1.本发明属于建筑装饰材料生产技术领域,具体涉及一种仿大理石装饰 片材专用的制作设备和制作方法。
背景技术:
2.现有以仿大理石装饰片材片体所用材料,在片体所用材料尚为料浆状 态时仿制大理石的制作方式,主要是以手工方式制作,存在生产效率低、制作 成本高、劳动强度大、产品质量不稳定等问题。专利号为201410845933.0公开的一种仿大理石生产线,其
技术实现要素:
中,未 涉及仿制大理石的制作方法、设备装置,且其所述生产线仅适用于生产装饰线 条。现有仿大理石装饰片材,均是在预先制作完成的片体表面,喷涂仿大理石 涂层,或在预先制作完成的片体表面粘贴仿大理石层,存在仿大理石层与片体 分离的隐患,制作工序复杂,制作成本高等问题。在片体所用材料未凝固尚为料浆状态时,通过多种颜色的片体所用料浆和 /或过度色的片体所用料浆和/或相互穿插、排列、覆盖、融合、挤压的片体 所用料浆,仿制大理石的设备、制作方法未见报道。
发明内容
3.针对上述问题,本发明的目的,在于提供一种生产效率高、成本低, 仿制效果逼真,所仿制大理石图形丰富多样,产品质量稳定、安全可靠,以 自动化或机械化设备制作仿大理石装饰片材的专用设备和制作方法。
4.本发明的目的是通过以下技术方案予以实现的:一种仿大理石装饰片材专用的制作设备,包括输送线、模具,其特征在于: 所述输送线的上方设有线或/和条或/和点或/和片状料浆的铺放器、放料器或/ 和料浆喷撒器;所述线或/和条或/和点或/和片状料浆的铺放器、放料器或/和 料浆喷撒器安装固定在输送线的上方或安装在输送线上方的导轨上,固定在导 轨上时通过与导轨相接的电机、数控装置或异形轮、连杆,实现其垂直和/或水 平方向位移或停止、停顿或快行、慢行;所述线或/和条或/和点或/和片状料浆 的铺放器、放料器或/和料浆喷撒器,将料浆落放、浇筑、喷撒、涂抹在模具表 面,形成多种颜色的料浆和/或过度色的料浆或相互穿插和/或排列和/或覆盖和 /或融合和/或挤压的大理石图形;优选的,所述线或/和条或/和点或/和片状料 浆的铺放器、放料器或/和料浆喷撒器安装在输送线上方的导轨上;优选的,所述铺放器为线状料浆的铺放器;所述线或/和条或/和点或/和片状料浆的铺放器、放料器或/和料浆喷撒器 的具体选择、设定1个或多个及前后顺序,是根据具体大理石图形、颜色而相 应设定。
5.所述输送线的上方设有线或/和条或/和点或/和片状料浆的铺放器、丝 状料浆沾放器、放料器或/和料浆喷撒器、喷气枪或/和沾挤头或/和挠挑爪、增 强网铺放装置;所述
线或/和条或/和点或/和片状料浆的铺放器包括基座、下料 器、置于下料罐下方的料浆成型盘,所述料浆成型盘上设有线或/和条或/和点 或/和片状的下料口,所述料浆成型盘为圆形或方形或异形;所述丝状料浆沾放 器包括沾料摆件、丝状头,所述丝状头由丝状物组成,通过沾料摆件使丝状头 从放有料浆的装置中沾上料浆,再将所沾料浆沾放到模具表面;所述沾挤头包 括连杆、沾挤头,所述沾挤头由柔韧性片材折成或为众多线条状物组成的点、 条列阵或为絮状物;所述增强网铺放装置包括相对放置的料浆滚筒、网卷架, 所述增强网从网卷架放下并穿过放有料浆的料浆滚筒之间,被料浆湿润或包覆; 所述喷气枪或/和沾挤头或/和挠挑爪安装固定在输送线的上方或安装在输送线 上方的导轨上,固定在导轨上时通过与导轨相接的电机、数控装置或异形轮、 连杆,实现其垂直和/或水平方向位移或停止、停顿或快行、慢行;优选的,所述料浆成型盘上设有线、条状的下料口,所述料浆成型盘为圆 形;优选的,所述喷气枪或/和沾挤头或/和挠挑爪安装在输送线上方的导轨上;所述线或/和条或/和点或/和片状料浆的铺放器、放料器或/和料浆喷撒器、 喷气枪或/和沾挤头或/和挠挑爪的具体选择1种或多种、设定1个或多个及前 后顺序,是根据具体大理石图形、颜色而相应设定。
6.所述输送线的上方依次设有线或/和条或/和点或/和片状料浆铺放器、 丝状料浆沾放器、放料器、料浆喷撒器、喷气枪、沾挤头、挠挑爪、复层料浆 铺放装置、复层增强网铺放装置、预养护装置、切分装置或/和下模装置或/和 脱模装置;所述料浆成型盘自身转动或静止;所述线或/和条或/和点或/和片状 料浆的铺放器设有刮片,用以将料浆成型盘中的料浆从下料口刮出落在模具表 面;所述刮片在料浆成型盘中刮动或旋转或静止。
7.所述料浆成型盘与电机相接使料浆成型盘旋转,所述电机固定在基座上, 所述刮片一端固定在基座上,另一端伸入成型盘内,距料浆成型盘内表面 0.2mm~5mm;所述下料器固定在基座上,所述基座安装在导轨上。
8.所述一种仿大理石装饰片材的制作方法,包括以下步骤:步骤1、在输送线运行中,1个或多个线或/和条或/和点或/和片状料浆的 铺放器,将同色或不同色的料浆落放在模具表面;通过导轨、电机、数控装置 或异形轮、连杆,使铺放器垂直和/或水平方向位移或停止、停顿或快行、慢行, 从而在模具表面形成线或/和条或/和点或/和片状的图形;步骤2、1个或多个放料器在步骤1、步骤2所述料浆或/和模具表面铺放同 色或多种色的料浆;步骤3、1个或多个料浆喷撒器将同色或不同色的料浆喷撒在模具和线或/ 和条或/和点或/和片状的图形表面;步骤4、待上述料浆达到切分或下模或脱模强度后,对装饰片材进行切分或 下模或脱模,即完成仿大理石装饰片材的制作。
9.一种仿大理石装饰片材的制作方法,包括以下步骤:步骤1、在输送线运行中,1个或多个线或/和条或/和点或/和片状料浆的 铺放器,将同色或不同色的料浆落放在在模具表面;通过导轨、电机、数控装 置或异形轮、连杆,使铺放器垂直和/或水平方向位移或停止、停顿或快行、慢 行,从而在模具表面形成线或/和条或/和点或/和片状的图形;
步骤2、1个或多个丝状料浆沾放器,通过沾料摆件使丝状头从放有料浆的 装置中沾上料浆,再将所沾料浆沾放到模具表面;步骤3、1个或多个料浆喷撒器将同色或不同色的料浆喷撒在模具表面,形 成过度色或同色的料浆层;步骤4、1个或多个放料器在步骤1、步骤2所述料浆或/和模具表面铺放同 色或多种色的料浆;步骤5、1个或多个喷气枪或/和1个或多个沾挤头或/和1个或多个挠挑爪, 对步骤1、步骤2、步骤3所述料浆进行局部喷气、沾挤、挠挑;步骤6、复层料浆铺放装置在上述料浆表面铺放复层料浆并使其平整;步骤7、增强网从复层增强网铺放装置的网卷架落下,穿过料浆及料浆滚筒 后平铺在复层料浆表面,并与复层料浆表面牢固结合;步骤8、对装饰片材进行预养护,在其达到切分或下模强度后,进行切分或 下模,即完成仿大理石装饰片材的制作。
10.一种仿大理石装饰片材的制作方法,其特征在于,包括以下步骤:步骤1、在输送线运行中,放料器将多色料浆铺放或浇筑在模具表面;步骤2、喷气枪对多色料浆料浆进行局部喷气,使受喷气的多色料浆产生位 移、融合,形成更加丰富多样的大理石图形;步骤3、待多色料浆上表面少许凝结后,复层增强网铺放装置将包覆有料浆 的增强网平铺在多色料浆上表面,并与多色料浆上表面牢固结合,待料浆达到 下模强度后下模,即完成,仿大理石装饰片材的制作。
11.本发明的优点在于:以自动化或机械化设备制作仿大理石装饰片材,生产效率高、成本低, 仿制效果逼真,所仿制大理石图形丰富多样,产品质量稳定、安全可靠。
附图说明
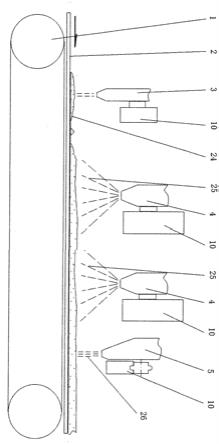
12.图1是实施例一的设备及制作方法示意图;
13.图2是实施例二、实施例三的设备及制作方法示意图;
14.具体实施方式
15.为了使本发明更加清楚明白,以下结合附图详细说明,此处所描述的 具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.实施例一,根据图1所示:在输送线(1)运行中,1个线和条状料浆的铺放器(3),将不同色的料浆 (24)落放在在模具(2)表面;通过导轨(10)使铺放器(3)垂直和/或水平 方向位移及停止、停顿、快行、慢行,从而在模具(2)表面形成线和条状的图 形;设置于相应位置的2个料浆喷撒器(4)将不同色的料浆(25)喷撒在模具 (2)和线和条的图形表面;1个放料器(5)在料浆(24)(25)或/和模具(2) 表面铺放同色的料浆(26);待料浆达到切分、下模强度后,对装饰片材进行切 分、下模,即完成仿大理石装饰片材的制作。
17.实施例二,根据图2所示:在输送线(1)运行中,线和条状料浆铺放器(3)的基座(13)上按设的 电机(14),使与之相接的料浆成型盘(16)旋转,刮片(15)将从下料器(12) 落在成型盘(16)中的料浆(24)从下料口(11)刮落在模具(2)表面,刮片 (15)距料浆成型盘内表面3mm;通过导轨(10)使铺放器(3)垂直和/或水平 方向位移及停止、停顿、快行、慢行,从而在模具(2)表面形成线和条状的图 形;3个丝状料浆沾放器(29),通过沾料摆件(30)使丝状头(31)从放有料 浆的装置中沾上料浆,再将所沾料浆沾放到模具(2)表面;料浆喷撒器(4) 将同色的料浆(25)喷撒在模具(2)、线和条状的图形表面;放料器(5)在料 浆(24)(25)或/和模具(2)表面铺放不同色的料浆(26);喷气枪(6)、沾 挤头(7)、挠挑爪(8),对料浆(24)(25)进行局部喷气、沾挤、挠挑,使料 浆(24)、(25)、(26)形成的大理石图形更加丰富多样;复层料浆铺放装置(28) 在上述料浆表面铺放复层料浆(27)并使其平整;增强网(20)从复层增强网 铺放装置(28)的网卷架(21)落下,穿过料浆(22)及料浆滚筒(23)后平 铺在复层料浆(27)表面,并与复层料浆(27)表面牢固结合;对装饰片材进 行预养护,在其达到下模强度后下模,即完成复层构造的仿大理石装饰片材的 制作。
18.实施例三,根据图3所示:在输送线(1)运行中,放料器(5)将a色料浆中加有少量b色料浆、少 许c色料浆并少加搅拌的料浆(26)铺放在模具(2)表面;喷气枪(6)、对料 浆(26)进行局部喷气,使料浆(26)形成的大理石图形更加丰富多样;待料 浆(26)表面少许凝结后,复层增强网铺放装置(9)将包覆有料浆(22)的增 强网(20)平铺在料浆(26)表面,并与料浆(26)表面牢固结合;待料浆达 到下模强度后下模,即完成通体构造仿大理石装饰片材的制作。
19.以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上 的限制,任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下, 都可利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修 饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内 容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同替换、等 效变化及修饰,均仍属于本发明保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。