1.本发明涉及薄带钢基材的自动化无损测量领域,更具体地,涉及一种基于在线测量的带钢电磁参数确定其力学性能的装置及方法。
背景技术:
2.随着生产技术的革新和应用范围的拓展,客户对带钢的质量要求越来越高。带钢的物理特性,例如,机械特性,是衡量带钢质量的一个重要指标,决定了带钢的使用范围与寿命,也是产品设计和选材时的主要依据。带钢的机械特性,会因化学成分、显微组织、轧制制度、退火工艺等因素的不同而产生变化,因此,对带钢的相关物理特性的测量极为重要。向用户提供具有准确、合格物理特性指标的带钢是钢厂提高市场竞争力的前提条件之一。
3.当前国内钢铁企业对带钢物理特性测量采用带钢取样机旁拉伸测试等离线测量方式。即对生产完成的一卷带钢进行头尾剪样,通过离线拉伸试验等方法来获取其物理特性参数。
4.这种方式存在如下弊端:其一,数据时滞大,常常一天之后方能获取测量值,对生产过程的帮助有限,在线控制更无从谈起。其二,数据不完整,仅能反应一卷带钢头、尾的物理特性数据值,存在用户端满意度低的问题。其三,剪切浪费。机组在生产时,由于某种原因停机或者低速生产,为了维持“头尾合格,则中间也合格”的经验判断,此时通常要切除一段“疑似不合格”的带钢。切多少没有判断标准,只能尽量多切,显然造成了浪费。其四,需要24小时有人在机旁作业,不符合无人化,智慧制造的趋势。
技术实现要素:
5.本发明意在建立和带钢的电磁特性相关的物理参数的在线无损测量装置,实现对生产带钢的在线、全长度电磁特性相关物理参数的无损测量,获取实时信息,提升生产水平。
6.根据本发明的确定与带钢电磁特性相关的物理参数的测量装置及方法是通过以下技术方案实现的:
7.根据本发明的一个方面,提供一种确定与带钢电磁特性相关的物理参数的测量装置,包括检测传感单元、及计算和控制单元,所述检测传感单元通过数据通讯接口与所述计算和控制单元连接,
8.所述检测传感单元包括电磁检测单元、测距仪及厚度仪,电磁检测单元对带钢的电磁响应参数进行检测并将检测的电磁参数数据传送至所述计算和控制单元;所述测距仪进行对电磁检测单元与带钢下表面之间的间距进行检测并将检测的间距数据发送至所述计算和控制单元;所述厚度仪对带钢的厚度进行检测并将检测的厚度数据发送至所述计算和控制单元,
9.所述计算和控制单元包括计算模块,所述计算模块根据所述电磁参数数据、间距数据、和厚度数据计算与带钢电磁特性相关的物理参数。
10.所述的与带钢电磁特性相关的物理参数为带钢的力学性能参数;和/或
11.所述电磁检测单元包括切线磁场谐波检测模块、巴克豪森噪声检测模块、增量导磁率检测模块、多频涡流检测模块、和电磁超声检测检测模块。
12.所述的力学性能参数包括塑性应变比、应变硬化指数、烘烤硬化值、屈服延伸率;和/或
13.所述切线磁场谐波检测模块检测的电磁参数包括em1-em11,分别对应于3次谐波、5次谐波、7次谐波的幅值和相位、3、5、7、9次谐波幅值之和、变形系数、矫顽磁场、磁滞回线零点处的谐波幅值、电磁线圈稳态电压;
14.所述巴克豪森噪声检测模块检测的电磁参数包括em12-em18,分别对应于最大幅值、一个励磁周期内幅值的均值、剩磁点幅值、矫顽磁场m=m
max
时、m
max
的 25%时巴氏曲线宽度、m
max
的50%时巴氏曲线宽度、m
max
的75%时巴氏曲线宽度;、
15.所述增量导磁率检测模块检测的电磁参数包括em19-em25,分别对应于最大幅值、一个励磁周期内幅值的均值、剩磁点幅值、矫顽磁场m=m
max
时、m
max
的25%时导磁率曲线宽度、m
max
的50%时导磁率曲线宽度、m
max
的75%时导磁率曲线宽度;
16.所述多频涡流检测模块检测的电磁参数包括em26-em41,其中em26-em29分别为1,2,3,4频率时线圈感抗信号的实部、em30-em33分别为1,2,3,4频率时线圈感抗信号的虚部、em34-em37分别为1,2,3,4频率时线圈感抗信号的幅值、em38-em41分别为1,2,3,4频率时线圈感抗信号的相位;
17.所述电磁超声检测模块检测的电磁参数包括em42-em44,分别为蝶形图的峰值、蝶形图的谷值、两个峰值点的比值。
18.所述计算模块按照下式计算与带钢电磁特性相关的物理参数:
[0019][0020]
式中,mp:为带钢的力学性能参数
[0021]
c0:常数项
[0022]ci
:第i个电磁参数对应的回归系数
[0023]
emi:第i个电磁参数
[0024]
g0:间距波动补偿系数
[0025]greal
:实时的测量距离
[0026]
t0:带钢厚度补偿系数
[0027]
t
real
:当前带钢的厚度
[0028]
t
avr
:带钢厚度平均值
[0029]
i取值1-44。
[0030]
所述带钢的力学性能参数包括塑性应变比、应变硬化指数、烘烤硬化值、或屈服延伸率。
[0031]
根据本发明的在线测量装置中,所述计算和控制单元还包括用于控制所述电磁检测单元的检测传感单元控制器、和用于控制所述电磁检测单元升降和横移的探头升降和横移控制装置。
[0032]
所述在线测量装置还包括机械限位装置,保障电磁检测单元与带钢之间的安全距离。
[0033]
所述测距仪检测的电磁检测单元与带钢下表面之间的间距为2-6mm。
[0034]
根据本发明的另一方面,还提供一种基于在线测量装置测量的带钢电磁特性确定与其相关的物理参数的方法,
[0035]
所述方法包括以下步骤:
[0036]
从所述电磁检测单元获取电磁参数数据;
[0037]
从所述测距仪获取电磁检测单元与带钢下表面之间的间距数据;
[0038]
从所述厚度仪获取所述带钢的厚度数据;
[0039]
根据所述电磁参数数据、间距数据和所述厚度数据计算带钢电磁特性相关的物理参数。
[0040]
较佳地,计算与带钢电磁特性相关的物理参数具体为:
[0041][0042]
式中,mp:带钢的力学性能参数
[0043]
c0:常数项
[0044]ci
:第i个电磁参数对应的回归系数
[0045]
emi:第i个电磁参数
[0046]
g0:间距波动补偿系数
[0047]greal
:实时的测量距离
[0048]
t0:带钢厚度补偿系数
[0049]
t
real
:当前带钢的厚度
[0050]
t
avr
:带钢厚度平均值
[0051]
i取值1-44。
[0052]
所述的力学性能参数包括塑性应变比、应变硬化指数、烘烤硬化值、屈服延伸率。
[0053]
根据本发明在线测量装置和确定方法获得的带钢全长度方向上的力学性能与离线测量和检化验结果相比,精度符合要求。
附图说明
[0054]
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显。
[0055]
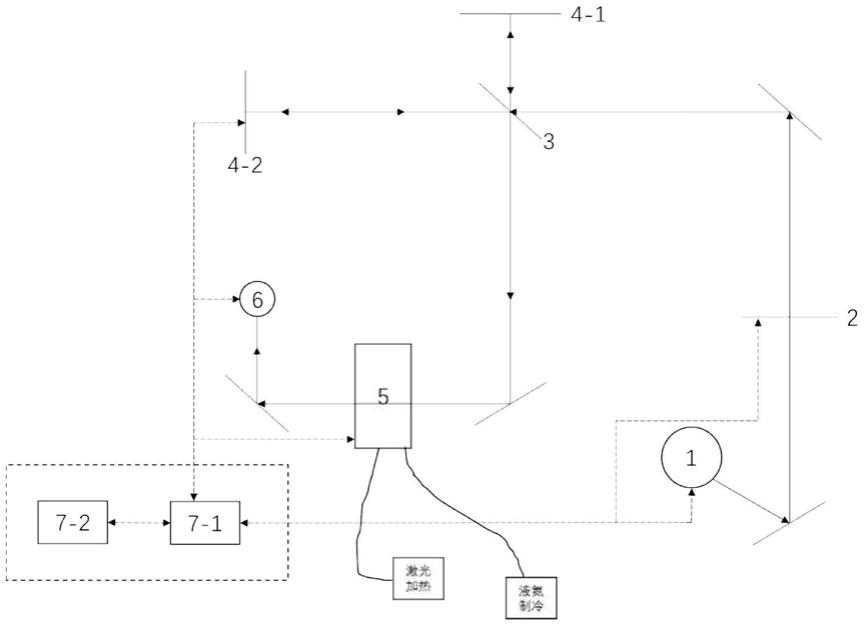
图1是根据本发明的确定与带钢电磁特性相关的物理参数的测量装置的系统构成;
[0056]
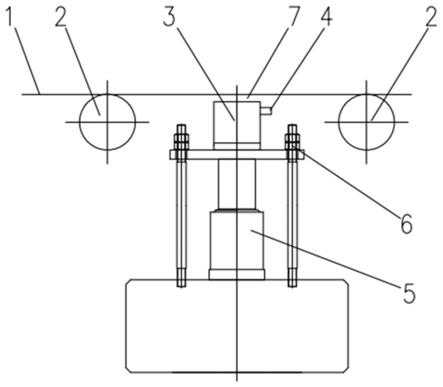
图2是设置在检测现场的电磁检测单元对应于在线工作位置的示意图;
[0057]
图3是设置在检测现场的电磁检测单元对应于下降位置的示意图;
[0058]
图4是电磁检测单元在宽度方向上移动的示意图;
[0059]
图5是用于确定与带钢电磁特性相关的物理参数的系统应用软件框图;
[0060]
图6是一卷带钢在全长度方向上的塑性应变比r0的数据。
具体实施方式
[0061]
以下结合说明书附图对本发明的技术方案进行具体说明。
[0062]
以下在具体实施方式中详细叙述本发明的详细特征以及优点,其内容足以使任何本领域技术人员了解本发明的技术内容并据以实施,且根据本说明书所揭露的说明书、权利要求及附图,本领域技术人员可轻易地理解本发明相关的目的及优点。
[0063]
系统组成
[0064]
将用以在线测量薄带钢电磁特性相关物理参数的装置布置在冷轧带钢后处理生产线上。装置包括:在线测量硬件单元,数据接口,应用软件单元,测量数学模型等,实现与运行带钢电磁特性相关的参数的在线测量。
[0065]
如图1所示,确定与带钢电磁特性相关的物理参数的测量装置包括检测传感单元、及计算和控制单元,所述检测传感单元通过数据通讯接口与所述计算和控制单元连接,
[0066]
检测传感单元包括电磁检测单元、测距仪和厚度仪,电磁检测单元对带钢的电磁响应参数进行检测并将检测的电磁参数数据传送至所述计算和控制单元;所述测距仪对电磁检测单元与带钢下表面之间的间距进行检测并将检测的间距数据发送至所述计算和控制单元;所述厚度仪对带钢的厚度进行检测并将检测的厚度数据发送至所述计算和控制单元
[0067]
所述计算和控制单元包括计算模块,所述计算模块根据所述电磁参数数据、间距数据、和厚度数据计算与带钢电磁特性相关的物理参数。
[0068]
所述计算和控制单元还包括用于控制所述电磁检测单元的检测传感单元控制器、和用于控制所述电磁检测单元升降和横移的探头升降和横移控制装置。
[0069]
测量装置
[0070]
图2示出布置在检测现场的电磁检测单元对应于在线工作位置,图3示出布置在检测现场的电磁检测单元对应于下降位置。
[0071]
带钢1通常以0-300m/min的速度运行,带钢经由两根前后两根前后布置的托辊2,实现带钢的运行轨迹线稳定。托辊2之间布置有可以升降和宽向横移的电磁测量单元3。电磁测量单元3置于运行带钢下方,由控制系统实现集成探头的升降和平移。硬件测量系统中还包括测距仪表4,其实时测量电磁测量单元3与带钢1 下表面的间距并发送到控制计算机中。探头升降装置5实现电磁测量单元3的上下动作,机械限位装置6保障电磁测量单元3与带钢1之间的安全距离。
[0072]
特别地,带钢的下表面和探头表面之间的距离7是关键参数,通过测距仪表4 进行实时测量,其目标值为5mm,允许误差为
±
1mm,该参数称为gap,作为测量数学模型的一个输入。图2,图3,图4分别为电磁测量单元在线和下降位置。图 5为现场硬件单元宽度方向移动示意图。
[0073]
图4中,沿着带钢的宽度方向,电磁测量单元可以实现横移,由横移机构8 和宽度位置测量装置9实现。
[0074]
集成型电磁传感器总成
[0075]
电磁测量单元3集成了现有成熟技术。本技术方案中测量系统综合应用了切向磁场谐波分析、巴克豪森噪声、增量磁导率、多频涡流、电磁超声五种电磁测量方法。上述五种测量装置是成熟产品,可以市购。由于每个电磁方法输出为一个曲线信号。为了便于应用,
上述五个电磁测量曲线,通过定义转化为若干量化参数来表征。具体如表1-表5所示。这是测量仪表自身的技术,不是本项目需要重点展开的内容。
[0076]
表1切向磁场谐波响应参数(共11项,emi,i=1,...,11)
[0077][0078]
表2巴克豪森噪声测量响应参数(共7项,emi,i=12,...,18)
[0079][0080][0081]
表3增量导磁率电磁测量响应参数(共7项,emi,i=19,...,25)
[0082][0083]
表4多频涡流电磁测量响应参数(共16项,emi,i=26,...,41)
[0084][0085]
表5电磁超声无损测量响应参数(共3项,emi,i=42,43,44)
[0086][0087]
综上,集成的测量系统中最多输出44个电磁参数,而在实际使用中,根据不同的被测对象,通过试验的方法来确定关联性强的电磁参数范围,并进一步采用一定的规则来实现电磁参数个数的取舍。
[0088]
外部数据接口
[0089]
测量系统在工作时,需要获取当前带钢的相关特征数据,包括带钢的钢种、厚度、宽度、带钢所受张应力、带钢的运行速度、焊缝跟踪信号等。因此需要在测量系统和机组计算机之间建立通讯接口,以实时获取以上数据。
[0090]
基于前后端的多界面应用软件系统
[0091]
在对测量硬件有效控制的同时,需要开发专用的应用软件,软件框图如附图5 所示。
[0092]
集成软件采用前后端模式设计,和测量系统传感器单元、驱动动作plc、机组计算机等均有接口通信,对传感器单元的动作可控,设计的界面可以实时显示钢卷信息、钢卷物
理性能、现场实况并对测量效果给出判断。
[0093]
测量数学模型
[0094]
根据实际数据分析可知,对于一类相同的带钢适用同一个模型。对于一个特定机组,对其所有通板,需要事先定义好若干“类”。在同一个“类”内,适用同一个测量模型。通常“类”的定义按照带钢的“钢种”来区分。下文的测量模型,适用于某一“类”带钢的测量,不同类带钢的测量,测量原理类似,区别在于模型的结构不同。
[0095]
测量模型的最大输入参数,为44个相关电磁参数em、以及测量间距g0,带钢厚度t0,共计46个参数。
[0096]
所谓测量模型,指的是上述46个参数作为输入,采用一定数学方法得到所需要的材料的物理特性参数,如塑性应变比、应变硬化指数、烘烤硬化值,屈服延伸率。
[0097]
测量模型的通用公式如下:
[0098][0099]
测量模型的右侧由44个电磁参数的一元线性回归模型,和两个补偿模型,分别为测量距离、带钢厚度的偏差补偿。
[0100]
上式中各个符号的解释如下:
[0101]
mp:带钢的力学参数
[0102]
c0:常数项
[0103]ci
:第i个电磁参数对应的回归系数
[0104]
emi:第i个电磁参数
[0105]greal
:实时的测量距离
[0106]
t
real
:当前带钢的厚度
[0107]
t
avr
:带钢厚度平均值
[0108]
g0:间距波动补偿系数
[0109]
t0:带钢厚度补偿系数
[0110]
上述测量模型中,和44个电磁参数有关的回归系数,共45个(包括一个常数项)。以及两个补偿系数,测量距离补偿系数g0,厚度补偿系数t0。
[0111]
和44个电磁参数有关的系数的获得采用一元线性多项式回归方法获得。
[0112]
以统计模型中的线性回归建模方法为例,模型如下式表达
[0113]
y=c
·
x e
[0114]
设需要测量的带钢物理参数y,则y为1维向量;x为电磁参数集,若选用的电磁参数为44维数据,则c为44
×
1向量;c为回归系数集,是待确定的系数; e为随机误差,也是1维向量,由待估计量的均方误差最小作为判断标准,通过数据试验的方法来得到系数集c。
[0115]
在实际中,g0,t0的获得,采用数据试验经验系数得到。
[0116]
实施例
[0117]
本发明的实施例通过在一条冷轧带钢生产线的出口安装相应的装置和开发相关应用软件实现。
[0118]
带钢1通常以0-300m/min的速度运行,带钢经由两根前后布置的托辊2,实现带钢
的运行轨迹线稳定。托辊2之间布置有可以升降和宽向横移的电磁测量单元 3。电磁测量单元3置于运行带钢下方,由控制系统实现集成探头的升降和平移。硬件测量系统中还包括测距仪表4,其实时测量电磁测量单元3与带钢1下表面的间距并发送到控制计算机中。探头升降装置5实现电磁测量单元3的上下动作,机械限位装置6保障电磁测量单元3与带钢1之间的安全距离。
[0119]
特别地,带钢的下表面和探头表面之间的距离7是关键参数,通过测距仪表4 进行实时测量,其目标值为4mm,允许波动范围为
±
2mm,该参数称为gap,作为测量数学模型的一个输入。
[0120]
电磁测量单元3集成了现有成熟技术。本技术方案中测量系统综合应用了切向磁场谐波分析、巴克豪森噪声、增量磁导率、多频涡流、电磁超声五种电磁测量方法。上述五种测量装置是成熟产品,可以市购。由于每个电磁方法输出为一个曲线信号。为了便于应用,上述五个电磁测量曲线,通过定义转化为若干量化参数来表征。
[0121]
测量设备中的非接触式测量探头安装于机组出口段运动带钢的下侧,驱动电磁探头上下和横移的plc实现控制探头的工作状态,并反馈给应用软件,探头获取到待测带钢的最多五类电磁信号,经滤波、信号处理等单元处理后输出带钢电磁参数集。应用软件读取电磁参数集,同时收集数字钢卷数据,根据出钢记号等信息,根据数学模型获得带钢物理特性值,实时输出显示带钢运行状态及物理特性值,并给出性能优劣的判别提示。
[0122]
测量系统在工作时,需要获取当前带钢的相关特征数据,包括带钢的钢种、厚度、宽度、带钢所受张应力、带钢的运行速度、焊缝跟踪信号等。因此需要在测量系统和机组计算机之间建立通讯接口,以实时获取以上数据。
[0123]
在对测量硬件有效控制的同时,开发了应用软件,其框图如附图5所示。
[0124]
集成软件采用前后端模式设计,和测量系统传感器单元、驱动动作plc、机组计算机等均有接口通信,对传感器单元的动作可控,设计的界面可以实时显示钢卷信息、钢卷物理性能、现场实况并对测量效果给出判断。
[0125]
根据实际数据分析可知,对于一类带钢适用一个模型。对于一个特定的机组,对所有通板,需要实现定义好若干“类”,在同一个“类”内,适用同一个测量模型,通常类的定义按照带钢的“钢种”来区分。下文的测量模型,适用于某一“类”带钢的测量,不同类带钢的测量,测量原理类似,区别在于模型的系数不同。本实施例以输出中常用的340bh钢为例,来计算其物理特性参数-塑性应变比r0.
[0126]
测量的模型的输入为44个相关电磁参数em、测量间距gap,带钢的厚度thk,共计46个参数。
[0127]
测量模型公式如下:
[0128][0129]
模型的右侧由三部分组成,第一项为44个电磁参数的一元线性回归模型,后二项为补偿模型,分别为测量距离偏差补偿和带钢厚度补偿。
[0130]
通过试验过程得到了以下的系数,由该系数表来计算,得到的带钢的r0测量精度和实物的相对误差在10%之内。
[0131]
钢种
ꢀꢀꢀꢀ
340bh
[0132]
性能指标r0
[0133]
[0134][0135]
间距和厚度补偿系数
[0136]
g0ꢀꢀꢀꢀ
30.23
[0137]
t0ꢀꢀꢀꢀ
15.13
[0138]
图6是某条机组上应用本技术方案得到的带钢全长方向上塑性应变比r0数据的实例。测量和检化验的离线拉伸相比,精度符合要求。
[0139]
本发明用于冷轧带钢生产线的和电磁参数相关的物理特性参数的在线实时测量,其装置和测量方法可以用于其它带钢及铁磁材料的生产线,通过算法的数学模型的改变,能适应对多种钢种的实时测量,同时也不局限于带钢力学性能测量。系统的构架对其它产品的在线测量有借鉴价值,有利于产品流程、性能、质量等的在线测量、监控及分析,对改善工作环境,提高生产效率,提升产品质量均有广泛的应用前景。
[0140]
最后,需要指出的是,虽然本发明已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,在不脱离本发明构思的前提下还可以作出各种等效的变化或替换,因此,只要在本发明的实质精神范围内对上述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。