1.本发明涉及钎料钎焊领域,尤其涉及一种钎料可控性流淌的工艺方法。
背景技术:
2.钎焊是一种将低于基材熔点的钎料加热至高于钎料熔点但低于基材熔点的某一温度下,使钎料流进待焊接工件的缝隙中而实现焊接的方式。
3.具体过程为将基座和引线进行清洗、过炉、预镀和喷砂等处理,得到待装配的基座和引线;将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行焊接。
4.目前钎料流淌的可控性和均一性是集成电路封装管壳批量化生产面临的难题之一,传统的膏状钎焊辅助方法耗材大且工序复杂,因此亟需研究一种钎料可控性流淌的方法,现有技术中金属箔组合钎料虽实现了均一性,但金属箔与基座的一体化制造较为繁琐。因此,有必要提供一种钎料可控性流淌的工艺方法解决上述技术问题。
技术实现要素:
5.本发明提供一种钎料可控性流淌的工艺方法,解决了目前钎料流淌均一性的难题,实现了钎料流淌的可控性。
6.本发明提供的一种钎料可控性流淌的工艺方法,包括:
7.在选定气氛中对基座和引线进行焊接;
8.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
9.优选的,将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
10.优选的,在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
11.优选的,将所述待装配的基座和引线置于选定气氛中,以1~10℃/min的升温速率升至700~1200℃进行焊接。
12.优选的,所述基座材质为可伐和/或碳钢;
13.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
14.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组合;
15.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
16.优选的,所述方法得到的焊接件钎料具有均一的流淌性,引线与基座的结合强度高。
17.优选的,所述的焊接件在混合集成电路封装管壳中应用。
18.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线材质为权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合。
19.与相关技术相比较,本发明提供的钎料可控性流淌的工艺方法具有如下优势:
20.本发明提供一种钎料可控性流淌的工艺方法,
21.(1)、本发明提供的钎料可控性流淌的工艺方法是利用工艺参数调控钎料的流淌性,工艺流程简单,能耗较小,无废气产生,具有环境友好等优点;
22.(2)、本发明提供的焊接件钎焊状态均匀一致;
23.(3)、本发明提供的钎料可控性流淌的工艺方法,不仅外观无瑕疵,且结合强度高,可为工业化生产混合集成电路的封装管壳提供技术支持。
附图说明
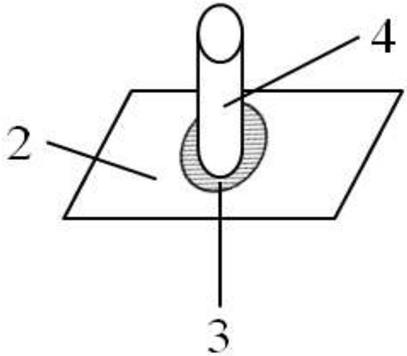
24.图1为本发明提出的一种钎料可控性流淌的工艺方法的装配示意图。
25.图2为本发明提出的一种钎料可控性流淌的工艺方法的实施例壳体局部示意图。
26.图3为本发明提出的一种钎料可控性流淌的工艺方法的实施例1钎料铺展示意图。
27.图4为本发明提出的一种钎料可控性流淌的工艺方法的对比例1/2/3/4钎料铺展示意图。
28.图中:1-钎焊孔,2-基板,3-钎料流淌面积,4-引线。
具体实施方式
29.下面结合附图和实施方式对本发明作进一步说明。
30.请结合参阅图1、图2、图3、图4,其中,图1为本发明提出的一种钎料可控性流淌的工艺方法的装配示意图。图2为本发明提出的一种钎料可控性流淌的工艺方法的实施例壳体局部示意图。图3为本发明提出的一种钎料可控性流淌的工艺方法的实施例1钎料铺展示意图。图4为本发明提出的一种钎料可控性流淌的工艺方法的对比例1/2/3/4钎料铺展示意图。一种钎料可控性流淌的工艺方法,包括:
31.在选定气氛中对基座和引线进行焊接;
32.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
33.将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
34.在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
35.将所述待装配的基座和引线置于选定气氛中,以1~10℃/min升温速率升至700~1200℃进行焊接。
36.所述基座材质为可伐和/或碳钢;
37.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
38.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组合;
39.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
40.所述方法得到的焊接件钎料具有均一的流淌性,引线与基座的结合强度高。
41.所述的焊接件在混合集成电路封装管壳中应用。
42.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线包括权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合。
43.与相关技术相比较,本发明提供的钎料可控性流淌的工艺方法具有如下优势:
44.(1)、本发明提供的钎料可控性流淌的工艺方法是利用工艺参数调控钎料的流淌性,工艺流程简单,能耗较小,无废气产生,具有环境友好等优点;
45.(2)、本发明提供的焊接件钎焊状态均匀一致;
46.(3)、本发明提供的钎料可控性流淌的工艺方法,不仅外观无瑕疵,且结合强度高,可为工业化生产混合集成电路的封装管壳提供技术支持。
47.下面结合实施例对本发明作做一步详细描述。
48.实施例1:一种钎料可控性流淌的工艺方法,包括:
49.在选定气氛中对基座和引线进行焊接;
50.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
51.将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
52.在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
53.将所述待装配的基座和引线置于选定气氛中,以1~10℃/min的升温速率升至700~1200℃进行焊接。
54.所述基座材质为可伐和/或碳钢;
55.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
56.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组合;
57.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
58.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线材质为权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合;
59.按照图1将待装配的基座和引线进行组装后置于n2气氛中,在800~1000℃的温度下进行焊接,其钎料流淌面积如图3所示。
60.所述方法得到的焊接件钎料具有均一的流淌性,且引线与基座的结合强度高。
61.所述的焊接件在混合集成电路封装管壳中应用。
62.对比例1:一种钎料可控性流淌的工艺方法,包括:
63.在选定气氛中对基座和引线进行焊接;
64.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
65.将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
66.在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
67.将所述待装配的基座和引线置于选定气氛中,以1~10℃/min升温速率升至700~1200℃进行焊接。
68.所述基座材质为可伐和/或碳钢;
69.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
70.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组合;
71.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
72.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线材质为权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合;
73.按照图1将待装配的基座和引线进行组装后置于n2 h2o气氛中,在800~1000℃温度下进行焊接,其钎料流淌面积如图4所示(a/b/c任意一种)。
74.所述方法得到的焊接件钎料流淌性状态各异,引线与基座的结合强度差。
75.对比例2:一种钎料可控性流淌的工艺方法,包括:
76.在选定气氛中对基座和引线进行焊接;
77.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
78.将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
79.在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
80.将所述待装配的基座和引线置于选定气氛中,以1~10℃/min升温速率升至700~1200℃进行焊接。
81.所述基座材质为可伐和/或碳钢;
82.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
83.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组
合;
84.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
85.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线材质为权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合;
86.按照图1将待装配的基座和引线进行组装后置于n2 o2(微量)气氛中,在800~1000℃温度下进行焊接,其钎料流淌面积如图4所示(a/b/c任意一种)。
87.所述方法得到的焊接件钎料流淌性状态各异,引线与基座的结合强度差。
88.对比例3:一种钎料可控性流淌的工艺方法,包括:
89.在选定气氛中对基座和引线进行焊接;
90.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
91.将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
92.在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
93.将所述待装配的基座和引线置于选定气氛中,以1~10℃/min的升温速率升至700~1200℃进行焊接。
94.所述基座材质为可伐和/或碳钢;
95.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
96.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组合;
97.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
98.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线材质为权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合;
99.按照图1将待装配的基座和引线进行组装后置于n2气氛中,在700~900℃进行焊接,其钎料流淌面积如图4所示(a/b/c任意一种)。
100.所述方法得到的焊接件钎料流淌性状态各异,引线与基座的结合强度差。
101.对比例4:一种钎料可控性流淌的工艺方法,包括:
102.在选定气氛中对基座和引线进行焊接;
103.将所述基座和引线进行清洗、过炉、预镀和喷砂等前处理,得到待装配的基座和引线;其中,所述基座材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合等;所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和、4j29铜芯复合等,焊接温度为700~1200℃,时间为5~30min。
104.将待装配的基座和引线组装后置于选定气氛中,以特定的升温速率升至700~1200℃进行所述的焊接。
105.在40~100℃的清洗槽中对所述基座和引线进行清洗,将洗涤后的基座和引线进行过炉、预镀,得到待装配的基座和引线。
106.将所述待装配的基座和引线置于选定气氛中,以1~10℃/min的升温速率升至700~1200℃进行焊接。
107.所述基座材质为可伐和/或碳钢;
108.和/或,所述引线材质为可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;
109.和/或,所述选定气氛的气体为氮气、氦气、氢气、氧气的任意一种或两种以上组合;
110.和/或,所述预镀为镀金、镀镍、镀铜的任意一种或两种以上组合。
111.一种混合集成电路封装管壳包括基座、引线和钎料,所述基座和引线材质为权利要求1所述的可伐、碳钢、4j50、4j50铜芯复合、4j29和4j29铜芯复合;优选的,所述钎料组分为ag、cu、sn的一种或两种以上组合;
112.按照图1将待装配的基座和引线进行组装之后置于n2气氛中,在900~1200℃温度下进行焊接,其钎料流淌面积如图4所示(a/b/c任意一种)。
113.所述方法得到的焊接件钎料流淌性状态各异,引线与基座的结合强度差。
114.以上所述仅为本发明的实施例及对比例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
