外表面带螺旋沟槽的异型结构复合材料rtm成型模具与方法
技术领域
1.本发明属于rtm成型技术领域,涉及一种外表面带螺旋沟槽的异型结构复合材料rtm成型模具与方法。
背景技术:
2.当前国内外复合材料成型工艺最主要的为热压罐成型工艺,适合于大尺寸、结构复杂程度相对较低的蒙皮、壁板类复合材料构件的制造。而以rtm为代表的液态成型技术在近15年来得到了快速发展,采用树脂传递模塑(resin transfer molding,rtm)成型技术可整体化成型大尺寸复杂结构的复合材料制件,与热压罐工艺比较设备成本较低,工艺灵活,生产步骤少,有效的降低了复合材料制件的综合制造成本。rtm工艺具有闭模成型的工艺特点,制件的内外表面均由模具型面控制,因此制件的外形尺寸精度高,降低复合材料制件的制造及装配成本。
3.对于复合材料制品外表面带有一条连续的螺旋型沟槽,如图1和图2所示,在不同的位置沟槽的宽度和深浅均不一致,若不在模具阶段解决沟槽的问题,在制品后期加工需要使用五轴加工中心加工沟槽,这会增加制品的成本和加工周期。查询相关rtm模具专利,并未发现相关通过模具控制直接在制品外表面形成一条连续的螺旋型沟槽的技术。本发明也正是基于此而提出的。
技术实现要素:
4.本发明的目的就是为了提供一种外表面带螺旋沟槽的异型结构复合材料rtm成型模具与方法。
5.本发明的目的可以通过以下技术方案来实现:
6.本发明的技术方案之一提供了一种外表面带螺旋沟槽的异型结构复合材料rtm成型模具,包括:
7.上模:包括内凹的第一腔体、加工在第一腔体内的第一定位槽a、第一定位槽b,以及位于第一腔体内的第一螺旋凸条,在第一腔体两端位置还设有第一芯模定位槽;
8.下模:包括内凹的第二腔体、加工在第二腔体内的第二定位槽a、第二定位槽b,以及位于第二腔体内的第二螺旋凸条,在第二腔体两端位置还设有第二芯模定位槽;
9.芯模件:包括具有匹配工件制品部分区域型面的芯模外形面的芯模主体,以及加工在芯模主体两端位置的芯模定位件,所述芯模定位件分别与上模、下模的第一芯模定位槽和第二芯模定位槽匹配,并实现定位固定;
10.第一控制块:包括一体成型的第一外形控制面、第一上定位台和第一下定位台,其中,所述第一外形控制面匹配工件制品部分区域型面,所述的第一上定位台用于匹配置于第一定位槽a中,第一下定位台用于匹配置于第二定位槽a中;
11.第二控制块:包括一体成型的第二外形控制面、第二上定位台和第二下定位台,所述第二外形控制面匹配工件制品部分区域型面,在第二外形控制面位置还加工有第三螺旋
凸条,所述第二上定位台用于匹配置于第一定位槽b中,所述第二下定位台用于匹配置于第二定位槽b中;
12.所述第一螺旋凸条、第二螺旋凸条和第三螺旋凸条配合控制工件制品上螺旋沟槽的成型。
13.进一步的,所述的下模上还设有围绕第二腔体的密封槽,使得当上模和下模合模时,由密封槽形成密闭的模腔空间。
14.进一步的,所述的上模和下模的端角位置还分别设有相互匹配的定位凹槽和定位凸起。
15.进一步的,所述的第一腔体的两侧还分别设有与其连通的进胶口和出胶口。
16.进一步的,所述的芯模定位件包括位于芯模主体两端的芯模定位台,在芯模主体一端的底部位置还加工有芯模定位面,所述芯模定位台分别与上模、下模的第一芯模定位槽和第二芯模定位槽匹配定位,且所述芯模定位面与第二芯模定位槽的部分外形面匹配一致。
17.进一步的,合模时,第一腔体、第二腔体、芯模外形面、第一外形控制面和第二外形控制面共同控制工件制品的外形尺寸。
18.进一步的,所述上模和下模之间通过锁紧螺栓固定。
19.更进一步的,所述上模和下模的对应位置均设有螺栓孔,并通过与所述螺栓孔匹配的锁紧螺栓固定。
20.本发明的技术方案之二提供了一种外表面带螺旋沟槽的异型结构复合材料rtm成型方法,其采用如上所述的成型模具制备,该成型方法包括以下步骤:
21.(1)在芯模外形面按照设计铺覆干态预定型织物;
22.(2)分别将第一控制块的第一外形控制面、第二控制块的第二外形控制面贴合在与芯模外形面相应区域铺覆的干态预定型织物上,再将第一控制块、第二控制块和芯模件一起放置在下模中,然后,将上模与下模合模固定;
23.(3)将进胶管和出胶管分别与上模、下模之间的模腔连通,用rtm成型工艺,向所述rtm模具内注入液体成型树脂,成型;
24.(4)成型固化后,脱模,即完成。
25.进一步的,脱模过程具体为:先取下上模,再依次取出第一控制块、第二控制块,接着,将芯模件与工件制品一并取出,最后,将芯模件从工件制品中抽出,即完成。
26.与现有技术相比,本发明通过设计一种rtm及成型工艺方法成功制作出外表面带螺旋沟槽的异型结构复合材料制件,通过rtm一体成型成功解决了异型结构复合材料制件的外表面螺旋沟槽加工浪费时间与金钱的问题。所制备的外表面带螺旋沟槽的异型结构复合材料制件具有尺寸精度高、内外表面成型质量优良,一次固化整体成型的优点,有效降低了复合材料的制造成本。
附图说明
27.图1为外表面带螺旋沟槽的异型结构复合材料制件的主视结构示意图;
28.图2为外表面带螺旋沟槽的异型结构复合材料制件的后视结构示意图;
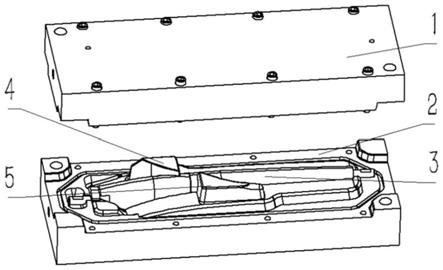
29.图3为rtm成型模具的结构示意图;
30.图4为上模的结构示意图;
31.图5为下模的结构示意图;
32.图6为芯模件的结构示意图;
33.图7为第一控制块的结构示意图;
34.图8为第二控制块的结构示意图;
35.图中标记说明:
36.1为上模,1-1为第一腔体,1-2为第一定位槽a,1-3为第一定位槽b,1-4为进胶口,1-5为出胶口,1-6为第一螺栓孔,1-7为第一芯模定位槽,1-8为第一螺旋凸条,1-9为定位凹槽;
37.2为下模,2-1第二腔体,2-2为密封槽,2-3为第二定位槽a,2-4为第二定位槽b,2-5为第二芯模定位槽,2-6为第二螺旋凸条,2-7为第二螺栓孔,2-8为定位凸起;
38.3为芯模件,3-1为芯模外形面,3-2为芯模定位台,3-3为芯模定位面;
39.4为第一控制块,4-1为第一外形控制面,4-2为第一上定位台,4-3为第一下定位台;
40.5为第二控制块,5-1为第二外形控制面,5-2为第三螺旋凸条,5-3为第二上定位台,5-4为第二下定位台。
具体实施方式
41.下面结合附图和具体实施例对本发明进行详细说明。本实施例以本发明技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
42.以下各实施方式或实施例中,如无特别说明的功能部件或结构,则表明其均为本领域为实现对应功能而采用的常规部件或常规结构。
43.对于如图1和图2所示的外表面带螺旋沟槽的异型结构复合材料工件制品,其中间前后贯通的腔体,且在侧壁上带有螺旋沟槽,加工难度比较大,为此,本发明提供了一种外表面带螺旋沟槽的异型结构复合材料rtm成型模具,其结构参见图3至图8所示,包括:
44.上模1:请再参见图4所示,包括内凹的第一腔体1-1、加工在第一腔体1-1内的第一定位槽a 1-2、第一定位槽b 1-3,以及位于第一腔体1-1内的第一螺旋凸条1-8,在第一腔体1-1两端位置还设有第一芯模定位槽1-7;
45.下模2:请再参见图5所示,包括内凹的第二腔体2-1、加工在第二腔体2-1内的第二定位槽a 2-3、第二定位槽b 2-4,以及位于第二腔体2-1内的第二螺旋凸条2-6,在第二腔体2-1两端位置还设有第二芯模定位槽2-5;
46.芯模件3:请再参见图6所示,包括具有匹配工件制品部分区域型面的芯模外形面3-1的芯模主体,以及加工在芯模主体两端位置的芯模定位件,所述芯模定位件分别与上模1、下模2的第一芯模定位槽1-7和第二芯模定位槽2-5匹配,并实现定位固定;
47.第一控制块4:请再参见图7所示,包括一体成型的第一外形控制面4-1、第一上定位台4-2和第一下定位台4-3,其中,所述第一外形控制面4-1匹配工件制品部分区域型面,所述的第一上定位台4-2用于匹配置于第一定位槽a 1-2中,第一下定位台4-3用于匹配置于第二定位槽a 2-3中;
48.第二控制块5:请再参见图8所示,包括一体成型的第二外形控制面5-1、第二上定位台5-3和第二下定位台5-4,所述第二外形控制面5-1匹配工件制品部分区域型面,在第二外形控制面5-1位置还加工有第三螺旋凸条5-2,所述第二上定位台5-3用于匹配置于第一定位槽b 1-3中,所述第二下定位台5-4用于匹配置于第二定位槽b 2-4中;
49.所述第一螺旋凸条1-8、第二螺旋凸条2-6和第三螺旋凸条5-2配合控制工件制品上螺旋沟槽的成型。
50.本发明中,上模和下模为阴模,芯模件、第一控制块和第二控制块为阳模。
51.在一些具体的实施方式中,请再参见图5所示,所述的下模2上还设有围绕第二腔体2-1的密封槽2-2,使得当上模1和下模2合模时,由密封槽2-2形成密闭的模腔空间。
52.在一些具体的实施方式中,请再参见图4等所示,所述的上模1和下模2的端角位置还分别设有相互匹配的定位凹槽1-9和定位凸起2-8。
53.在一些具体的实施方式中,请再参见图4所示,所述的第一腔体1-1的两侧还分别设有与其连通的进胶口1-4和出胶口1-5。
54.在一些具体的实施方式中,请再参见图6所示,所述的芯模定位件包括位于芯模主体两端的芯模定位台3-2,在芯模主体一端的底部位置还加工有芯模定位面3-3,所述芯模定位台3-2分别与上模1、下模2的第一芯模定位槽1-7和第二芯模定位槽2-5匹配定位,且所述芯模定位面3-3与第二芯模定位槽2-5的部分外形面匹配一致。
55.在一些具体的实施方式中,合模时,第一腔体1-1、第二腔体2-1、芯模外形面3-1、第一外形控制面4-1和第二外形控制面5-1共同控制工件制品的外形尺寸。
56.在一些具体的实施方式中,所述上模1和下模2之间通过锁紧螺栓固定。更进一步的,所述上模1和下模2的对应位置均设有螺栓孔(分别为第一螺栓孔1-6和第二螺栓孔2-7),并通过与所述螺栓孔匹配的锁紧螺栓固定。
57.另外,本发明还提供了一种外表面带螺旋沟槽的异型结构复合材料rtm成型方法,其采用如上所述的成型模具制备,该成型方法包括以下步骤:
58.(1)在芯模外形面3-1按照设计铺覆干态预定型织物;
59.(2)分别将第一控制块4的第一外形控制面4-1、第二控制块5的第二外形控制面5-1贴合在与芯模外形面3-1相应区域铺覆的干态预定型织物上,再将第一控制块4、第二控制块5和芯模件3一起放置在下模2中,然后,将上模1与下模2合模固定;
60.(3)将进胶管和出胶管分别与上模1、下模2之间的模腔连通,用rtm成型工艺,向所述rtm模具内注入液体成型树脂,成型;
61.(4)成型固化后,脱模,即完成。
62.在一些具体的实施方式中,脱模过程具体为:先取下上模1,再依次取出第一控制块4、第二控制块5,接着,将芯模件3与工件制品一并取出,最后,将芯模件3从工件制品中抽出,即完成。
63.以上各实施方式可以任一单独实施,也可以任意两两组合或更多的组合实施。
64.下面结合具体实施例来对上述实施方式进行更详细的说明。
65.实施例1:
66.对于如图1和图2所示的外表面带螺旋沟槽的异型结构复合材料工件制品,其中间前后贯通的腔体,且在侧壁上带有螺旋沟槽,加工难度比较大,为此,本实施例提供了一种
外表面带螺旋沟槽的异型结构复合材料rtm成型模具,其结构参见图3至图8所示,包括:
67.上模1:请再参见图4所示,包括内凹的第一腔体1-1、加工在第一腔体1-1内的第一定位槽a 1-2、第一定位槽b 1-3,以及位于第一腔体1-1内的第一螺旋凸条1-8,在第一腔体1-1两端位置还设有第一芯模定位槽1-7;
68.下模2:请再参见图5所示,包括内凹的第二腔体2-1、加工在第二腔体2-1内的第二定位槽a 2-3、第二定位槽b 2-4,以及位于第二腔体2-1内的第二螺旋凸条2-6,在第二腔体2-1两端位置还设有第二芯模定位槽2-5;
69.芯模件3:请再参见图6所示,包括具有匹配工件制品部分区域型面的芯模外形面3-1的芯模主体,以及加工在芯模主体两端位置的芯模定位件,芯模定位件分别与上模1、下模2的第一芯模定位槽1-7和第二芯模定位槽2-5匹配,并实现定位固定;
70.第一控制块4:请再参见图7所示,包括一体成型的第一外形控制面4-1、第一上定位台4-2和第一下定位台4-3,其中,第一外形控制面4-1匹配工件制品部分区域型面,第一上定位台4-2用于匹配置于第一定位槽a 1-2中,第一下定位台4-3用于匹配置于第二定位槽a 2-3中;
71.第二控制块5:请再参见图8所示,包括一体成型的第二外形控制面5-1、第二上定位台5-3和第二下定位台5-4,第二外形控制面5-1匹配工件制品部分区域型面,在第二外形控制面5-1位置还加工有第三螺旋凸条5-2,第二上定位台5-3用于匹配置于第一定位槽b 1-3中,第二下定位台5-4用于匹配置于第二定位槽b 2-4中;
72.第一螺旋凸条1-8、第二螺旋凸条2-6和第三螺旋凸条5-2配合控制工件制品上螺旋沟槽的成型。
73.请再参见图5所示,下模2上还设有围绕第二腔体2-1的密封槽2-2,使得当上模1和下模2合模时,由密封槽2-2形成密闭的模腔空间。
74.请再参见图4等所示,上模1和下模2的端角位置还分别设有相互匹配的定位凹槽1-9和定位凸起2-8。
75.请再参见图4所示,第一腔体1-1的两侧还分别设有与其连通的进胶口1-4和出胶口1-5。
76.请再参见图6所示,芯模定位件包括位于芯模主体两端的芯模定位台3-2,在芯模主体一端的底部位置还加工有芯模定位面3-3,芯模定位台3-2分别与上模1、下模2的第一芯模定位槽1-7和第二芯模定位槽2-5匹配定位,且芯模定位面3-3与第二芯模定位槽2-5的部分外形面匹配一致。合模时,第一腔体1-1、第二腔体2-1、芯模外形面3-1、第一外形控制面4-1和第二外形控制面5-1共同控制工件制品的外形尺寸。上模1和下模2之间通过锁紧螺栓固定。上模1和下模2的对应位置均设有螺栓孔,并通过与螺栓孔匹配的锁紧螺栓固定。
77.另外,本实施例还提供了一种外表面带螺旋沟槽的异型结构复合材料rtm成型方法,其采用如上成型模具制备,该成型方法包括以下步骤:
78.(1)在芯模外形面3-1按照设计铺覆干态预定型织物;
79.(2)分别将第一控制块4的第一外形控制面4-1、第二控制块5的第二外形控制面5-1贴合在与芯模外形面3-1相应区域铺覆的干态预定型织物上,再将第一控制块4、第二控制块5和芯模件3一起放置在下模2中,然后,将上模1与下模2合模固定;
80.(3)将进胶管和出胶管分别与上模1、下模2之间的模腔连通,用rtm成型工艺,向
rtm模具内注入液体成型树脂,成型;
81.(4)成型固化后,先取下上模1,再依次取出第一控制块4、第二控制块5,接着,将芯模件3与工件制品一并取出,最后,将芯模件3从工件制品中抽出,即完成。
82.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用发明。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本发明不限于上述实施例,本领域技术人员根据本发明的揭示,不脱离本发明范畴所做出的改进和修改都应该在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
