1.本发明涉及陶瓷生产技术领域,尤其涉及的是一种陶瓷压砖机及控制系统。
背景技术:
2.釉面砖的表面平整度是表征产品档次高低的一个重要特征,是生产过程中必须严格控制的工艺要求;影响釉面砖表面平整度的因素分为内因素和外因素;其中,内因素包括素坯温度及吸水率、釉料配方及工艺参数、烧成三个方面,一般通过相关的工艺技术手段去调整控制;外因素主要是指砖坯的表面平整度,一般通过调整粉料的颗粒级配和后期的表面处理来控制。
3.在现有陶瓷产品的生产中,由于陶瓷压砖机对粉料的颗粒级配已经做出了相应的要求,因此粉料的颗粒级配基本上是大同小异的;在砖坯压制后的表面处理上,一般采用海绵擦拭的方法去除砖坯上表面粘连的粉料;但是在将砖坯移出压机下模的过程中,砖坯底面会与压机下模的上表面产生滑动摩擦,压制过程中残留在压机下模上表面的粉料颗粒会在滑动摩擦中对砖坯产生较大的摩擦阻力,并造成砖坯底部产生划伤、擦痕等线条状条痕缺陷,影响了砖坯的表面平整度,进而破坏了釉面砖底部原有花纹的完整度及底部花纹的一致性。
4.因此,如何提供一种有效避免砖坯移出过程中底部被残余粉料颗粒划伤的陶瓷压砖机,成为了亟待解决的技术问题。
技术实现要素:
5.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种陶瓷压砖机及控制系统,旨在解决现有技术中砖坯移出压机下模过程中砖坯底部被残余粉料颗粒划伤的问题。
6.本发明解决技术问题所采用的技术方案如下:一种陶瓷压砖机,所述陶瓷压砖机包括:
7.机台;
8.压机机构,所述压机机构包括设置于所述机台上的压机下模;
9.悬浮推料机构,所述悬浮推料机构设置于所述机台上,且位于所述压机下模一侧,所述悬浮推料机构设置有朝向所述压机下模的若干第一悬浮喷孔。
10.进一步的,所述悬浮推料机构包括:
11.驱动件;
12.推料架,所述推料架设置于所述机台上,并与所述驱动件连接;
13.悬浮推板,所述悬浮推板设置于所述推料架靠近所述压机下模的一端,且所述悬浮推板与所述推料架连接;
14.其中,若干所述第一悬浮喷孔设置于所述悬浮推板上。
15.进一步的,所述悬浮推板包括:
16.推板本体;
17.连接部,所述连接部设置于所述推板本体靠近所述推料架的一端,且所述连接部与所述推料架连接;
18.其中,所述推板本体中设置有第一气腔,所述第一悬浮喷孔的一端与所述第一气腔连通,所述第一悬浮喷孔的另一端朝向所述机台设置。
19.进一步的,所述第一悬浮喷孔包括:
20.进气口,所述进气口位于所述第一悬浮喷孔靠近所述第一气腔的一端;
21.出气口,所述出气口位于所述第一悬浮喷孔靠近所述机台的一端;
22.其中,所述进气口与所述压机下模的距离小于所述出气口与所述压机下模的距离。
23.进一步的,所述悬浮推板还包括:
24.推动部,所述推动部设置于所述推板本体背离所述推料架的一端,且所述推动部与所述推板本体可拆卸连接;
25.其中,若干所述第一悬浮喷孔设置于所述推板本体靠近所述推动部的一端。
26.进一步的,所述推料架包括:
27.推料架本体,所述推料架本体与所述驱动件连接;
28.调节安装板,所述调节安装板设置于所述推料架本体靠近所述悬浮推板的一端,所述调节安装板与所述悬浮推板可拆卸连接;所述调节安装板沿高度方向开设有调节条孔,所述调节条孔与所述推料架本体可拆卸连接。
29.进一步的,所述压机下模包括:
30.下模本体;
31.模框,所述模框设置于所述下模本体上,且所述模框上设置有若干型腔以及气浮平台;
32.其中,所述气浮平台设置于所述模框背离所述下模本体的一侧,所述气浮平台沿高度方向开设有若干第二悬浮喷孔。
33.进一步的,所述模框沿宽度方向开设有连接槽和气压槽,所述气压槽设置于所述连接槽内,所述连接槽和所述气压槽均开设于所述模框背离所述下模本体的一侧面上;所述气浮平台设置于所述连接槽中。
34.进一步的,所述气浮平台包括:盖板,所述盖板容置于所述连接槽内,且所述盖板与所述连接槽可拆卸连接;若干所述第二悬浮喷孔设置于所述盖板上
35.本发明解决技术问题所采用的又一技术方案如下:一种基于如上所述的陶瓷压砖机的控制系统,所述控制系统包括:
36.调压模块,所述调压模块用于调节通入所述气浮平台和所述悬浮推料机构的压缩空气的气压;
37.动作模块,所述动作模块与所述调压模块连接,所述动作模块用于控制通入所述气浮平台和所述悬浮推料机构的压缩空气的启闭;
38.主控器,所述动作模块和所述调压模块均与所述主控器连接,所述主控器用于控制所述动作模块及所述调压模块的动作;
39.人机交互界面,所述人机交互界面与所述主控器连接,所述人机交互界面用于设
置、调节以及监控所述气浮平台和所述悬浮推料机构的运行参数。
40.本发明中提供了一种陶瓷压砖机及控制系统,所述陶瓷压砖机包括:机台;压机机构,所述压机机构包括设置于所述机台上的压机下模;悬浮推料机构,所述悬浮推料机构设置于所述机台上,且位于所述压机下模一侧,所述悬浮推料机构设置有朝向所述压机下模的若干第一悬浮喷孔。可以理解,通过设置压机机构,压机机构压制生成陶瓷砖坯,并通过悬浮推料机构将生成的陶瓷砖坯移出压机下模;通过在悬浮推料机构上设置若干朝向所述压机下模的第一悬浮喷孔,使得悬浮推料机构在移出陶瓷砖坯过程中,压缩空气通过若干第一悬浮喷孔形成向压机下模喷射的气流,气流作用于陶瓷砖坯底部,托起砖坯,产生悬浮作用,有效的减少了陶瓷砖坯与压机下模的上表面摩擦,同时气流又将压机下模残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤。
附图说明
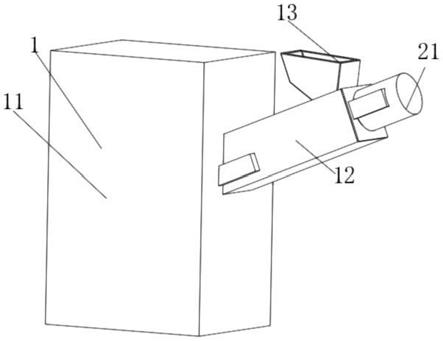
41.图1是本发明中提供的陶瓷压砖机的局部剖视的局部主视示意图;
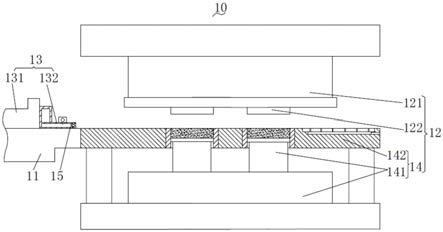
42.图2是本发明中提供的陶瓷压砖机的局部剖视示意图;
43.图3是本发明中提供的陶瓷压砖机中悬浮推板与调节安装板的配合关系的局部立体结构示意图;
44.图4是本发明中提供的陶瓷压砖机的另一局部剖视示意图;
45.图5是本发明中提供的陶瓷压砖机中模框与盖板的配合关系的立体爆炸结构示意图;
46.图6是本发明中提供的控制系统的功能原理框图;
47.附图标记说明:
48.10、陶瓷压砖机;11、机台;12、压机机构;13、悬浮推料机构;14、压机下模;15、第一悬浮喷孔;121、压机;122、压机上模;131、推料架;132、悬浮推板;133、气源接头;1311、推料架本体;1312、调节安装板;1313、调节条孔;1321、推板本体;1322、连接部;1323、推动部;1324、第一气腔;1325、气腔进气孔;141、下模本体;142、模框;143、第二悬浮喷孔;1421、型腔;1422、气浮平台;1423、连接槽;1424、气压槽;1425、第二气腔;1426、盖板;1427、压缩空气进气孔;151、进气口;152、出气口;20、控制系统;21、气源预处理模块;22、调压模块;23、动作模块;24、执行模块;25、主控器;26、人机交互界面;27、压机控制器;211、储气罐;212、空气干燥器;221、第一调压阀;222、第一气压表;223、第二调压阀;224、第二气压表;231、第一电磁阀;232、第二电磁阀。
具体实施方式
49.为使本发明的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
50.釉面砖的表面平整度是表征产品档次高低的一个重要特征,是生产过程中必须严格控制的工艺要求;影响釉面砖表面平整度的因素分为内因素和外因素;其中,内因素包括素坯温度及吸水率、釉料配方及工艺参数、烧成三个方面,一般通过相关的工艺技术手段去
调整控制;外因素主要是指砖坯的表面平整度,一般通过调整粉料的颗粒级配和后期的表面处理来控制。在现有陶瓷产品的生产中,由于陶瓷压砖机对粉料的颗粒级配已经做出了相应的要求,因此粉料的颗粒级配基本上是大同小异的;在砖坯压制后的表面处理上,一般采用海绵擦拭的方法去除砖坯上表面粘连的粉料;但是在将砖坯移出压机下模的过程中,砖坯底面会与压机下模的上表面产生滑动摩擦,压制过程中残留在压机下模上表面的粉料颗粒会在滑动摩擦中对砖坯产生较大的摩擦阻力,并造成砖坯底部产生划伤、擦痕等线条状条痕缺陷,影响了砖坯的表面平整度,进而破坏了釉面砖底部原有花纹的完整度及底部花纹的一致性。本发明基于现有技术中砖坯移出压机下模过程中砖坯底部被残余粉料颗粒划伤的问题,提供了一种陶瓷压砖机及控制系统,通过设置压机机构,压制生成陶瓷砖坯,并通过悬浮推料机构将生成的陶瓷砖坯移出压机下模;通过在悬浮推料机构上设置若干朝向所述压机下模的第一悬浮喷孔,使得悬浮推料机构在移出陶瓷砖坯过程中,压缩空气通过若干第一悬浮喷孔形成向压机下模喷射的气流,气流作用于陶瓷砖坯底部,托起砖坯,产生悬浮作用,有效的减少了陶瓷砖坯与压机下模的上表面的摩擦,同时气流又将压机下模上残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤,保证砖坯烧成后底部原有花纹的完整度及一致性;具体烦请详参下述实施例。
51.请参阅图1,本发明的第一实施例中提供了一种陶瓷压砖机10,所述陶瓷压砖机10包括机台11、压机机构12和悬浮推料机构13;所述压机机构12包括压机下模14,所述压机下模14设置于所述机台11上;所述悬浮推料机构13设置于所述机台11上,且所述悬浮推料机构13位于所述压机下模14一侧,所述悬浮推料机构13设置有朝向所述压机下模14的若干第一悬浮喷孔15。
52.可以理解,在陶瓷压砖机10中,压机机构12包括压机121、压机上模122和压机下模14,所述压机上模122设置于压机121上,压机下模14设置于机台11上并与所述压机上模122对应设置,压机上模122和压机下模14压制生成陶瓷砖坯;所述悬浮推料机构13和压机下模14均设置于所述机台11上,具体的,压机下模14的上表面与所述悬浮推料机构13的下表面平齐,或者所述压机下模14的上表面略低于所述悬浮推料机构13的下表面,以确保悬浮推料机构13顺利在机台11和压机下模14上移动,进而悬浮推料机构13顺利将压机下模14压制生成的陶瓷砖坯移出压机下模14的上表面;通过设置压机机构12,压机机构12压制生成陶瓷砖坯,并通过悬浮推料机构13将生成的陶瓷砖坯移出压机下模14;通过在悬浮推料机构13上设置若干朝向所述压机下模14的第一悬浮喷孔15,使得悬浮推料机构13在移出陶瓷砖坯过程中,压缩空气通过若干第一悬浮喷孔15形成向压机下模14喷射的气流,气流作用于陶瓷砖坯底部,托起砖坯,产生悬浮作用,有效的减少了陶瓷砖坯与压机下模14的上表面的摩擦,同时气流又将压机下模14上残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤。
53.请继续结合参阅图1和图2,在另一些较佳的实施方式中,所述悬浮推料机构13包括驱动件、推料架131和悬浮推板132;所述推料架131设置于所述机台11上,并与所述驱动件连接;所述悬浮推板132设置于所述推料架131靠近所述压机下模14的一端,且所述悬浮推板132与所述推料架131连接;其中,若干所述第一悬浮喷孔15设置于所述悬浮推板132上。
54.可以理解,所述悬浮推料机构13包括依次连接的驱动件、推料架131和悬浮推板132,所述驱动件用于驱动推料架131在机台11以及压机下模14上移动,进而通过推料架131上连接的悬浮推板132推动陶瓷砖坯移出压机下模14;所述驱动件可设置为驱动气缸或驱动电机;所述悬浮推板132可设置为长条形型材;若干所述第一悬浮喷孔15的孔径为1~2mm;通过设置驱动件、推料架131和悬浮推板132,实现将压机机构12压制生成的陶瓷砖坯移出压机下模14,同时通过设置于悬浮推板132上朝向所述压机下模14的若干所述第一悬浮喷孔15,形成向压机下模14喷射的气流,气流作用于陶瓷砖坯底部,托起砖坯,产生悬浮作用,有效的减少了陶瓷砖坯从压机下模14的上表面移出过程的摩擦,进而避免过大的摩擦对陶瓷砖坯底面的造成伤害,同时气流又将压机下模14残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤。
55.请继续参阅图2,在另一些较佳的实施方式中,所述悬浮推板132包括推板本体1321和连接部1322;所述连接部1322设置于所述推板本体1321靠近所述推料架131的一端,且所述连接部1322与所述推料架131连接;其中,所述推板本体1321中设置有第一气腔1324,所述第一悬浮喷孔15的一端与所述第一气腔1324连通,所述第一悬浮喷孔15的另一端朝向所述机台11设置。
56.可以理解,所述悬浮推板132包括推板本体1321和连接部1322,所述推板本体1321和连接部1322为一体设置,或者所述连接部1322焊接固定在所述推板本体1321上,也可选择其他连接方式,连接方式为现有技术,具体不再赘述;其中,所述连接部1322设置于所述推板本体1321靠近所述推料架131的一端,具体的,所述连接部1322设置在所述推板本体1321靠近所述推料架131的一端的上端面上,推板本体1321和连接部1322连接后呈“l”字形;所述推板本体1321中空设置形成密封的第一气腔1324,若干所述第一悬浮喷孔15设置于所述推板本体1321底部,第一悬浮喷孔15的一端连通第一气腔1324,第一悬浮喷孔15的另一端朝向所述机台11设置;所述悬浮推板132通过连接部1322连接于推料架131,使得驱动件的驱动作用通过推料架131和连接部1322作用于推板本体1321,实现推板本体1321推动砖坯移出压机下模14;同时通过设置于推板本体1321上的第一气腔1324及若干第一悬浮喷孔15,使得第一气腔1324中压缩空气经过若干第一悬浮喷孔15形成喷射气流,气流托起砖坯,减小砖坯底部与压机下模14上表面的摩擦;同时也吹走了压机下模14上残余的粉料,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤。
57.在一些较佳的实施方式中,若干所述第一悬浮喷孔15成排设置于所述推板本体1321靠近所述压机下模14的一端。
58.可以理解,将第一悬浮喷孔15成排设置在推板本体1321靠近所述压机下模14的一端,减小了陶瓷砖坯移出过程中砖坯与第一悬浮喷孔15的间距,进而缩短了第一悬浮喷孔15喷射气流对砖坯悬浮作用的距离,有利于提升喷射气流的悬浮作用效果,使得较低的压缩空气压力具有较好的悬浮效果,进而有效的提升了悬浮推板132上压缩空气的利用率以及悬浮推板132的悬浮效果,进而确保砖坯移出过程中底部不被残余粉料颗粒划伤;其中,成排设置可以为单排或双排,成排设置的设置方向与所述推板本体1321移出砖坯的方向相垂直。
59.请继续参阅图2,在一些实施方式中,所述推板本体1321还设置有气腔进气孔1325,所述气腔进气孔1325设置于所述推板本体1321背离所述机台11的上端面,所述气腔
进气孔1325与所述第一气腔1324相通;所述推板本体1321上连接有气源接头133,所述气源接头133一端与气腔进气孔1325连接,一端外接压缩空气。可以理解,通过设置气源接头133,使得外接压缩空气经过气源接头133以及气腔进气孔1325进入第一气腔1324,实现对推板本体1321供气,进而为砖坯移出过程中悬浮推板132的悬浮作用提供了保障。
60.请继续参阅图2,在另一些较佳的实施方式中,所述第一悬浮喷孔15包括进气口151和出气口152;所述进气口151位于所述第一悬浮喷孔15靠近所述第一气腔1324的一端;所述出气口152位于所述第一悬浮喷孔15靠近所述机台11的一端;其中,所述进气口151与所述压机下模14的距离小于所述出气口152与所述压机下模14的距离。
61.可以理解,第一气腔1324中压缩空气依次经过进气口151和出气口152喷射向机台11,所述进气口151与所述推料架131的距离小于所述出气口152与所述推料架131的距离,具体的,所述第一悬浮喷孔15倾斜设置,出气口152相比进气口151更为靠近所述压机下模14,使得通过第一悬浮喷孔15的气流斜向所述压机下模14喷射,即气流往砖坯方向喷射,减少了从第一悬浮喷孔15中喷射的气流在直接作用于砖坯之前的整个过程中的能量损耗,有利于提升喷射气流的对砖坯的悬浮效果,即增大了气流对砖坯底部的浮力;通过设置所述第一悬浮喷孔15中所述进气口151与所述压机下模14的距离小于所述出气口152与所述压机下模14的距离,使得第一气腔1324中压缩空气经过第一悬浮喷孔15斜向压机下模14喷射,并作用于陶瓷砖坯的底部,有效的提升了悬浮推板132在移出砖坯过程中对砖坯的悬浮作用,同时斜向压机下模14喷射的气流也能有效的增强对残余粉料的吹除效果,进一步保障了提升了砖坯移出过程中底部不被残余粉料颗粒划伤。
62.请继续参阅图2,在另一些较佳的实施方式中,所述悬浮推板132还包括推动部1323,所述推动部1323设置于所述推板本体1321背离所述推料架131的一端,且所述推动部1323与所述推板本体1321可拆卸连接;其中,若干所述第一悬浮喷孔15设置于所述推板本体1321靠近所述推动部1323的一端。
63.可以理解,所述推动部1323与所述推板本体1321可拆卸连接,具体的,所述推动部1323与所述推板本体1321可设置为卡扣连接或螺纹连接;通过设置所述推动部1323与所述推板本体1321可拆卸连接,方便了推动部1323的更换,进而延长了所述悬浮推板132的使用寿命,同时对推动部1323及时更换,将进一步提升了悬浮推板132移出砖坯过程中的平稳,有效的避免了悬浮推板132中推动部1323的磨损对砖坯的造成接触伤害,进而提升了陶瓷砖坯移出过程的良品率。
64.在一些实施方式中,推板本体1321沿长度方向开设有第一插槽或第一接头,所述第一插槽或第一接头设置于所述推板本体1321与所述推动部1323结合处;所述推动部1323上对应所述第一插槽或第一接头设置有第二接头或第二插槽,所述第一插槽与所述第二接头卡接,所述第一接头与所述第二插槽卡接;其中,所述推动部1323具体可设置为胶条。
65.可以理解,通过设置推板本体1321与推动部1323卡接,方便了推动部1323的更换,进而延长了所述悬浮推板132的使用寿命,且有效减小悬浮推板132上推动部1323位的磨损对砖坯的伤害,进而保障了陶瓷砖坯移出过程的良品率;通过设置推动部1323为胶条,使得胶条的柔软特性提供缓冲作用,能有效的降低悬浮推板132推动过程对陶瓷砖坯接触面的伤害,进而提升了陶瓷砖坯移出过程的良品率,同时胶条作为易损件更换,可有效降低悬浮推板132的维护成本。
66.请结合参阅图2和3,在另一些较佳的实施方式中,所述推料架131包括推料架本体1311和调节安装板1312;所述推料架本体1311与所述驱动件连接;所述调节安装板1312设置于所述推料架本体1311靠近所述悬浮推板132的一端,所述调节安装板1312与所述悬浮推板132可拆卸连接;所述调节安装板1312沿高度方向开设有调节条孔1313,所述调节条孔1313与所述推料架本体1311可拆卸连接。
67.可以理解,所述调节安装板1312设置在推料架本体1311与悬浮推板132之间,所述悬浮推板132可拆卸连接在调节安装板1312上,可拆卸连接方式具体可选择卡扣连接或螺纹连接,所述调节安装板1312通过调节条孔1313与推料架本体1311可拆卸连接,可拆卸连接方式具体可选择卡扣连接或螺纹连接;所述调节条孔1313沿高度方向开设,即所述调节安装板1312与所述推料架本体1311的连接位置高度可调;通过设置调节安装板1312以及在调节安装板1312上开设调节条孔1313,使得调节安装板1312与推料架本体1311之间高度可调,进而使得连接在调节安装板1312上的悬浮推板132高度可调,使得悬浮推板132与机台11以及压机下模14之间保持间隙,进而确保悬浮推板132底部从第一悬浮喷孔15中喷射的气流沿间隙流动,进而形成对陶瓷砖坯的悬浮气流,保证了悬浮推板132对砖坯的悬浮效果;同时通过调节悬浮推板132高度,使得悬浮推板132的推力作用于砖坯侧面合适位置,确保砖坯侧面受力均匀,避免了推动过程由于砖坯侧面受力不均对砖坯的破坏,也使得悬浮推料机构13可适用于不同规格砖坯,提升悬浮推料机构13的通用性。
68.请结合参阅1和图4,在另一些较佳的实施方式中,所述压机下模14包括下模本体141和模框142;所述模框142设置于所述下模本体141上,且所述模框142上设置有若干型腔1421以及气浮平台1422;其中,所述气浮平台1422设置于所述模框142背离所述下模本体141的一侧,所述气浮平台1422沿高度方向开设有若干第二悬浮喷孔143。
69.可以理解,压机机构12压制生成陶瓷砖坯过程中,陶瓷砖坯在模框142的型腔1421中生成,下模本体141将压制好的陶瓷砖坯顶出型腔1421到模框142的上表面;模框142上包括若干型腔1421和型腔外区域,型腔外区域可设置气浮平台1422,但是在悬浮推料机构13接触砖坯前的区域,不需要设置气浮平台1422;具体的,气浮平台1422设置在陶瓷砖坯移出路径上,可以设置在两排型腔1421的中间区域,也可设置在砖坯移出经过所有型腔1421后的出料区域;气浮平台1422上沿高度方向开设有若干第二悬浮喷孔143,压缩空气经由若干第二悬浮喷孔143形成喷射气流,对经过气浮平台1422的砖坯形成悬浮的浮力,减少砖坯底部与模框142的摩擦力;若干所述第二悬浮喷孔143的孔径为1~2mm;通过在模框142上设置气浮平台1422以及在气浮平台1422上沿高度方向开设有若干第二悬浮喷孔143,使得陶瓷砖坯移出模框142过程中,若干第二悬浮喷孔143中喷射气流对气浮平台1422上的陶瓷砖坯形成悬浮的浮力,有效的减少了砖坯移出过程的摩擦,进而避免摩擦过大对陶瓷砖坯底面的伤害,同时气流又将残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤。
70.请结合参阅4和图5,在另一些实施方式中,所述模框142沿宽度方向开设有连接槽1423和气压槽1424,所述气压槽1424设置于所述连接槽1423内,所述连接槽1423和所述气压槽1424均开设于所述模框142背离所述下模本体141的一侧面上;所述气浮平台1422设置于所述连接槽1423中。
71.可以理解,所述模框142沿宽度方向开设的连接槽1423和气压槽1424,其中,宽度
方向与陶瓷砖坯的移出方向相垂直,气压槽1424设置于连接槽1423内,气压槽1424与连接槽1423共同构成截面呈倒“凸”字形的阶梯槽;当气浮平台1422设置于连接槽1423中,气浮平台1422与气压槽1424形成密封腔,在密封腔中通入压缩空气形成第二气腔1425,第二气腔1425中压缩空气从气浮平台1422上若干第二悬浮喷孔143中通过形成喷射气流,喷射气流对砖坯产生悬浮的浮力;模框142的侧面上还开设有连通第二气腔1425的压缩空气进气孔1427,外接压缩空气从压缩空气进气孔1427中进入第二气腔1425;通过设置连接槽1423和气压槽1424,使得设置于连接槽1423中气浮平台1422与气压槽1424形成密封腔,通入密封腔的压缩空气经由第二悬浮喷孔143形成喷射气流,有效的保障了所述气浮平台1422对陶瓷砖坯的悬浮作用,进而为避免砖坯移出过程中底部被残余粉料颗粒划伤提供了保障。
72.请继续参阅5,在另一些较佳的实施方式中,所述气浮平台1422包括盖板1426,所述盖板1426容置于所述连接槽1423内,且所述盖板1426与所述连接槽1423可拆卸连接;若干所述第二悬浮喷孔143设置于所述盖板1426上。
73.可以理解,气浮平台1422设置为盖板1426,盖板1426上开设有若干第二悬浮喷孔143,具体的,若干第二悬浮喷孔143阵列设置在盖板1426上,确保生成均匀的喷射气流,进而对砖坯形成均匀的浮力,进一步的保障了气浮平台1422的悬浮效果;通过设置盖板1426以及在盖板1426上开设若干第二悬浮喷孔143,使得陶瓷砖坯移出模框142过程中,若干第二悬浮喷孔143中喷射气流对盖板1426上的陶瓷砖坯形成悬浮的浮力,有效的减少了砖坯移出过程的摩擦,进而避免摩擦过大对陶瓷砖坯底面的伤害,同时气流又将残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部被残余粉料颗粒划伤。
74.请参阅图6,本发明的第二实施例中还提供了一种基于陶瓷压砖机10的控制系统20,所述控制系统20包括调压模块22、动作模块23、主控器25和人机交互界面26;所述调压模块22用于调节通入所述气浮平台1422和所述悬浮推料机构13的压缩空气的气压;所述动作模块23与所述调压模块22连接,所述动作模块23用于控制通入所述气浮平台1422和所述悬浮推料机构13的压缩空气的启闭;所述动作模块23和所述调压模块22均与所述主控器25连接,所述主控器25用于控制所述动作模块23及所述调压模块22的动作;所述人机交互界面26与所述主控器25连接,所述人机交互界面26用于设置、调节以及监控所述气浮平台1422和所述悬浮推料机构13的运行参数。
75.可以理解,外接压缩空气依次经由调压模块22、动作模块23到达执行模块24,执行模块24包括悬浮推料机构13和气浮平台1422;调压模块22调节压缩空气的气压,进而改变了悬浮推料机构13和气浮平台1422中喷射气流的浮力,避免浮力过大对砖坯造成损伤,或者浮力过小无法有效减小砖坯底部摩擦,有效的保障了悬浮推料机构13和气浮平台1422对砖坯的悬浮效果;动作模块23控制通入悬浮推料机构13和气浮平台1422中压缩空气的通断,实现对悬浮推料机构13和气浮平台1422中砖坯悬浮功能的控制,控制悬浮推料机构13和气浮平台1422中砖坯悬浮功能的开启和关闭;主控器25与所述动作模块23与所述调压模块22连接,通过设置主控器25,实现了对悬浮推料机构13和气浮平台1422中喷射气流的浮力以及悬浮推料机构13和气浮平台1422中砖坯悬浮功能的自动控制;人机交互界面26与主控器25连接,从主控器25获取的气浮平台1422和悬浮推料机构13的运行参数通过人机交互界面26显示,进而操作人员可根据人机交互界面26展示的运行参数进行设置和调节气浮平
台1422和悬浮推料机构13运行状态,进而通过主控器25控制动作模块23与调压模块22,改变气浮平台1422和悬浮推料机构13运行状态,其中,运行状态是指气浮平台1422和悬浮推料机构13中浮力大小、通入压缩空气的先后顺序、时间长短以及间隙时间等;通过设置调压模块22、动作模块23、主控器25和人机交互界面26,实现陶瓷压砖机10中悬浮推料机构13和气浮平台1422中悬浮功能的自动化运行,有效避免砖坯移出过程中底部被残余粉料颗粒划伤,进而提升陶瓷压砖机10中砖坯的良品率。
76.请继续参阅图6,需要说明的是,所述控制系统20还包括压机控制器27,所述压机控制器27与主控器25连接,所述压机121控制用于控制陶瓷压砖机10中压机机构12压制生成砖坯动作,以及控制悬浮推料机构13推动砖坯移出压机下模14;通过设置压机控制器27并将压机控制器27与主控器25连接,使得主控器25对悬浮推料机构13和气浮平台1422中悬浮功能控制,与砖坯的压制生成和移出过程形成联动,使得悬浮功能有效应用于砖坯移出过程,进而保障了砖坯移出过程中底部不被残余粉料颗粒划伤,进一步提升了陶瓷压砖机10中砖坯的良品率。
77.请继续参阅图6,在另一些较佳的实施方式中,所述控制系统20还包括气源预处理模块21,所述气源预处理模块21与所述调压模块22连接,所述气源预处理模块21用于对外接压缩空气进行预处理,去除压缩空气中水分,进而避免悬浮推料机构13和气浮平台1422喷射的气流中对砖坯含水率的影响,保障砖坯的质量;所述气源预处理模块21包括储气罐211和空气干燥器212,储气罐211用于保证压缩空气的稳定供气,空气干燥器212用于去除压缩空气中含有的水分,避免压缩空气中的水分对砖坯含水率造成影响;所述空气干燥器212可优选为吸附式空气干燥器。
78.请继续参阅图6,在另一些较佳的实施方式中,所述调压模块22包括第一调压阀221、第一气压表222、第二调压阀223、第二气压表224,所述第一调压阀221和第一气压表222用于调节通入悬浮推料机构13中压缩空气的气压,所述第二调压阀223和第二气压表224用于调节通入气浮平台1422中压缩空气的气压,使得悬浮推料机构13和气浮平台1422获得合适的压缩空气气压,避免浮力过大对砖坯造成损伤,或者浮力过小无法有效减小砖坯底部摩擦,有效的保障了悬浮推料机构13和气浮平台1422对砖坯的悬浮效果。
79.请继续参阅图6,在另一些较佳的实施方式中,所述动作模块23包括第一电磁阀231和第二电磁阀232;所述第一电磁阀231控制通入悬浮推料机构13压缩空气的开闭;所述第二电磁阀232控制通入气浮平台1422压缩空气的开闭;通过设置第一电磁阀231和第二电磁阀232,分别实现对悬浮推料机构13和气浮平台1422中悬浮功能的控制。
80.综上所述,本发明中提供了一种陶瓷压砖机及控制系统,所述陶瓷压砖机包括:机台;压机机构,所述压机机构包括设置于所述机台上的压机下模;悬浮推料机构,所述悬浮推料机构设置于所述机台上,且位于所述压机下模一侧,所述悬浮推料机构设置有朝向所述压机下模的若干第一悬浮喷孔。可以理解,通过设置压机机构,压级机构压制生成陶瓷砖坯,并通过悬浮推料机构将生成的陶瓷砖坯移出压机下模;通过在悬浮推料机构上设置若干朝向所述压机下模的第一悬浮喷孔,使得悬浮推料机构在移出陶瓷砖坯过程中,压缩空气通过若干第一悬浮喷孔形成向压机下模喷射的气流,气流作用于陶瓷砖坯底部,托起砖坯,产生悬浮作用,有效的减少了陶瓷砖坯与压机下模的上表面摩擦,同时气流又将压机下模残留的粉料吹走,防止残留粉料进入砖坯底部,进而有效的避免了砖坯移出过程中底部
被残余粉料颗粒划伤。
81.应当理解的是,本发明的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。