1.本技术涉及卫生间侧板生产技术的领域,尤其是涉及一种拼装式卫生间侧板生产工艺。
背景技术:
2.随着人们物质文化生活水平的不断提高,人们对卫生间的要求也在不断地发生改变,卫生间产品的质量与性能已经成为评价居住生活水平的重要标志之一,目前建造卫生间施工周期较短的方法是,先在工厂预先制作好卫生间的底板、侧板以及顶板,并且拼装好之后再运送至施工现场进行安装即可,从而便完成了建造卫生间的工作。
3.相关技术中拼装式卫生间的侧板是由混凝土浇筑而成的,具体的,侧板在制作时,先将环形的外框放置在模台上,并且外框上开设有供混凝土填充的凹槽,接着通过一个固定管道从模台上方将混凝土注入到外框之间,待混凝土填充完毕后,再静置24个小时,外框与混凝土便形成一个侧板。
4.针对上述中的相关技术,发明人认为存在有在该种侧板中混凝土填充入外框凹槽中的部分不够密实,从而导致侧板的质量较低的缺陷。
技术实现要素:
5.为了提升侧板的质量,本技术提供一种拼装式卫生间侧板生产工艺。
6.本技术提供的一种拼装式卫生间侧板生产工艺采用如下的技术方案:1.一种拼装式卫生间侧板生产工艺,包括如下步骤:s1:将外框放置在工位的指定位置上;s2:将混凝土注入外框之间的区域中,并且在外框区域内的浇筑路径呈s形;s3:入库养护;所述步骤s1中,外框内侧表面上设置有填充槽,并且填充槽远离工位的一侧内壁上设置有排出孔。
7.通过采用上述技术方案,因排出孔的设置,还使得混凝土流入填充槽内时,混凝土可从排出孔中流出以排出填充槽内的空气,从而使得填充槽内的混凝土更加密实,同样也能提升侧板的结构强度,进而使得侧板的质量得到提升。
8.优选的,所述步骤s1中,外框包括四块铝材质的边框,并且在所述步骤s1之前还包括步骤:a1:将边框依次放置在工位的指定位置上;a2:将粘接剂涂抹在边框的拼接处;a3:等待粘接剂凝固。
9.通过采用上述技术方案,选择铝型材作为外框的材料,一方面铝型材价格便宜,制作工艺简单,另一方面金属构件的尺寸精度会更高一些,故选择铝型材作为整个侧板的边框部分,可使得侧板制作完成后,整个侧板的边缘部分精度更高,故而后续侧板在进行拼接
后,侧板与其他板块的拼接处不易有过大的缝隙,从而影响到整个卫生间的防水性能。
10.优选的,所述步骤s1中,在外框之间的区域中放置有钢筋网,并且在所述步骤s1之后,步骤s2之前还包括步骤:s1a:将垫块放置在外框之间的区域中;s1b:将钢筋网放置在垫块上,并且处于外框之间的区域中。
11.通过采用上述技术方案,一方面钢筋网的设置,可使得凝固后的混凝土不易开裂,从而能够提升侧板的强度,另一方面,该工艺在钢筋网放置前,先放一个垫块,使得后续放上去钢筋网距离工位表面有一段距离,故在混凝土凝固后,混凝土能更好地包覆住钢筋网,使得钢筋网不易裸露至混凝土外,从而能更好地提升侧板的强度。
12.优选的,所述s2中,混凝土选择自密实混凝土,其中混凝土的入模温度低于35℃及高于5℃,混凝土在入模温度基础上的绝热温升值低于50℃,并且混凝土的降温速率低于2℃/d。
13.通过采用上述技术方案,混凝土选择自密实混凝土,一方面能够使得混凝土凝固后能更加密实,另一方面,自密实混凝土不需振捣,故使得混凝土浇筑所需要的时间大幅度缩短,从而能够提升生产效率,此外该工艺中,其一对于入模温度的设置,是因混凝土的导热系数较低,散热慢,故混凝土入模温度低于环境温度则可以降低温度裂缝的风险,其二对于绝热温升值的设置,因混凝土本身的热胀冷缩效应,温度升高时体积膨胀,则形成温度应力,若此时温度应力大于混凝土的强度,就有可能产生开裂,故绝热温升值值,也可降低产生裂缝的风险,其三对于降温速率的设置,也是因混凝土的导热系数较低,故该种设置可使得混凝土能逐渐散热,从而不易因温度的骤变,而出现混凝土开裂的情况。
14.优选的,还包括以下步骤;s4:将粘接剂涂抹在混凝土远离工位的一侧表面上;s5:将瓷砖铺设在混凝土远离工位的一侧表面上,并通过粘接剂固定在混凝土上;s6:静置并等待粘接剂凝固。
15.通过采用上述技术方案,使得侧板能够在平面化生产的过程中,便将瓷砖铺设在侧板上,相比于后期卫生间拼装好之后再进行铺设瓷砖的方式,此种设计方式,平面化生产的同时便将瓷砖铺设上去,一方面在铺设瓷砖时会更加方便,另一方面能节省后续卫生间进行铺砖的时间,有助于提升生产效率。
16.优选的,所述步骤s4中,粘接剂从混凝土长度方向的一端开始涂抹,然后从混凝土长度方向的另一端结束涂抹,并且涂抹路径呈s形。
17.通过采用上述技术方案,相比于涂抹路径呈直线的方式,此种设计方式,使位于混凝土长度方向两端上的粘接剂,不易出现厚度偏差过大的情况,从而后续瓷砖铺设好之后,不同位置上的瓷砖与混凝土的粘接强度能均匀一些,进而使得侧板的整体强度得到提升。
18.优选的,所述步骤s5中,瓷砖从粘接剂结束涂抹的一端开始铺设,并且铺设方向沿着粘接剂结束涂抹一端至开始涂抹一端所延伸的方向。
19.通过采用上述技术方案,即使涂抹路径呈s形,则粘接剂在涂抹时,粘接剂仍然有向结束涂抹一端的方向流动的趋势,故会仍然会出现粘接剂开始涂抹一端的厚度要小于结束一端的厚度,从而后续在铺设瓷砖时,选择与粘接剂涂抹方向相反的方式,则便可在铺设瓷砖的时候,一点点地将粘接剂从结束涂抹的位置挤至开始涂抹的位置,进而使得粘接剂
的厚度能够更加均匀,有助于进一步提出侧板的强度。
20.优选的,所述步骤s5中,在瓷砖铺设时,会对瓷砖施加50n-150n的按压力,并且按压5s-15s,此外瓷砖与瓷砖之间留有1mm-3mm的缝隙,而且缝隙与缝隙之间的误差小于1mm。
21.通过采用上述技术方案,在瓷砖铺设时,对瓷砖施加一定的按压力,并且持续一段时间,可使得瓷砖与粘接剂能够粘接地更加牢固,另外,瓷砖与瓷砖之间留有一定的缝隙,可减少因热胀冷缩造成的空鼓现象,从而使得瓷砖铺设后,一方面侧板内侧表面不易出现凹凸不平的情况,另一方面还使得瓷砖与混凝土的粘接强度不易被削弱。
22.优选的,所述步骤s4中,粘接剂从混凝土中部位置开始涂抹,涂抹方向则呈螺旋向外或者从混凝土边缘位置开始涂抹,涂抹方向则呈螺旋向内。
23.通过采用上述技术方案,若粘接剂从中部位置开始涂抹,然后螺旋向外,故在涂抹时后涂抹的粘接剂可在不同方向对先涂抹的粘接剂进行阻挡,则当粘接剂涂抹结束后,不易出现先涂抹位置处的粘接剂要薄于后涂抹的位置,从而使得混凝土在自身的宽度方向以及长度方向上,均不易出现厚度不均匀的情况,进而后续瓷砖铺设后,不同位置上的瓷砖与混凝土的粘接强度会更加均匀。
24.综上所述,本技术包括以下至少一种有益技术效果:1.通过混凝土在外框内的浇筑路径呈s形的方式,故当混凝土注入外框之间的区域时,混凝土会直接落至外框之间区域中的不同位置,接着再从不同位置处向四周扩散,从而便填充满外框之间的区域,相比于混凝土只落在一个位置然后再向四周扩散的方式,此种设计方式,在混凝土凝固后,外框之间区域中的不同位置之间的混凝土厚度误差较小,从而使得整个侧板各部分之间的厚度误差较小,有助于提升侧板的整体结构强度;2.通过填充槽以及排出孔的设置,一方面可提升外框与混凝土的粘接强度,另一方面可使得填充槽内的混凝土更加密实;3.通过在侧板的同时将瓷砖铺设上去的方式,使得侧板能够在平面化生产的过程中,便将瓷砖铺设在侧板上,相比于后期卫生间拼装好之后再进行铺设瓷砖的方式,此种设计方式,平面化生产的同时便将瓷砖铺设上去,一方面在铺设瓷砖时会更加方便,另一方面能节省后续卫生间进行铺砖的时间,有助于提升生产效率。
附图说明
25.图1是本技术实施例中墙壁所在侧板的爆炸图。
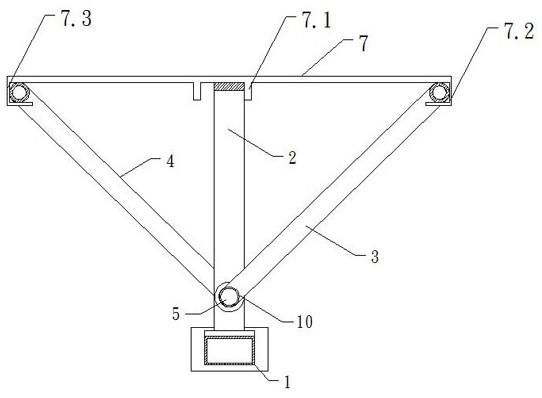
26.图2是本技术实施例中为体现门所在侧板与墙壁所在侧板的不同之处所做的结构示意图。
27.附图标记说明:1、侧板;11、外框;111、边框;12、填充层;2、填充槽;3、排出孔;4、钢筋网;5、垫块;6、粘接层;7、瓷砖;8、管线盒;9、连通侧板;91、连通边框;911、门边框;10、竖向边块;101、上边块;102、下边块;103、配合缺口。
具体实施方式
28.以下结合附图1-2对本技术作进一步详细说明。
29.本技术实施例公开一种拼装式卫生间侧板。参照图1和图2,侧板1包括外框11,其中外框11是由四块铝材质的边框111拼接而成的,具体的,四块边框111会围成一个长方形
的闭合边框111,并且边框111在自身靠近另外三块边框111的一侧表面上开设有填充槽2,填充槽2的槽口呈矩形,并且填充槽2垂直于自身所在边框111的长度方向的两个内侧壁开口,从而便使得填充槽2呈平行于边框111长度方向的通槽。
30.参照图1和图2,侧板1还包括填充层12,填充层12为自密实混凝土材质,具体的,填充层12固定在四块边框111的内部,并且填充层12还位于填充槽2内,在本实施例中,制作侧板1时,先将四块边框111水平放置在模台上,并使得四块边框111围成一个长方形边框111,接着向四块边框111之间注入混凝土,待混凝土凝固后,填充层12与边框111便会一起组成一块长方体形状的板,并且填充层12还会处于填充槽2中,从而便完成了侧板1的制作。
31.此外在本实施例中,填充层12在注入时,会通过一个混凝土泵将混凝土送至一根位置固定的管道上,并且在这个管道的端部处会安装一根软管,则在注入时,可通过拉动软管,使得软管将混凝土注入至边框111之间的不同位置处。
32.参照图1和图2,在本实施例,填充槽2在靠近侧板1内侧的一侧内壁上开设有排出孔3,并且排出孔3设置有多个,具体的,排出孔3每两个一排,多排排出孔3沿边框111的长度方向均匀设置,则当浇筑混凝土以制作出侧板1时,可平放边框111,并且使得排出孔3朝上,接着将混凝土注入四块边框111之间,然后混凝土便能从排出孔3处流出以排出填充槽2内的空气,从而使得浇筑后的混凝土更加密实,有助于提升侧板1的结构强度。
33.参照图1,填充层12处设置有一个管线盒8,在本实施例中,管线盒8仅设置在卫生间四块侧板1中的其中两块侧板1上,管线盒8的作用是在后期卫生间安装好之后,方便在卫生间内设置电线所安装的,则在制作侧板1时,只需先将管线盒8放置在边框111之间的区域中,然后再将混凝土注入边框111之间的区域中,待混凝土凝固后,管线盒8便安装在了侧板1上。
34.参照图1,填充层12处还设置有钢筋网4以及垫块5,具体的,钢筋网4设置在边框111之间的区域中,垫块5也设置在边框111之间的区域中,其中垫块5设置在钢筋网4远离侧板1内侧的一侧区域中,则在制作时,先将垫块5放置在模台上,接着再将钢筋网4放置在垫块5上,然后再将混凝土注入边框111之间的区域中,混凝土便会将钢筋网4完全包覆住,使得钢筋网4不易从混凝土中裸露出来,此外在固定钢筋网4的同时还将垫块5固定在了侧板1上。
35.参照图1,侧板1还包括粘接层6以及瓷砖7,具体的,粘接层6位于侧板1内侧,并且粘接层6与填充层12固定连接,在本实施例中,粘接层6是由涂抹粘接剂形成的;瓷砖7铺设在粘接层6远离填充层12的一侧表面上,并且瓷砖7通过粘接层6固定在侧板1上,而且在本实施例中,瓷砖7的铺设,是在平面化生产的过程中,将瓷砖7铺设在侧板1上的目的,故一方面在平面上更容易铺设瓷砖7,另一方面能够省去后续卫生间拼装好之后再单独铺设瓷砖7的时间,有助于提升生产效率。
36.此外在本实施例中,瓷砖7在铺设时会用到机械手,并且机械手上带有一个真空吸盘,并且通过吸取的方式将每块瓷砖7依次铺设上去的,从而完成瓷砖7的铺设。
37.参照图1和图2,侧板1有两种类型,其中一种是墙壁所在的侧板1,另一种门窗所在的侧板1,门窗所在的侧板1设为连通侧板9,而连通侧板9与其他侧板1的不同之处在于连通侧板9的边框111之间均采用相互嵌套的方式,在连通侧板9中,将竖向的边框111设为竖向边块10,处于上方的边框111设为上边块101,处于下方的边框111设为下边块102,具体的,
竖向边块10的上端部分卡嵌入上边块101的填充槽2中,竖向边块10的下端则部分卡嵌入下边块102的填充槽2中,并且还会通过螺钉将边框111嵌套在一起的部分先固定住,然后再进行浇筑混凝土。
38.此外在本实施例中,墙壁所在侧板1的边框111只有底部的边框111与另外两个竖向的边框111之间为相互嵌套的方式。
39.参照图1和图2,因边框111之间为相互嵌套的关系,则在浇筑混凝土以制作出连通侧板9后,四块边框111所围成的闭合边框111的形状精度,以及边框111之间的位置精度会更加准确,故便会使得连通侧板9周侧边缘的整体精度得到提升,并且在后续连通侧板9与其他元件拼接在一起时,拼接的精度也会更高一些,此外还因连通侧板9还会被卫生间的顶板和底板夹紧,故该种边框111相互嵌套的方式,既使得边框111之间能够连接地更加牢固,也使得连通侧板9在拼装时自身的棱角处不易发生损坏,从而有助于提升侧板1的整体结构强度。
40.参照图1和图2,连通侧板9还包括连通边框91,连通边框91设置在四块边框111内部,并且连通边框91的外圈与填充层12粘连在一起,在本实施例中,连通边框91包括窗边框以及门边框911,其中窗边框与门边框911的唯一区别在于,窗边框会围成一个长方形的边框111,而门边框911呈一个u形的边框111,相同点在于,窗边框与门边框911的自身结构完全一致,而且窗边框与门边框911均是由多块铝型材拼接而成的,故在本实施例中,仅以门边框911为例进行叙述。
41.参照图1和图2,门边框911开口处的两端也都嵌入下边块102的填充槽2内,从而也可提升门边框911与边框111之间的连接稳定性,此外在本实施例中,下边块102上还开设有配合缺口103,配合缺口103位于门边框911开口处的两端之间,而且配合缺口103还使得下边块102完全断开,在本实施例中,下边块102是由两块铝型材拼接而成的,从而便形成了这样一个断开的结构,而该结构是用于与底板上的反坎结构相互配合的。
42.此外在本实施例中,窗边框则只是放置在边框111之间的区域中,然后再通过混凝土将窗边框固定在连通侧板9上的。
43.以下为一种拼装式卫生间侧板生产工艺,包括以下步骤:s1:清理模台,并移动模台至下一个工位;s2:通过十字滑台带动喷嘴移动,并使得喷嘴处喷出涂料,以在模台上画出边框111、窗边框以及门边框911所在位置的定位线,划线完毕后,移动模台至下一个工位;s3:通过机械手将铝型材放置在边框111、窗边框以及门边框911定位线所在的位置上,并且通过机械手将连通侧板9处的四块边框111嵌套在一起,而且还将门边框911和边框111嵌套在一起;s4:在边框111相互嵌套的位置处以及门边框911与边框111之间的嵌套处固定螺钉;s5:在墙壁所在侧板1的边框111之间的拼接处用粘接剂粘接,并且还在窗边框以及门边框911自身铝型材之间的拼接处用粘接剂粘接,待粘接剂凝固后,移动模台至下一个工位;s6:通过机械手将管线盒8放置在门所在侧板1的边框111以及其中一个墙壁所在侧板1的边框111之间,放置完毕后,移动模台至下一个工位;
s7:通过机械手将垫块5放置在所有侧板1的边框111之间,并且垫块5均匀放置有多个;s8:通过机械手将钢筋网4放置在边框111之间的区域中,其中在门边框911与窗边框所在的位置,钢筋网4需要避开放置,放置完毕后,移动模台至下一个工位;s9:将自密实混凝土注入边框111之间的区域中,并且通过机械手拽动软管,使得在边框111之间内的浇筑路径呈s形,而且浇筑时从侧板1长度方向的一端浇筑至长度方向的另一端;s10:入库养护24小时;s11:移动模台至下一个工位;s12:通过机械手携带装有粘接器喷涂设备将粘接剂涂抹在混凝土上,并且涂抹路径呈s形,而且涂抹时从侧板1长度方向的一端涂抹至长度方向的另一端,涂抹完毕后,移动模台至下一个工位;s13:通过装有真空吸盘的机械手将每块瓷砖7依次铺设在混凝土上,并且从粘接剂结束涂抹一端铺设至开始涂抹一端,而且瓷砖7放到相应位置后,通过机械手施加100n的力向下压紧10s;s14:瓷砖7铺设完成后,静置2个小时:s15:入库养护24个小时。
44.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。