1.本发明涉及电机技术领域,特别涉及一种机壳整形模。
背景技术:
2.钢板机壳有用料节省、重量轻等优点。但由于壁厚薄,在卷制和焊接过程中容易变形,不能满足电机定子装配时的需求。须经过机壳整形。然而,现有整形模不能保证外圆及止口的变形,更不能保证内孔和止口的同心度。易对后续的总装和电机性能造成不利影响,严重时会扫膛,造成电机堵转烧毁电机。
技术实现要素:
3.本发明的目的是提供一种机壳整形模,以解决现有技术中存在的问题。
4.为实现本发明目的而采用的技术方案是这样的,一种机壳整形模,包括锥度芯轴、锥度胀胎、整形外圈和挡板。
5.所述锥度芯轴整体为阶梯型回转体。所述锥度芯轴包括依次同轴设置的端轴、第一胎芯轴、连接轴和第二胎芯轴。所述端轴和连接轴为圆柱结构。所述第一胎芯轴和第二胎芯轴为圆台结构。所述第一胎芯轴的大端面与端轴连接,小端面与连接轴连接。所述第二胎芯轴的大端面与连接轴连接,小端面中心位置处设置有供螺钉旋入的螺纹孔。所述第一胎芯轴小端面的直径大于第二胎芯轴大端面的直径。所述连接轴的直径小于第二胎芯轴大端面的直径。
6.所述锥度胀胎整体为筒状结构。所述锥度胀胎具有阶梯型回转内腔。所述锥度胀胎的内腔包括依次同轴设置的一级轴腔、连接腔和二级轴腔。所述一级轴腔与第一胎芯轴匹配,二级轴腔与第二胎芯轴匹配。所述锥度胀胎靠近一级轴腔的一端外壁上设置有环形限位外卷边。所述限位外卷边上设置有机壳容置槽ⅰ。所述锥度胀胎的侧壁上沿轴向开设有三条等分线膨胀接缝。所述膨胀接缝将锥度胀胎分隔为三个相同的胀块。
7.所述整形外圈整体为圆筒状结构。所述整形外圈可轴向拆分为顶罩板和承托板。所述顶罩板和承托板整体为弧形板。所述顶罩板下凹布置。所述顶罩板上设置有下压承台。所述承托板上凹布置。所述承托板布置在工作平台上。
8.所述挡板的板面上设置有机壳容置槽ⅱ和供螺钉穿过的孔洞。
9.进一步,所述顶罩板的顶部布设有下压机构。
10.进一步,所述胀块采用工具钢制得。
11.本发明还公开一种采用上述机壳整形模的机壳整形方法,包括以下步骤:
12.1)所述锥度胀胎布置在机壳的内腔中。所述挡板封堵机壳的一端敞口。机壳的一端嵌入机壳容置槽ⅱ中,另一端嵌入机壳容置槽ⅰ中。所述锥度芯轴插入锥度胀胎的内腔中。所述螺钉的螺杆穿过挡板后,旋入螺纹孔。所述螺钉与螺纹孔螺纹配合,转动螺钉调节锥度芯轴在锥度胀胎内腔中的位置。所述第一胎芯轴和第二胎芯轴挤靠胀块,使胀块彼此分离,进而胀块挤靠在机壳的内壁上。螺钉无法再紧固时,机壳内孔整形完成。
13.2)以端轴为轴芯定位机壳,完成止口的车削。
14.3)将机壳放在承托板上,下压机构下压顶罩板,将机壳进行整形,直至顶罩板和承托板完全包裹机壳。在机壳转动并移动过程中外壁表面全部被整形外圈压合,实现全面的整形。
15.本发明的技术效果是毋庸置疑的:整形模具结构简单,经济适用,定位精准。整形时可以保证机壳内、外圆、止口一次整形保证同心度,既充分实现了设计的意图又保证了现有技术不能保证同心度的要求。减少了劳动强度及加工成本,提高了产品的质量。总之,这种整形模具结构简单,既提高了产品质量,减少了生产成本,又缩短了产品生产周期的优点。
附图说明
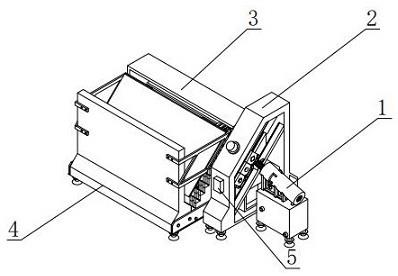
16.图1为机壳整形模结构示意图;
17.图2为锥度芯轴工作示意图;
18.图3为锥度芯轴结构示意图;
19.图4为锥度胀胎结构示意图;
20.图5为胀块示意图;
21.图6为整形外圈示意图;
22.图7为挡板示意图。
23.图中:锥度芯轴1、端轴101、第一胎芯轴102、连接轴103、第二胎芯轴104、螺纹孔105、锥度胀胎2、一级轴腔201、连接腔202、二级轴腔203、膨胀接缝204、胀块205、限位外卷边206、机壳容置槽207、整形外圈3、顶罩板301、承托板302、挡板4、机壳容置槽ⅱ401、螺钉5、机壳6、工作平台7。
具体实施方式
24.下面结合实施例对本发明作进一步说明,但不应该理解为本发明上述主题范围仅限于下述实施例。在不脱离本发明上述技术思想的情况下,根据本领域普通技术知识和惯用手段,做出各种替换和变更,均应包括在本发明的保护范围内。
25.实施例1:
26.参见图1,本实施例提供一种机壳整形模,包括锥度芯轴1、锥度胀胎2、整形外圈3和挡板4。
27.参见图3,所述锥度芯轴1整体为阶梯型回转体。所述锥度芯轴1包括依次同轴设置的端轴101、第一胎芯轴102、连接轴103和第二胎芯轴104。所述端轴101和连接轴103为圆柱结构。所述第一胎芯轴102和第二胎芯轴104为圆台结构。所述第一胎芯轴102的大端面与端轴101连接,小端面与连接轴103连接。所述第二胎芯轴104的大端面与连接轴103连接,小端面中心位置处设置有供螺钉5旋入的螺纹孔105。所述第一胎芯轴102小端面的直径大于第二胎芯轴104大端面的直径。所述连接轴103的直径小于第二胎芯轴104大端面的直径。
28.参见图4和图5,所述锥度胀胎2整体为筒状结构。所述锥度胀胎2具有阶梯型回转内腔。所述锥度胀胎2的内腔包括依次同轴设置的一级轴腔201、连接腔202和二级轴腔203。所述一级轴腔201与第一胎芯轴102匹配,二级轴腔203与第二胎芯轴104匹配。所述锥度胀
胎2靠近一级轴腔201的一端外壁上设置有环形限位外卷边206。所述限位外卷边206上设置有机壳容置槽ⅰ207。所述锥度胀胎2的侧壁上沿轴向开设有三条等分线膨胀接缝204。所述膨胀接缝204将锥度胀胎2分隔为三个相同的胀块205。
29.参见图6,所述整形外圈3整体为圆筒状结构。所述整形外圈3可轴向拆分为顶罩板301和承托板302。所述顶罩板301和承托板302整体为弧形板。所述顶罩板301下凹布置。所述顶罩板301上设置有下压承台。所述承托板302上凹布置。所述承托板302布置在工作平台7上。所述顶罩板301的顶部布设有下压机构。
30.参见图7,所述挡板4的板面上设置有机壳容置槽ⅱ401和供螺钉5穿过的孔洞。
31.本实施例可以将机壳精确定位,内、外圆、止口一次整形,同心度好,操作迅速、方便、省力,可以保证较高的加工精度和生产效率。
32.实施例2:
33.本实施例主要结构同实施例1,其中,所述胀块205采用工具钢制得。
34.实施例3:
35.参见图2,本实施例公开一种采用实施例1所述机壳整形模的机壳整形方法,包括以下步骤:
36.1)所述锥度胀胎2布置在机壳6的内腔中。所述挡板4封堵机壳6的一端敞口。机壳6的一端嵌入机壳容置槽ⅱ401中,另一端嵌入机壳容置槽ⅰ207中。所述锥度芯轴1插入锥度胀胎2的内腔中。所述螺钉5的螺杆穿过挡板4后,旋入螺纹孔105。所述螺钉5与螺纹孔105螺纹配合,转动螺钉5调节锥度芯轴1在锥度胀胎2内腔中的位置。所述第一胎芯轴102和第二胎芯轴挤靠胀块205,使胀块205彼此分离,进而胀块205挤靠在机壳6的内壁上。螺钉5无法再紧固时,机壳6内孔整形完成。
37.2)以端轴101为轴芯定位机壳6,完成止口的车削。
38.3)将机壳6放在承托板302上,下压机构下压顶罩板301,将机壳6进行整形,直至顶罩板301和承托板302完全包裹机壳6。在机壳6转动并移动过程中外壁表面全部被整形外圈3压合,实现全面的整形。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。