1.本实用新型属于气雾罐加工技术领域,尤其涉及一种用于气雾罐盖冲压出料的冲压装置。
背景技术:
2.现有的气雾罐盖生产的设备中,其采用的送料过程中每道冲压之间没有停歇,会造成上模不在上下模对应的地方冲压到气雾罐盖,造成产品的生产质量不合格等问题,既浪费材料成本,也浪费时间。同时现有的冲压装置的上、下模具组还存在些许不足。
3.因此,亟需提供一种能提高生产效率,提高生产合格率、能精确传送半成品至对应位置进行冲压并送出的装置。
技术实现要素:
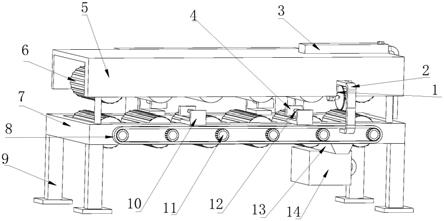
4.为了解决上述出现的问题,本发明的目的是提供一种用于气雾罐盖冲压出料的冲压装置,包括冲压机,冲压机的滑块连接设有若干上模具组,冲压机机床上设置有若干与上模具组的数量和位置相适应的下模具组,其特征在于:该冲压装置包括有凸轮驱动组件、夹料传送组件和皮带输送线组,所述凸轮驱动组件设置于夹料传送组件的一侧并与其连接,所述皮带输送线组与凸轮驱动组件相对,并设于夹料传送组件的另一侧,所述夹料传送组件设置于下模具组的正上方,通过凸轮驱动组件带动夹料传送组件将半成品一一传送至下一个下模具组的位置上进行冲压成型,再将成品传送至皮带输送线组上。
5.进一步地,所述上模具组包括有上退料模具和一组上钩边模具,一组所述上钩边模具对称设于上退料模具的两侧;所述下模具组包括有下退料模具、一组钩边下模座和一组下钩边模具,一组所述钩边下模座对称设于下退料模具的两侧,所述下钩边模具装设于钩边下模座的上端。
6.进一步地,所述夹料传送组件包括有第一传送杆、第二传送杆和若干磁性传送夹,所述磁性传送夹相对设置于第一传送杆和第二传送杆的内侧,并与下模具组的位置相适应。
7.进一步地,所述凸轮驱动组件包括有凸轮箱、凸轮、凸轮同步轮件和移动连接件,所述凸轮套设于凸轮同步轮件上,并安装于凸轮箱内部,所述凸轮同步轮件的一端延伸出凸轮箱外侧,所述移动连接件连接于凸轮的凸轮槽上,并与夹料传送组件相连接固定。
8.进一步地,所述磁性传送夹由传送夹板和磁铁块组成,所述磁铁块设于传送夹板可接触到气雾罐盖的一端,通过磁性传送夹的磁性实现无夹具抓取。
9.进一步地,所述凸轮同步轮件由凸轮轴和从动轮组成,所述凸轮套设于凸轮轴上,所述从动轮套设于凸轮轴延伸出凸轮箱的一端。
10.进一步地,该冲压装置设置有同步轮传动组件和传动带,所述同步轮传动组件与凸轮同步轮件通过传动带联动,进而带动凸轮转动。
11.本实用新型的有益效果在于:
12.(1)本实用新型设置有凸轮驱动组件、夹料传送组件和皮带输送线组,通过凸轮驱动组件带动夹料传送组件将半成品一个接一个的传送至下一个下模具组的位置上进行冲压成型,再将成品传送至皮带输送线组上,并通过磁性传送夹的磁性实现无夹具抓取;实现了将半成品精准地送到每一个模具组上进行冲压并送出。
13.(2)本实用新型设置的上退料模具、上钩边模具、下退料模具、下钩边模具可根据气雾罐盖的成型需求,逐一定制不同形状且上下配套的退料及钩边模具进行组装,使气雾罐盖在每个模具组上循序渐进,一步步冲压成型,从而提高气雾罐盖冲压成型的精确度及生产效率。
附图说明
14.图1为本实用新型的结构示意图;
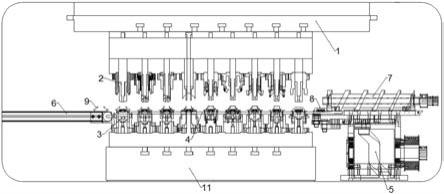
15.图2为本实用新型的局部放大图一;
16.图3为本实用新型的局部放大图二;
17.图中,1为冲压机,11为冲压机机床,2为上模具组,21为上退料模具,22为上钩边模具,3为下模具组,31为下退料模具,32为钩边下模座,33为下钩边模具,4为夹料传送组件,41为第一传送杆,42为磁性传送夹,5为凸轮驱动组件,51为凸轮箱,52为凸轮,53为凸轮同步轮件,54为移动连接件,6为皮带输送线组,7为螺旋进料组,8为半成品,9为成品。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参照图1-3,在本实用新型实施例中,一种用于气雾罐盖冲压出料的冲压装置,包括冲压机1,冲压机1的滑块连接设有若干上模具组2,冲压机机床11上设置有若干与上模具组2的数量和位置相适应的下模具组3,该冲压装置包括有凸轮驱动组件5、夹料传送组件4和皮带输送线组6,所述凸轮驱动组件5设置于夹料传送组件4的一侧并与其连接,所述皮带输送线组6与凸轮驱动组件5相对,并设于夹料传送组件4的另一侧,所述夹料传送组件4设置于下模具组3的正上方,通过凸轮驱动组件5带动夹料传送组件4将半成品8一一传送至下一个下模具组3的位置上进行冲压成型,再将成品9传送至皮带输送线组6上。
20.所述上模具组2包括有上退料模具21和一组上钩边模具22,一组所述上钩边模具22对称设于上退料模具21的两侧;所述下模具组3包括有下退料模具31、一组钩边下模座32和一组下钩边模具33,一组所述钩边下模座32对称设于下退料模具31的两侧,所述下钩边模具33装设于钩边下模座32的上端。
21.在本实用新型实施例中,所述上退料模具21、上钩边模具22、下退料模具31、下钩边模具33可根据气雾罐盖的成型需求,逐一定制不同形状且上下配套的退料及钩边模具进行组装,使气雾罐盖在每个模具组上循序渐进,一步步冲压成型,从而提高气雾罐盖冲压成型的精确度及生产效率。
22.所述夹料传送组件4包括有第一传送杆41、第二传送杆(图中未所示)和若干磁性
传送夹42,所述磁性传送夹42相对设置于第一传送杆41和第二传送杆的内侧,并与下模具组3的位置相适应。
23.所述凸轮驱动组件5包括有凸轮箱51、凸轮52、凸轮同步轮件53和移动连接件54,所述凸轮51套设于凸轮同步轮件52上,并安装于凸轮箱51内部,所述凸轮同步轮件52的一端延伸出凸轮箱51外侧,所述移动连接件54连接于凸轮52的凸轮槽上,并分别与第一传送杆41和第二传送杆相连接固定。
24.所述移动连接件54由移动滑块、上连接轴、连接板、下连接轴和轴承板组成,所述移动滑块一端与凸轮52的凸轮槽连接,其另一端与轴承板固定连接,所述连接板通过下连接轴与轴承板相连接,所述第一传送杆41和第二传送杆分别通过上连接轴与连接板相连接。当凸轮52转动时,移动滑块随凸轮52的凸轮槽左右移动,从而带动第一传送杆41和第二传送杆左右移动,进而配合磁性传送夹42传送气雾罐盖。
25.所述磁性传送夹42由传送夹板和磁铁块组成,所述磁铁块设于传送夹板可接触到气雾罐盖的一端,通过磁性传送夹42的磁性实现无夹具抓取。
26.所述凸轮同步轮件53由凸轮轴和从动轮组成,所述凸轮52套设于凸轮轴上,所述从动轮套设于凸轮轴延伸出凸轮箱51的一端。
27.该冲压装置设置有同步轮传动组件和传动带,所述同步轮传动组件与凸轮同步轮件53通过传动带联动,进而带动凸轮52转动。该冲压装置还包括有螺旋进料组,所述螺旋进料组设于第一传送杆41和第二传送杆的一侧,并位于凸轮驱动组件5上方,所述螺旋进料组通过传动带与同步轮传动组件联动,从而输送半成品8至夹料传送组件4处。
28.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。