一种热塑性复合材料结构3d打印模具热膨胀测量方法
技术领域
1.本发明涉及热塑性3d打印模具技术领域,具体为一种热塑性复合材料结构3d打印模具热膨胀测量方法。
背景技术:
2.复合材料具有比模量高、比强度高以及能够一体化进行结构设计与制造等优点,日前复合材料成为航空航天、新能源汽车、风电储能等领域主要结构材料,而复合材料在成型过程中为了得到所需的成型面,需要先加工一副满足型面要求的成型模具,使用复合材料成型结构件,能提高结构的承载效率以及减轻结构重量,对于航空航天领域和新能源汽车领域来说,具有重要意义。
3.目前用于制备复合材料成型的模具材料主要是金属材料和玻璃钢模具;金属模具主要用于一些质量要求高的结构,玻璃钢模具一般用于一些手工成型工艺。但是无论是金属模具还是玻璃钢模具,都存在模具的加工周期长,加工成本高等缺点。特别是对一些新开发的产品或者新技术验证而言,研发周期增加了研发成本,而3d打印模具具有打印效率快,结构设计灵活性高等特点;但是热塑性工程材料与金属材料和玻璃钢模具相比,存在膨胀系数大的缺点。虽然用于3d打印的纤维增强热塑性塑料原材料的热膨胀系数可以测量,但是3d打印模具层间堆叠以及工程结构的膨胀系数无法测量,特别时在高温固化过程中无法测量,导致3d打印热塑性复合材料成型模具难以成型高精度尺寸的复合材料。本发明提出的一种热塑性复合材料结构3d打印模具热膨胀测量方法,可以解决了3d打印热塑性材料模具膨胀系数不精准的问题,并且可以计算模具在高温高压条件下的实际膨胀尺寸。
4.现有的热膨胀方法存在的缺陷是:
5.专利文件cn 109425634 a公开了供一种热膨胀系数测定装置和热膨胀系数测定方法,“热膨胀测定装置具备:温度控制装置,其检测被测定物的温度;光波干涉仪,其使用单一波长的光对被测定物的长度尺寸进行测定;实测数据获取部,其依次变更被测定物的温度,获取在各温度下由光波干涉仪测定的被测定物的长度尺寸的实测数据;数据集生成部,其针对各实测数据生成通过将干涉级次设定在任意的范围内所得到的多个验证用数据,从针对各温度的验证用数据中分别选出一个验证用数据作为数据集并生成验证用数据的选择的组合不同的多个数据集;以及判定部,其关于多个数据集分别计算一阶近似函数,使用基于数据集的各验证用数据与一阶近似函数的残差的评价指标值来判定数据集的有效性”,该热膨胀测量方法在使用时忽视了3d打印工艺特征的模具在固化过程高温高压状态下的热膨胀不可测量的问题,测量后的膨胀系数无法用于指导热塑性模具结构设计以及尺寸控制。
技术实现要素:
6.本发明的目的在于提供一种热塑性复合材料结构3d打印模具热膨胀测量方法,以解决上述背景技术中提出的问题。
7.为实现上述目的,本发明提供如下技术方案:一种热塑性复合材料结构3d打印模具,包括测试模具、模具支撑结构和成型面,所述模具支撑结构用于支撑整个测试模具,所述模具支撑结构和成型面设计成整体,所述模具支撑结构结构单元的厚度50
±
2mm,所述成型面的厚度15
±
1mm。
8.优选的,所述测试模具沿着高度方向堆叠,所述测试模具的打印所用的材料为碳纤维增强工程塑料。
9.优选的,其工作步骤如下:
10.s1、采用碳纤维增强热塑树脂颗粒原材料通过3d打印设备打印,碳纤维的纤维长度3mm,热塑性基体为pc树脂,状态为颗粒状,粒径3mm,密度为1.2g/cm3,拉伸强度130
±
2mpa,软化温度145
±
2℃,热膨胀系数为65
×
10-6/℃;
11.s2、用碳纤维增强热塑树脂颗粒原材料通过3d打印设备打印制备测试模具毛坯,制模具毛坯,打印原材料挤出温度为320℃,螺杆挤出转速1000rad/min,打印热塑性模具的单层线宽20
±
1mm;
12.s3、将测试模具毛坯的成型面加工,将模具的固定面加工,并采用2000#砂纸打磨抛光;
13.s4、在模具成型面上按照设计的基准点加工直径10mm的圆,圆心采用十字刻线标记,刻线的宽度≤0.1mm,基准点以模具尺寸中心为圆心放射状布置,每个环之间尺寸为100mm,环向分布的间隔按照22.5
°
布置;
14.s5、将加工有基准点的测试模具固定在大理石平台,调整工装的平面度满足≤0.05mm,采用激光跟踪仪对各基准点的坐标进行测量,并记录各测量点值a1(ax、ay),并记录测量时环境温度;
15.s6、在测试模具的成型面涂抹封孔剂,然后再涂抹脱模剂,干燥以后,再测试模具表面铺层碳纤维增强环氧复合材料预浸料,铺层方向[0/90],层数10层,并在表面铺层辅助层材料,制备真空袋,真空压力0.08mpa,保压30min;
[0016]
s7、将以上经过铺层的测试模具放进热压罐固化,固化压力0.6mpa,保压时间2h,固化温度120
±
5℃,保温时间2h,然后冷却到室温环境,脱模,并去除复合材料板毛边;
[0017]
s8、将刻印基准点标记的复合材料板固定到大理石平台,并用激光跟踪仪测量复合材料板材上的基准点坐标,记录坐标参数,记录坐标参数b1(bx、by);
[0018]
s9、将复合材料板材的基准点坐标参数与测试模具基准点坐标参数分析,计算出3d打印热塑性模具在热压罐固化工艺条件下的膨胀系数。
[0019]
与现有技术相比,本发明的有益效果是:
[0020]
本发明解决了带有3d打印工艺特征的模具在固化过程高温高压状态下的热膨胀不可测量的问题,测量后的膨胀系数可以用于指导热塑性模具结构设计以及尺寸控制,该方法具有方法简单,加工方便,成本低,可以与所成型的材料实际工况结合等优点。
附图说明
[0021]
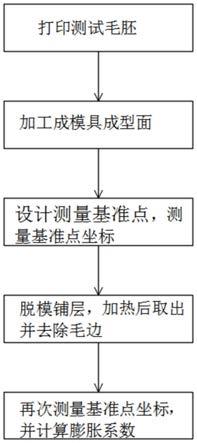
图1为本发明的流程结构示意图;
[0022]
图2为本发明的模具结构示意图;
[0023]
图3为本发明的复材铺层示意图;
[0024]
图4为本发明的测量基准点示意图。
[0025]
图中:1、成型面;2、测量基准点;3、模具支撑结构;4、中心点;5、辐射布置点;6、复合材料。
具体实施方式
[0026]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0027]
请参阅图1-图4,本发明提供的一种实施例:一种封头回转体复合材料3d打印模具,包括测试模具、模具支撑结构和成型面,所述模具支撑结构用于支撑整个测试模具,所述模具支撑结构和成型面设计成整体,所述模具支撑结构结构单元的厚度50
±
2mm,所述成型面的厚度15
±
1mm,测试模具的总长为1200
±
2mm,测试模具的总高50
±
2mm,测试模具的总宽800
±
2mm,测试模具沿着高度方向堆叠(图中y方向),打印所用的材料为碳纤维增强工程塑料。
[0028]
一种热塑性复合材料结构3d打印模具热膨胀测量方法,包括以下步骤:
[0029]
s1、制备方法包括采用碳纤维增强热塑树脂颗粒原材料通过3d打印设备打印,增强纤维为碳纤维,纤维长度3mm,热塑性基体为pc树脂,状态为颗粒状,粒径3mm,密度为1.2g/cm3;拉伸强度130
±
2mpa;软化温度145
±
2℃,原材料自身的材料热膨胀系数为65
×
10-6
/℃,只是原材料特性,不包含3d打印模具结构特征和工艺特征,;
[0030]
s2、采用碳纤维增强热塑树脂颗粒原材料通过3d打印设备打印制备测试模具毛坯,制模具毛坯,所述的打印原材料挤出温度为320℃,螺杆挤出转速1000rad/min,打印热塑性模具的单层线宽20
±
1mm;
[0031]
s3、将测试模具毛坯的成型面加工,将模具的固定面加工;并采用2000#砂纸打磨抛光,加工的速度120mm/min。加工完成后的整体模具壁厚15
±
1mm,表面粗糙度满足ra3.2;
[0032]
s4、在模具成型面上按照设计的基准点加工直径10mm的圆,圆心采用十字刻线标记,刻线的宽度≤0.1mm,基准点以模具尺寸中心为圆心放射状布置,每个环之间尺寸为100mm,环向分布的间隔按照22.5
°
布置;
[0033]
s5、将加工有基准点的测试模具固定在大理石平台,调整工装的平面度满足≤0.05mm。采用激光跟踪仪对各基准点的坐标进行测量,并记录各测量点值a1(a
x
、ay),并记录测量时环境温度;
[0034]
s6、在测试模具的成型面涂抹封孔剂,然后再涂抹脱模剂,干燥以后,再测试模具表面铺层碳纤维增强环氧复合材料预浸料,铺层方向[0/90],层数10层,并在表面铺层辅助层材料,制备真空袋,真空压力0.08mpa,保压30min;
[0035]
s7、将以上经过铺层的测试模具放进热压罐固化,固化压力0.6mpa,保压时间2h,固化温度120
±
5℃,保温时间2h,然后冷却到室温环境,脱模,并去除复合材料板毛边;
[0036]
s8、将刻印基准点标记的复合材料板固定到大理石平台,并用激光跟踪仪测量复合材料板材上的基准点坐标,记录坐标参数b1(b
x
、by);
[0037]
s9、将复合材料板材的基准点坐标参数与测试模具基准点坐标参数分析,计算出
3d打印热塑性模具在热压罐固化工艺条件下的膨胀系数。
[0038][0039]
3d打印热塑性复合材料模具沿着堆叠方向(y方向)的膨胀系数计算α
3dy
:
[0040]
(b
yn-a
yn
)=(α
3dy-α
cy
)(t
gn-t
0n
)
[0041]
3d打印热塑性复合材料模具沿着连续方向(x方向)的膨胀系数计算α
3dx
:
[0042]
(b
xn-a
xn
)=(α
3dx-α
cx
)(t
gn-t
0n
)
[0043]
公式中,α
cx
和α
cy
分别为复合材料沿着连续方向(x方向)的膨胀系数复合材料沿着堆叠方向(y方向)的膨胀系数。
[0044]
工作原理:采用碳纤维增强热塑树脂颗粒原材料通过3d打印设备打印测试模具毛坯,将模具毛坯在数控机床上加工成所需的模具成型面;
[0045]
在模具成型面上设计测量基准点,并在机床上采用刀具刻线记号,将模具固定在大理石平台,然后采用激光跟踪仪测量各基准点的坐标;
[0046]
在模具表面涂抹脱模剂,并在模具表面采用连续碳纤维增强环氧树脂复合材料预浸料,铺层10层,然后在模具表面铺层辅助材料,制备真空袋;
[0047]
将模具以及预制体放置在热压罐中,在120℃下加压0.6mpa,保温2h,然后冷却降温到室温,去除辅助层,取出固化后的复合材料板材,去除板材毛边;
[0048]
将板材固定在大理石平台,然后采用激光跟踪仪测量板材各基准点的坐标,树脂在固化过程中,模具的基准点坐标会被复印在复合材料板材上;
[0049]
将复合材料基准点坐标与模具基准点坐标对比分析,计算出热塑性复合材料3d打印模具的热膨胀。
[0050]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权
利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。