1.本发明涉及汽车尾门涂装工装技术领域,具体涉及一种汽车尾门喷涂支撑工装。
背景技术:
2.汽车尾门在进行喷涂时,需通过支撑工装对汽车尾门进行支撑,以将汽车尾门和汽车尾门框进行分离,进而便于对汽车尾门进行喷涂加工。现有的支撑工装只适用于汽车尾门的人工喷涂加工,在对汽车尾门进行支撑时,汽车尾门和汽车尾门框之间的间隙较大而且不稳定,而采用机器人对汽车尾门进行喷涂加工时,汽车尾门和汽车尾门框之间的间隙要求较小而且必须稳定,因此,现有支撑工装无法满足采用机器人对汽车尾门进行喷涂加工的支撑需求。
技术实现要素:
3.本发明的主要目的是提出一种汽车尾门喷涂支撑工装,旨在解决现有支撑工装对汽车尾门进行支撑时,汽车尾门和汽车尾门框之间的间隙较大而且不稳定的问题。
4.为实现上述目的,本发明提出一种汽车尾门喷涂支撑工装,包括:
5.安装板,用于安装于汽车尾门;
6.支撑杆,沿上下向延伸设置,所述支撑杆的上端连接于所述安装板;以及,
7.第一限位板,包括贴设于所述支撑杆的下端的第一贴设段,以及自所述第一贴设段上端背向所述支撑杆弯折形成的第一抵接段,所述第一抵接段用以与汽车尾门框抵接;
8.其中,所述支撑杆与所述安装板之间的夹角为α,83
°
≤α≤85
°
。
9.可选地,所述第一贴设段与所述第一抵接段之间的夹角为a,且104
°
≤a≤106
°
;和/或,
10.所述第一限位板的宽度为l,且38mm≤l≤42mm。
11.可选地,在所述第一抵接段的上端面设有加强杆,所述加强杆至少部分连接于所述支撑杆。
12.可选地,所述汽车尾门喷涂支撑工装还包括:
13.补强杆,沿上下向延伸,且与所述支撑杆并行设置,所述补强杆的上端固定于所述安装板;以及,
14.第一连接杆,连接于所述支撑杆的下端和所述补强杆的下端。
15.可选地,所述汽车尾门喷涂支撑工装还包括第二限位板,所述第二限位板包括贴设于所述第一贴设段下端,且背向所述支撑杆一侧的第二贴设段,以及自所述第二贴设段上端背向所述支撑杆弯折形成的第二抵接段;
16.选择所述第一抵接段或者所述第二抵接段用以与汽车尾门框抵接,以适应不同规格汽车的汽车尾门喷涂。
17.可选地,所述第二贴设段与所述第二抵接段之间的夹角为b,且104
°
≤b≤106
°
。
18.可选地,所述安装板设有两个连接孔,两个所述连接孔在所述安装板上错位设置。
19.可选地,所述支撑杆包括与所述安装板连接且沿上下向延伸第一支撑段,以及自所述第一支撑段斜向下延伸的第二支撑段,所述第二支撑段的端部设有手柄。
20.可选地,所述第一支撑段与所述第二支撑段之间的夹角为c,且124
°
≤c≤126
°
。
21.可选地,所述第二支撑段与所述第一限位板的第一贴设段之间设有第二连接杆。
22.本发明的技术方案中,所述安装板安装在所述汽车尾门上,所述支撑杆沿上下向延伸设置,所述支撑杆的上端与所述安装板连接,所述支撑杆与所述安装板之间的夹角为α,α大于等于83
°
且小于等于85
°
,所述第一限位板的所述第一贴设段贴设于所述支撑杆的下端,所述第一限位板的所述第一抵接段用以与汽车尾门框抵接。在对所述汽车尾门进行喷涂加工时抬起所述汽车尾门,使所述汽车尾门与所述汽车尾门框分离,将所述安装板固定在所述汽车尾门后放下所述汽车尾门,此时所述第一限位板与所述汽车尾门框抵接,以限制所述汽车尾门继续朝向所述汽车尾门框移动,所述支撑杆对所述汽车尾门进行支撑,从而实现所述汽车尾门的支撑限位。在所述汽车尾门喷涂支撑工装对所述汽车尾门进行支撑后,所述支撑杆的上端与所述支撑杆的下端在水平方向之间的距离即为所述汽车尾门与所述汽车尾门框的间隙,所述支撑杆与所述安装板之间的夹角α大于等于83
°
且小于等于85
°
,以使所述汽车尾门与所述汽车尾门框的间隙为40mm~45mm,满足采用机器人对所述汽车尾门进行喷涂加工时,对所述汽车尾门与所述汽车尾门框的间隙需求。
附图说明
23.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
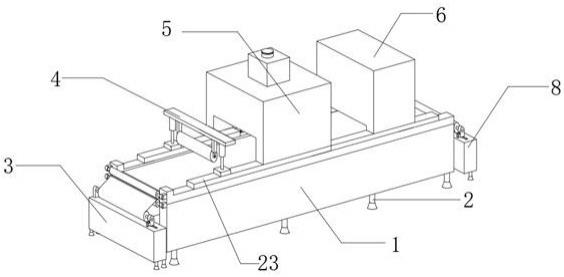
24.图1为本发明提供的汽车尾门喷涂支撑工装的一实施例的结构示意图;
25.图2为本发明提供的汽车尾门喷涂支撑工装与汽车尾门的装配图;
26.图3为图2中第一限位板与汽车尾门框抵接的工作状态图。
27.附图标号说明:
28.[0029][0030]
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0031]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0032]
需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0033]
另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,全文中出现的“和/或”的含义,包括三个并列的方案,以“a和/或b”为例,包括a方案、或b方案、或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
[0034]
汽车尾门在进行喷涂时,需通过支撑工装对汽车尾门进行支撑,以将汽车尾门和汽车尾门框进行分离,进而便于对汽车尾门进行喷涂加工。现有的支撑工装适用于汽车尾门的人工喷涂加工,在对汽车尾门进行支撑时,汽车尾门和汽车尾门框之间的间隙较大而且不稳定,而采用机器人对汽车尾门进行喷涂加工时,汽车尾门和汽车尾门框之间的间隙要求较小而且需要稳定,因此,现有支撑工装无法满足采用机器人对汽车尾门进行喷涂加工的支撑需求。
[0035]
鉴于此,本发明提出一种汽车尾门喷涂支撑工装,本发明的技术方案中,所述安装板安装在所述汽车尾门上,所述支撑杆沿上下向延伸设置,所述支撑杆的上端与所述安装板连接,所述支撑杆与所述安装板之间的夹角为α,α大于等于83
°
且小于等于85
°
,所述第一限位板的所述第一贴设段贴设于所述支撑杆的下端,所述第一限位板的所述第一抵接段用以与汽车尾门框抵接。在对所述汽车尾门内表面进行喷涂加工时抬起所述汽车尾门,使所述汽车尾门与所述汽车尾门框分离,将所述安装板固定在所述汽车尾门后放下所述汽车尾门,此时所述第一限位板与所述汽车尾门框抵接,以限制所述汽车尾门继续朝向所述汽车尾门框移动,所述支撑杆对所述汽车尾门进行支撑,从而实现所述汽车尾门的支撑限位。在所述汽车尾门喷涂支撑工装对所述汽车尾门进行支撑后,所述第一限位板与所述安装板的距离,加上所述支撑杆的上端与所述支撑杆的下端在水平方向之间的距离即为所述汽车尾门与所述汽车尾门框的间隙,所述支撑杆与所述安装板之间的夹角α大于等于83
°
且小于等
于85
°
,以使所述汽车尾门与所述汽车尾门框的间隙为40mm~45mm,满足采用机器人对所述汽车尾门进行喷涂加工时,对所述汽车尾门与所述汽车尾门框的间隙需求。图1至图3所示为本发明提供的汽车尾门喷涂支撑工装的一实施例。
[0036]
图1至图3所示,本发明提供的汽车尾门200喷涂支撑工装100包括安装板1、支撑杆2和第一限位板3,所述安装板1用于安装于汽车尾门200;所述支撑杆2沿上下向延伸设置,所述支撑杆2的上端连接于所述安装板1;所述第一限位板3包括贴设于所述支撑杆2的下端的第一贴设段31,以及自所述第一贴设段31上端背向所述支撑杆2弯折形成的第一抵接段32,所述第一抵接段32用以与汽车尾门框300抵接,其中,所述支撑杆2与所述安装板1之间的夹角为α10,83
°
≤α10≤85
°
。
[0037]
本发明的技术方案中,所述安装板1安装在所述汽车尾门200上,所述支撑杆2沿上下向延伸设置,所述支撑杆2的上端与所述安装板1连接,所述支撑杆2与所述安装板1之间的夹角为α10,α10大于等于83
°
且小于等于85
°
,所述第一限位板3的所述第一贴设段31贴设于所述支撑杆2的下端,所述第一限位板3的所述第一抵接段32用以与汽车尾门框300抵接。在对所述汽车尾门200进行内表面喷涂加工时抬起所述汽车尾门200,使所述汽车尾门200与所述汽车尾门框300分离,将所述安装板1固定在所述汽车尾门200后放下所述汽车尾门200,此时所述第一限位板3与所述汽车尾门框300抵接,以限制所述汽车尾门200继续朝向所述汽车尾门框300向前和向下移动,所述支撑杆2对所述汽车尾门200进行支撑,从而实现所述汽车尾门200的支撑限位。在所述汽车尾门200喷涂支撑工装100对所述汽车尾门200进行支撑后,所述支撑杆2的上端与所述支撑杆2的下端在水平方向之间的距离即为所述汽车尾门200与所述汽车尾门框300的间隙,所述支撑杆2与所述安装板1之间的夹角α10大于等于83
°
且小于等于85
°
,以使所述汽车尾门200与所述汽车尾门框300的间隙为40mm~45mm,满足采用机器人对所述汽车尾门200进行喷涂加工时,对所述汽车尾门200与所述汽车尾门框300的间隙需求。
[0038]
所述限位板包括所述第一贴设段31和所述第一抵接段32,其中,所述第一抵接段32设于所述第一贴设段31的上端且背向所述支撑杆2弯折,以在所述汽车尾门喷涂支撑工装100对所述汽车尾门200进行支撑时,与所述汽车尾门框300抵接,从而使所述汽车尾门200与所述汽车尾门框300分离,以便于所述汽车尾门200的喷涂加工。在一实施例中,所述第一贴设段31与所述第一抵接段32之间的夹角为a11,且104
°
≤a11≤106
°
。在所述第一限位板3随所述汽车尾门200向下翻转时,所述第一抵接段32与所述汽车尾门框300抵接,以对所述汽车尾门200进行支撑限位,通过限定所述第一贴设段31与所述第一抵接段32之间的夹角a11的大小,保证所述第一抵接段32与所述汽车尾门框300抵接的可靠性,同时避免因a11值过小而导致所述第一抵接段32刮碰已涂漆的所述汽车尾门框300的问题,以及因a11值过大而导致所述第一抵接段32无法与所述车尾门框抵接的问题。
[0039]
在另一实施例中,所述第一限位板3的宽度为l,且38mm≤l≤42mm。通过限定所述第一限位板3的宽度,以使所述第一限位板3的所述第一抵接段32与所述汽车尾门框300有较大的接触面积,进而分散所述汽车尾门200放下过程中产生的冲击重量,避免因接触面过小导致所述汽车尾门框300变形。
[0040]
需要说明的是,上述两个技术特征,可以择一设置,也可以同时设置,具体地,在本实施例中,上述两个技术特征可以同时设置。如图1和图2所示,所述第一贴设段31与所述第
一抵接段32之间的夹角为a11,且104
°
≤a11≤106
°
,且所述第一限位板3的宽度为l,且38mm≤l≤42mm。在所述第一限位板3随所述汽车尾门200向下翻转时,所述第一抵接段32与所述汽车尾门框300抵接,以对所述汽车尾门200进行支撑限位,通过限定所述第一贴设段31与所述第一抵接段32之间的夹角a11的大小,保证所述第一抵接段32与所述汽车尾门框300抵接的可靠性,可有效避免因a11值过小而导致所述第一抵接段32刮碰已涂漆的所述汽车尾门框300的问题,以及因a11值过大而导致所述第一抵接段32无法与所述汽车尾门框300抵接的问题,同时,通过限定所述第一限位板3的宽度,以使所述第一限位板3的所述第一抵接段32与所述汽车尾门框300有较大的接触面积,进而分散所述汽车尾门200放下过程中产生的冲击重量,避免应接触面过小导致所述汽车尾门框300变形。
[0041]
所述第一抵接段32与汽车尾门框300抵接,为避免所述第一抵接段32变形设置有加强结构。在本实施例中,如图1和图2所示,在所述第一抵接段32的上端面设有加强杆4,所述加强杆4至少部分连接于所述支撑杆2。通过在所述第一抵接段32的上端面设置所述加强杆4,以提高所述第一抵接段32的强度,且所述加强杆4与所述支撑杆2连接,有助于提高所述第一限位板3与所述支撑杆2的连接强度。
[0042]
所述支撑杆2用于承载举升时所述汽车尾门200的重量,为避免所述支撑杆2受力变形,设置有补强杆5以提高所述支撑杆2的强度。具体地,在本实施例中,如图1和图2所示,所述汽车尾门喷涂支撑工装100还包括补强杆5和第一连接杆6,所述补强杆5沿上下向延伸,且与所述支撑杆2并行设置,所述补强杆5的上端固定于所述安装板1;所述第一连接杆6连接于所述支撑杆2的下端和所述补强杆5的下端。所述补强杆5的一端与所述安装板1固定连接,另一端与所述支撑杆2连接,以提高所述支撑杆2的强度,设置所述第一连接杆6以提高二者之间的连接强度。
[0043]
为使所述汽车尾门喷涂支撑工装100适用两个同规格汽车的汽车尾门200喷涂,设有第二限位板7。在本实施例中,如图1和图2所示,所述汽车尾门200喷涂支撑工装100还包括第二限位板7,所述第二限位板7包括贴设于所述第一贴设段31下端,且背向所述支撑杆2一侧的第二贴设段71,以及自所述第二贴设段71上端背向所述支撑杆2弯折形成的第二抵接段72;选择所述第一抵接段32或者所述第二抵接段72用以与汽车尾门框300抵接,以适应不同规格汽车的汽车尾门200喷涂。所述第二抵接段72设于所述第二贴设段71的上端且背向所述支撑杆2弯折,以在所述汽车尾门喷涂支撑工装100对所述汽车尾门200进行支撑时,与所述汽车尾门框300抵接,从而使所述汽车尾门200与所述汽车尾门框300分离,以便于所述汽车尾门200的喷涂加工,通过设置所述第二限位板7提高所述汽车尾门喷涂支撑工装100的通用性,减少所述汽车尾门200喷涂的工装投入成本。
[0044]
具体地,在本实施例中,如图1和2所示,所述第二贴设段71与所述第二抵接段72之间的夹角为b12,且104
°
≤b12≤106
°
。在所述第二限位板7随所述汽车尾门200向下翻转时,所述第二抵接段72与所述汽车尾门框300抵接,以对所述汽车尾门200进行支撑限位,通过限定所述第二贴设段71与所述第二抵接段72之间的夹角b12的大小,保证所述第二抵接段72与所述汽车尾门框300抵接的可靠性,同时避免因b12值过小而导致所述第二抵接段72刮碰已涂漆的所述汽车尾门框300的问题,以及因b12值过大而导致所述第二抵接段72无法与所述车尾门框抵接的问题。
[0045]
所述汽车尾门喷涂支撑工装100,通过所述安装板1与所述汽车尾门200的连接,安
装在所述汽车尾门200上。在本实施例中,如图2所示,所述安装板1设有两个连接孔1a,两个所述连接孔1a在所述安装板1上错位设置。两个所述连接孔1a通过连接件连接所述汽车尾门200,以将所述汽车尾门喷涂支撑工装100安装在所述汽车尾门200上。两个所述连接孔1a在所述安装板1上错位设置,以使两个所述连接孔1a之间间距较大,因此连接处的受力较为分散,从而使连接处的钣金不易变形。
[0046]
为使所述汽车尾门喷涂支撑工装100便于拿取,设有手柄8,在本实施例中,如图1和图2所示,所述支撑杆2包括与所述安装板1连接且沿上下向延伸第一支撑段21,以及自所述第一支撑段21斜向下延伸的第二支撑段22,所述第二支撑段22的端部设有手柄8。通过设置所述手柄8,以便于在安装或拆卸时拿取所述汽车尾门200喷涂支撑工装100。
[0047]
具体地,在本实施例中,如图1所示,所述第一支撑段21与所述第二支撑段22之间的夹角为c13,且124
°
≤c13≤126
°
。当所述第一支撑段21与所述第二支撑段22之间的夹角c13小于124
°
时,所述汽车尾门喷涂支撑工装100随所述汽车尾门200向下翻转时,所述手柄8易于与所述汽车尾门框300发生碰撞,破坏所述汽车尾门框300的漆面,当所述第一支撑段21与所述第二支撑段22之间的夹角c13大于126
°
时,所述第一支撑段21与所述第二支撑段22之间的角过大,影响所述支撑杆2的承载能力。通过将所述第一支撑段21与所述第二支撑段22之间的夹角c13设置为大于等于124
°
且小于等于126
°
,以在所述汽车尾门喷涂支撑工装100随所述汽车尾门200向下翻转时,避免所述手柄8与所述汽车尾门框300发生碰撞,同时有助于提高所述支撑杆2的承载能力,也便于机器手钩取喷涂支撑工装100的手柄8。
[0048]
具体地,在本实施例中,如图1和2所示,所述第二支撑段22与所述第一限位板3的第一贴设段31之间设有第二连接杆9。所述第二连接杆9的一端与所述第二支撑段22连接,另一端与所述第一限位板3的第一贴设段31连接,以提高所述第一限位板3与所述支撑杆2之间的连接强度。
[0049]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。