向s。
60.在过滤组件中,过滤元件1被容纳在壳体中。图7示出了具有上壳体区段24和下壳体区段25的壳体的一部分。在这两个区段24、25之间是壳体24、25的分离线或分离轮廓。在过滤元件1的装入状态下,框架装置17的密封区段17b在壳体的分离轮廓26、27上被围住或者轴向夹紧。由此确保了在所产生的过滤组件的原始流体区域与纯净流体区域之间的可靠密封。
61.在过滤元件1的制造方法中,尤其在使用注塑工具的情况下在注塑过程中产生框架装置17。图8现在示出用于制造如前面所描述的过滤元件1的注塑模具或注塑工具19、20的示意图的截取部分。在图8的右侧为了清楚起见仅示出在注塑工具19、20的空腔23内部的从折叠包伸出的区段14b、15b或16b。此外在图8的定向中可垂直地看到对应于折叠包的高度的区段14a、15a或16a的一部分。
62.在侧带或头带的垂直区段14a、15a、16a与相应的伸出的区段14b、15b或16b之间的过渡区域中,侧带或头带的材料被两个工具部件19、20夹紧。这沿着注塑工具的分离轮廓22进行。在图8中在空腔23的左边示出另一个分离轮廓。
63.注塑工具或工具下部件19和工具上部件20沿着分离轮廓21、22在夹紧突出的区段14b、15b、16b的情况下彼此压靠。接着进行形成框架装置17的塑料材料的注入。在注塑材料硬化之后,在避免折叠包污染的情况下利用该材料制造包括合适的密封轮廓的框架装置17 (参见图7)。
64.为了在径向的、但是也在轴向的方向上改善密封特性,也可以使用双组分注塑方法。总之,所提出的制造方法能够实现过滤元件的简单的制造,尤其是用于内部空间空气过滤器中的用途。
65.附图标记列表1 过滤元件/内部空间空气过滤器
2 折叠包3 过滤材料4 折叠型材5 折叠区段5a、5b 端部折叠区段5c 框架元件6 折叠部7、8 折叠边9 折叠型材10 过滤装置11 未净化空气12 经过滤的空气13 驾驶室14 (14a、14b)侧带15 (15a、15b)侧带14b、15b 框架元件16(16a、16b) 头带17 框架装置18 粘接剂痕迹19、20 注塑工具21、22 工具分离23 空腔25、25 壳体部件100 车辆b 超出部b 宽度c 折叠间距e 平面h 高度l 长度m 机器方向s 穿流方向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。