1.本发明涉及柴油机环加工技术领域,具体涉及一种柴油机环的加工方法及其成型设备。
背景技术:
2.对于现柴油机机油耗、漏气量日趋严格,现柴油机环偏向于梯形非对称桶面设计,即上下面为梯面,外圆面为非对称桶面。梯形环加工方法大多为矩形线材绕制成环后,上下面、外圆面又研磨工序加工至成品尺寸,由于钢环硬度高,其加工周期长、效率低,且该工艺造成材质损耗多,成本大。
技术实现要素:
3.本发明的目的在于提供一种柴油机环的加工方法及其成型设备,使用成型的线材进行绕制环形结构后,无需对绕制后的环形结构进行加工,仅仅需要对绕制后的环体进行整形和抛光加工即可,降低时间,节省材料消耗。
4.本发明的目的可以通过以下技术方案实现:
5.一种柴油机环的加工方法,该加工方法包括以下步骤:
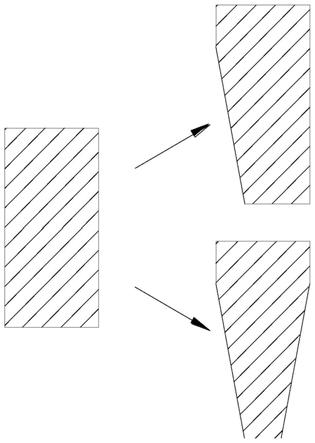
6.步骤一:线材梯面加工,将矩形线材的一侧根据柴油机环的结构加工成梯形结构;
7.步骤二:线材外圆面加工,对加工后的梯形线材外侧进行圆面加工,且成型后的外圆面符合测定幅a和桶面度b,测定幅a为外圆面上的一点到线材边缘的距离,桶面度b为该点到外圆面最高点的距离;
8.步骤三:将外圆面加工成型后的线材放入到成型设备中,绕制成环形线材;
9.步骤四:将绕制后的环形线材切割下来,将环形线材整形后形成柴油机环。
10.作为本发明进一步的方案:所述测定幅a的范围为1.0-4.0mm,桶面度b的范围在0.01-0.05mm。
11.作为本发明进一步的方案:所述线材梯面包括单侧梯形和双侧梯形,且单边的梯角为3
°‑
15
°
。
12.作为本发明进一步的方案:一种柴油机环的加工成型设备,包括成型机架,所述成型机架上安装有用于对线材进行导向的水平导座和竖直导座,成型机架上设置有用于对线材进给驱动的驱动组件、用于对线材绕环进行限位的限位导座;成型机架上安装有用于对线材进行绕环成型的绕环组件和对线材进行切断的切环组件。
13.作为本发明进一步的方案:所述水平导座、竖直导座和限位导座结构相同,均为导座板上安装有两组导向辊,两组导向辊均匀设置有多个且交错分布。
14.作为本发明进一步的方案:所述驱动组件包括驱动箱体,驱动箱体前端转动安装有驱动导轮和支撑导轮,驱动箱体上安装有用于驱动驱动导轮转动的驱动电机。
15.作为本发明进一步的方案:所述绕环组件包括固定架,固定架上通过连接轴安装有转动架,转动架上设置有用于线材绕环的绕环辊。
16.作为本发明进一步的方案:转动架上固定设置有连接架,连接架上转动安装有连接杆,固定架上通过安装架连接有螺纹套,螺纹套与连接杆螺纹连接。
17.作为本发明进一步的方案:所述成型机架上固定设置有安装座板,切环组件设置在安装座板上。
18.作为本发明进一步的方案:切环组件包括支撑杆,支撑杆上安装有滑动架,滑动架上安装有切环架,切环架上设置有用于切割线材的切环刀。
19.本发明的有益效果:
20.(1)使用成型的线材进行绕制环形结构后,无需对绕制后的环形结构进行加工,仅仅需要对绕制后的环体进行整形和抛光加工即可,降低时间,节省材料消耗。
21.(2)采用特定的成型设备对柴油机环进行绕制,一方面提高绕环的效率,线材的自动化上料绕环,以及绕环后的自动切割均提高柴油机环的加工效率,另一方面可调式绕环成型设备可以适应不同规格柴油机环的绕制加工,提高设备的适用范围。
22.(3)根据需要绕制柴油机环规格的不同,调节绕环辊的相对位置,且绕环辊可拆卸安装在转动架上,可以根据绕制柴油机环的规格不同安装对应的绕环辊,当对应绕环辊安装完成后,通过转动连接杆,调节连接杆与螺纹套之间的相对位置,从而带动转动架进行转动,进而实现对绕环辊位置的调节,实现对不同规格柴油机换的绕环加工。
附图说明
23.下面结合附图对本发明作进一步的说明。
24.图1是本发明梯面加工的结构示意图;
25.图2是本发明线材外圆面的结构示意图;
26.图3是本发明成型设备的结构示意图;
27.图4是本发明成型设备的主视结构示意图;
28.图5是本发明驱动箱体的内部结构示意图;
29.图6是本发明切环组件切割时的结构示意图;
30.图7是本发明切环组件待切割时结构示意图;
31.图8是本发明绕环组件的结构示意图。
32.图中:1、成型机架;2、水平导座;3、竖直导座;4、驱动组件;41、驱动箱体;42、驱动电机;43、驱动导轮;44、支撑导轮;45、驱动轴;46、从动齿轮;47、主动齿轮;48、齿轮带;5、限位导座;6、安装座板;7、绕环组件;71、固定架;72、连接轴;73、转动架;74、绕环辊;75、连接架;76、连接杆;77、螺纹套;78、安装架;8、切环组件;81、支撑杆;82、推动气缸;83、滑动架;84、切环底座;85、切环架;86、驱动气缸;87、切环电机;88、切环刀。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
34.本发明为一种柴油机环加工方法,该加工方法包括以下步骤:
35.步骤一:线材梯面加工,将矩形线材的一侧根据柴油机环的结构加工成梯形结构,如图1所示,线材加工成梯形结构,其可以是通过将矩形线材加工成梯形结构,也可以一开始使用梯形模具直接成型为梯形结构,且梯形结构的线材根据柴油机环的规格可以是单侧梯形结构或者是双侧梯形结构,且单边的梯角为3
°‑
15
°
,这样的梯形线材绕制的柴油机环与柴油机贴合紧密,密封效果好;
36.步骤二:线材外圆面加工,对加工后的梯形线材外侧进行圆面加工,且成型后的外圆面符合测定幅a和桶面度b,如图2所示,测定幅a为外圆面上的一点到线材边缘的距离,桶面度b为该点到外圆面最高点的距离,其中测定幅a的范围为1.0-4.0mm,桶面度b的范围在0.01-0.05mm;
37.步骤三:将外圆面加工成型后的线材放入到成型设备中,绕制成环形线材;
38.步骤四:将绕制后的环形线材切割下来,将环形线材整形后形成柴油机环。
39.请参阅图3-4所示,本发明还提供一种柴油机环的加工成型设备,包括成型机架1,成型机架1上安装有用于对线材进行导向的水平导座2和竖直导座3,成型机架1上设置有用于对线材进给驱动的驱动组件4、用于对线材绕环进行限位的限位导座5;成型机架1上安装有用于对线材进行绕环成型的绕环组件7和对线材进行切断的切环组件8。水平导座2、竖直导座3和限位导座5结构相同,均为导座板上安装有两组导向辊,两组导向辊均匀设置有多个且交错分布,线材依次通过水平导座2和竖直导座3进行位置调节,随后进入到驱动组件4中,驱动组件4对线材起到绕环的进给输送,用于线材绕环的动力驱动,驱动组件4将线材输送到限位导座5中,通过限位导座5对线材绕环时进行限位,确保线材绕环是其余部位不会产生变形,线材在驱动组件4的作用下向前移动,通过调节绕环组件7的位置对线材进行绕环加工,当绕制成一个环形结构后,利用切环组件8将绕制后的环形结构切割下来,随后通过对切割后的环形结构进行整形加工后,形成成品柴油机环。
40.由于水平导座2和竖直导座3以及限位导座5的结构均相同,通过导座板上对应分布的两组导向辊对线材进行导向,线材在两组导向辊之间进行移动了,两组导向辊的交错分布可以提高线材与导向辊之间的接触面积,从而提高对线材的稳定输送和导向。
41.请参阅图3和图5所示,驱动组件4包括驱动箱体41,驱动箱体41前端转动安装有驱动导轮43和支撑导轮44,支撑导轮44位于驱动导轮43的正下方,驱动导轮43通过驱动轴45连接在驱动箱体41上,驱动轴45通过轴承与驱动箱体41转动连接,驱动轴45位于驱动箱体41内部的一端固定连接有从动齿轮46,驱动箱体41上安装有用于驱动驱动导轮43转动的驱动电机42,驱动电机42的输出轴上固定安装有主动齿轮47,主动齿轮47通过齿轮带48与多组从动齿轮46传动连接,当驱动电机42带动主动齿轮47转动时,主动齿轮47带动齿轮带48转动,齿轮带48通过啮合传动带动多组从动齿轮46和驱动轴45同步转动,驱动轴45带动驱动导轮43转动,从而带动线材在支撑导轮44上向前移动。
42.请参阅图8所示,绕环组件7包括固定架71,固定架71上通过连接轴72安装有转动架73,转动架73上设置有用于线材绕环的绕环辊74。转动架73上固定设置有连接架75,连接架75上转动安装有连接杆76,固定架71上通过安装架78连接有螺纹套77,螺纹套77与连接杆76螺纹连接,根据需要绕制柴油机环规格的不同,调节绕环辊74的相对位置,且绕环辊74可拆卸安装在转动架73上,可以根据绕制柴油机环的规格不同安装对应的绕环辊74,当对应绕环辊74安装完成后,通过转动连接杆76,调节连接杆76与螺纹套77之间的相对位置,从
而带动转动架73进行转动,进而实现对绕环辊74位置的调节,实现对不同规格柴油机换的绕环加工。
43.请参阅图6-图7所示,成型机架1上固定设置有安装座板6,切环组件8设置在安装座板6上。切环组件8包括支撑杆81,支撑杆81上安装有滑动架83,滑动架83上安装有切环架85,切环架85上设置有用于切割线材的切环刀88,其中滑动架83滑动连接在支撑杆81上,滑动架83上还设置有切环底座84,切环底座84上设置有切刀槽用于对切环刀88起到保护的作用,安装座板6上水平固定安装有推动气缸82,推动气缸82的输出杆穿过安装座板6固定连接在滑动架83上;切环架85转动连接在滑动架83上,切环架85上固定安装有用于驱动切环刀88转动的切环电机87,并且滑动架83上转动安装有驱动气缸86,驱动气缸86的输出端转动连接在切环架85上,驱动气缸86用于驱动切环架85进行转动,从而实现对绕制完成的柴油机环进行切断。
44.本发明的工作原理:通过对柴油机环的线材进行预先加工,将线材加工成型为上下面为梯面,外圆面为非对称桶面的结构,区别与传统的使用矩形线材进行绕环,并对绕环后的结构进行上下面、外圆面研磨工序加工至成品尺寸,由于钢环硬度高,其加工周期长、效率低,且该工艺造成材质损耗多,成本大,使用成型的线材进行绕制环形结构后,无需对绕制后的环形结构进行加工,仅仅需要对绕制后的环体进行整形和抛光加工即可,降低时间,节省材料消耗。
45.通过采用特定的成型设备对柴油机环进行绕制,一方面提高绕环的效率,线材的自动化上料绕环,以及绕环后的自动切割均提高柴油机环的加工效率,另一方面可调式绕环成型设备可以适应不同规格柴油机环的绕制加工,提高设备的适用范围。
46.其中成型设备的具体工作流程为:线材依次通过水平导座2和竖直导座3进行位置调节,随后进入到驱动组件4中,驱动组件4对线材起到绕环的进给输送,通过驱动电机42带动主动齿轮47转动,主动齿轮47带动齿轮带48转动,齿轮带48通过啮合传动带动多组从动齿轮46和驱动轴45同步转动,驱动轴45带动驱动导轮43转动,从而带动线材在支撑导轮44上向前移动;驱动组件4将线材输送到限位导座5中,通过限位导座5对线材绕环时进行限位,确保线材绕环是其余部位不会产生变形,线材在驱动组件4的作用下向前移动,通过调节绕环组件7的位置对线材进行绕环加工,根据需要绕制柴油机环规格的不同,调节绕环辊74的相对位置,且绕环辊74可拆卸安装在转动架73上,可以根据绕制柴油机环的规格不同安装对应的绕环辊74,当对应绕环辊74安装完成后,通过转动连接杆76,调节连接杆76与螺纹套77之间的相对位置,从而带动转动架73进行转动,进而实现对绕环辊74位置的调节,实现对不同规格柴油机换的绕环加工;
47.当绕制成一个环形结构后,利用切环组件8将绕制后的环形结构切割下来,推动气缸82带动滑动架83朝向环形线材移动,当切环底座84插入到环形线材内后,切环电机87带动切环刀88转动,随后驱动气缸86带动切环架85向下转动,通过切环刀88对环形线材进行切割,当环形线材切割完成后,驱动气缸86带动切环架85向上转动,推动气缸82带动滑动架83向后移动复位,切环电机87停止对切环刀88的驱动,将切割后的环形线材取出,随后通过对切割后的环形线材进行整形加工后,形成成品柴油机环。
48.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进
等,均应仍归属于本发明的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
