1.本实用新型涉及机械自动化技术领域,尤其涉及一种端拾器左右件冲压方向自动对称旋转机构。
背景技术:
2.端拾器是用于物件抓取和搬运的一套机构,可以安装在机器人或者自动化设备上,来进行物件的抓取-搬运。目前常用的行业基本是钣金行业(汽车钣金冲压,家电钣金冲压,激光切割上下料),注塑行业(注塑件的抓取),通用行业(包括玻璃,木材,包装物流等)。端拾器是指安装联接在工业机器人或机械手上的装置,利用真空吸盘或夹钳与被抓取物接触,将其从一个位置搬运到制定的位置。自动化生产线端拾器左右件自动对称旋转机构主要是为了满足左右对称件前后续工序冲压方向实现单独对称变换共模生产。
3.传统的自动化生产线端拾器,当左右对称件共模生产,并且后续工序左右件冲压方向需要单独对称变换时,端拾器只能先单独拾取一件产品,依靠机器人手臂旋转实现后续单件产品冲压方向变换,再单独拾取另外一件产品,依靠机器人手臂旋转实现后续单件产品冲压方向变换。这样的调整方式严重浪费了生产时间,造成了生产成本及人工成本的浪费,降低了生产设备的使用效率。
4.基于上述技术问题,本领域的技术人员亟需研发一种结构轻巧、使用灵活,通过更改端拾器附加结构能够满足其它产品的使用要求,而且能够节省自动化生产线在生产时对端拾器的调整时间,并提高生产设备的使用效率的端拾器左右件自动对称旋转机构。
技术实现要素:
5.本实用新型的目的是提供一种结构轻巧、使用灵活,通过更改端拾器附加结构能够满足其它产品的使用要求,而且能够节省自动化生产线在生产时端拾器的调整时间,并提高生产设备的使用效率的端拾器左右件自动对称旋转机构。
6.为了实现上述目的,本实用新型提供如下技术方案:
7.本实用新型的一种端拾器左右件冲压方向自动对称旋转机构,该旋转机构包括:
8.端拾器组件,所述端拾器组件包括多个吸盘连接总成;
9.连接于所述端拾器组件的两个旋转组件,两个所述旋转组件相互对称设置;
10.所述旋转组件包括连接于所述端拾器组件两端的固定装置;以及
11.通过所述固定装置固定的旋转轴;
12.连接于所述端拾器组件下端的驱动机构;
13.设置于所述驱动机构下端的气缸,所述驱动机构能够驱动所述气缸向外伸展或向内回程;
14.套设在所述气缸上的气缸附件;
15.贴近所述气缸设置的传感器,所述传感器用以接收电气控制终端的信号;
16.连接于所述驱动机构一端的浮动装置,通过所述浮动装置驱使所述吸盘连接总成
以所述旋转轴为中心进行旋转。
17.进一步的,所述驱动机构包括进气调速阀以及排气调速阀,所述进气调速阀能够驱动所述气缸向外伸展,且所述排气调速阀能够驱动所述气缸向内回程。
18.进一步的,所述固定装置包括用以固定所述旋转轴的轴固定板;以及
19.连接于所述轴固定板上端的回程限位块;
20.设置于所述旋转轴远离所述轴固定板一端的限位板,且所述限位板上设有感应器;
21.连接在所述限位板上端的吸盘总成连接块。
22.更进一步的,所述旋转组件还包括用于固定所述气缸的气缸固定板,所述气缸固定板通过螺钉固定连接于所述端拾器组件,且所述气缸固定板为铝合金材质;
23.所述浮动装置远离所述进气调速阀的一端通过一连接轴连接于所述端拾器组件。
24.优选的,所述气缸附件为一气缸套,且所述气缸套的型号为cb40。
25.进一步的,所述端拾器组件包括主杆;以及
26.通过多根支杆连接于所述主杆两端的副杆,所述吸盘连接总成倾斜连接在所述副杆上;
27.所述吸盘连接总成远离所述副杆的一端连接有吸盘;
28.连接于所述连接轴、并固定连接于所述副杆上的平出接头。
29.进一步的,所述浮动装置为一浮动接头,且所述浮动接头一端连接于所述进气调速阀、另一端连接于所述连接轴。
30.进一步的,所述传感器的型号为dmse-020。
31.在上述技术方案中,本实用新型提供的一种端拾器左右件冲压方向自动对称旋转机构,具有以下有益效果:
32.本实用新型的一种端拾器左右件冲压方向自动对称旋转机构结构简单,实现了左右对称件前后工序冲压方向实现单独对称变换共模生产;为节省自动化生产减少了端拾器的调整时间,节约了生产成本及人工生产成本,提高了生产率;提高设备使用效率,实用性强。
附图说明
33.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
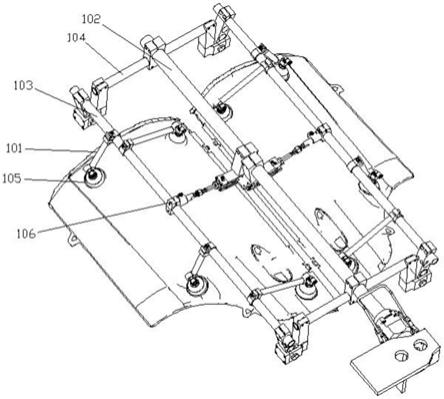
34.图1为本实用新型实施例提供的一种端拾器左右件冲压方向自动对称旋转机构的整体结构示意图;
35.图2为本实用新型实施例提供的一种端拾器左右件冲压方向自动对称旋转机构的整体结构示意图;
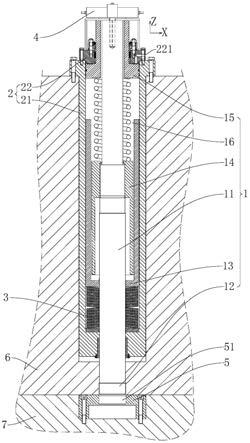
36.图3为本实用新型实施例提供的一种端拾器左右件冲压方向自动对称旋转机构的局部结构反向放大图;
37.图4为本实用新型实施例提供的一种端拾器左右件冲压方向自动对称旋转机构固定装置的结构示意图。
38.附图标记说明:
39.1、端拾器组件;2、旋转组件;
40.101、吸盘连接总成;102、主杆;103、副杆;104、支杆;105、吸盘;106、平出接头;
41.201、气缸附件;202、固定装置;203、旋转轴;204、驱动机构;206、气缸;207、浮动装置;208、传感器;209、气缸固定板;210、连接轴;
42.2021、轴固定板;2022、回程限位块;2023、限位板;2024、吸盘总成连接块;
43.2041、进气调速阀;2042、排气调速阀。
具体实施方式
44.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
45.参见图1~图4所示;
46.本实用新型的一种端拾器左右件冲压方向自动对称旋转机构,该旋转机构包括:
47.端拾器组件1,所述端拾器组件1包括多个吸盘连接总成101;
48.连接于所述端拾器组件1的两个旋转组件2,两个所述旋转组件2相互对称设置;
49.所述旋转组件2包括连接于所述端拾器组件1两端的固定装置202;以及
50.通过所述固定装置202固定的旋转轴203;
51.连接于所述端拾器组件1下端的驱动机构204;
52.设置于所述驱动机构204下端的气缸206,所述驱动机构204能够驱动所述气缸206向外伸展或向内回程,本实施例提供的所述气缸206具有自动锁止功能,且所述气缸206的型号为se40*50scr;
53.套设在所述气缸206上的气缸附件201;
54.贴近所述气缸206设置的传感器208,所述传感器208用以接收电气控制终端的信号;
55.连接于所述驱动机构204一端的浮动装置207,通过所述浮动装置207驱使所述吸盘连接总成101以所述旋转轴203为中心进行旋转,本实施例提供的一种端拾器左右件冲压方向自动对称旋转机构主要应用气缸的伸缩来驱动旋转轴工作,这样的方式结构轻巧,使用方便。
56.本实施例进一步的介绍了驱动机构204,所述驱动机构204包括进气调速阀2041以及排气调速阀2042,所述进气调速阀2041能够驱动所述气缸206向外伸展,且所述排气调速阀2042能够驱动所述气缸206向内回程,本实施例提供的所述进气调速阀2041的型号为psl802b,所述排气调速阀2042的型号为psl802a。
57.本实施例进一步的介绍了固定装置202,所述固定装置202包括用以固定所述旋转轴203的轴固定板2021,本实施例提供的所述轴固定板2021采用铝合金材质,增加硬度并减轻重量;
58.连接于所述轴固定板2021上端的回程限位块2022,所述回程限位块2022采用铝合金材质;
59.设置于所述旋转轴203远离所述轴固定板2021一端的限位板2023,且所述限位板2023上设有感应器;
60.连接在所述限位板2023上端的吸盘总成连接块2024,通过所述吸盘总成连接块2024将所述旋转轴203连接到所述端拾器组件1上,且所述吸盘总成连接块2024采用铝合金材质。
61.作为本实施例更进一步的介绍,所述旋转组件2还包括用于固定所述气缸206的气缸固定板209,所述气缸固定板209通过螺钉固定连接于所述端拾器组件1,且所述气缸固定板209为铝合金材质;
62.所述浮动装置207远离所述进气调速阀2041的一端通过一连接轴210连接于所述端拾器组件1。
63.作为本实施例优选的技术方案,所述气缸附件201为一气缸套,且所述气缸套的型号为cb40。
64.本实施例进一步的介绍了端拾器组件1,所述端拾器组件1包括主杆102;以及
65.通过多根支杆104连接于所述主杆102两端的副杆103,所述吸盘连接总成101倾斜连接在所述副杆103上;
66.所述吸盘连接总成101远离所述副杆103的一端连接有吸盘105;
67.连接于所述连接轴210、并固定连接于所述副杆103上的平出接头106。
68.作为本实施例优选的技术方案,所述浮动装置207为一浮动接头,且所述浮动接头一端连接于所述进气调速阀2041、另一端连接于所述连接轴210。
69.作为本实施例优选的技术方案,所述传感器208的型号为dmse-020。
70.具体工作流程如下:
71.当接通电源后,所述传感器208接收到电气控制终端的信号,所述进气调速阀2021开始进气、并驱动气缸206向外伸展,通过所述浮动接头驱使所述吸盘连接总成101以旋转轴203为中心进行旋转,当所述限位板2023上的感应器感应到所述吸盘总成连接块2024上的信号源后完成此次伸展旋转工作,所述气缸206启动自动锁止功能锁定,此时端拾器上感应器接收到终端信号,驱使吸盘开始排气工作并且放件;
72.当所述传感器208接收到电气控制终端的信号,所述排气调速阀2022开始进气驱动所述气缸206向内回程,通过所述浮动接头驱使所述吸盘连接总成101以旋转轴203为中心旋转,当所述回程限位块2022上的感应器感应到吸盘总成连接块2024上的信号源后完成此次回程旋转工作,所述气缸206启动自动锁止功能锁定,此时端拾器上感应器接收到终端信号,驱使所述吸盘连接总成101开始吸气工作并且取件。依次完成通过机械手上的端拾器对产品件进行前后序传递任务。本实施例提供的一种端拾器左右件冲压方向自动对称旋转机构主要应用气缸的伸缩来驱动旋转轴工作,这样的方式结构轻巧,使用方便。
73.在上述技术方案中,本实用新型提供的一种端拾器左右件冲压方向自动对称旋转机构,具有以下有益效果:
74.本实用新型的一种端拾器左右件冲压方向自动对称旋转机构结构简单,实现了左右对称件前后工序冲压方向实现单独对称变换共模生产;为节省自动化生产减少了端拾器的调整时间,节约了生产成本及人工生产成本,提高了生产率;提高设备使用效率,实用性强。
75.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的
方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。