一种提高软化温度的pp
技术领域
1.本发明属于材料制备技术领域,特指一种提高软化温度的pp。
背景技术:
2.pp一般指聚丙烯,是一种性能优良的热塑性合成树脂,为无色半透明的热塑性轻质通用塑料。具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能等,这使得聚丙烯自问世以来,便迅速在机械、汽车、电子电器、建筑、纺织、包装、农林渔业和食品工业等众多领域得到广泛的开发应用,市场上常见的微波炉餐具的耐温都要求在120℃,而pp本身的热变形温度只有105℃,所有纯pp材料无法作为微波炉餐具。
技术实现要素:
3.为克服现有技术的不足及存在的问题,本发明提供一种方便生产且热变形温度高的提高软化温度的pp。
4.为实现上述目的,本发明采用如下技术方案:
5.一种提高软化温度的pp,包括以下组分:
6.润滑剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3.5
‰
~4.5
‰
,
7.增刚母粒
ꢀꢀꢀꢀꢀꢀꢀꢀ
2.5%~3.5%,
8.滑石粉母粉
ꢀꢀꢀꢀꢀꢀ
25%~35%,
9.余量为pp树脂,以上组分之和为100%。
10.进一步地:包括以下组分:润滑剂4
‰
,增刚母粒3%,滑石粉母粉30%,余量为pp树脂,以上组分之和为100%。
11.进一步地:所述润滑剂为扩散粉eb-ff。
12.一种提高软化温度的pp的制备方法,包括如下步骤:
13.a、将各组分按照质量百分比混合并在高速搅拌机共混20分钟;
14.b、使用螺杆造料机将步骤a中产生的混料切片。
15.进一步地:所述螺杆造料机的参数条件为:输送段温度、熔融段温度、混炼段温度、均化段温度分别为:200℃,205℃,230℃,200℃。
16.进一步地:所述螺杆造料机的参数条件为:输送段温度、熔融段温度、混炼段温度、排气段温度、均化段温度分别为:200℃,205℃,230℃,230℃,200℃。
17.进一步地:所述螺杆造料机的模头温度为240℃。
18.与现有技术相比,本发明的有益效果是:
19.本发明全新设计了pp材料的配方,该pp材料不仅热变形温度得以提高,其硬度也更高,且本发明优化材料的制备方法,通过长时间高速搅拌使各组分充分混合,避免物料分布不均匀影响pp材料的综合性能。
附图说明
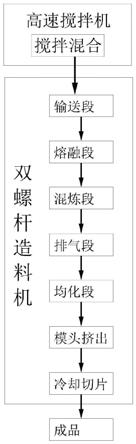
20.图1是本发明提高软化温度的pp的制备方法的流程图。
具体实施方式
21.为了便于本领域技术人员的理解,下面结合附图和具体实施例对本发明作进一步描述。
22.如图1所示,一种提高软化温度的pp,包括以下组分:
23.润滑剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3.5
‰
~4.5
‰
,
24.增刚母粒
ꢀꢀꢀꢀꢀꢀꢀꢀ
2.5%~3.5%,
25.滑石粉母粉
ꢀꢀꢀꢀꢀꢀ
25%~35%,
26.余量为pp树脂,以上组分之和为100%。
27.本发明中制造的提高软化温度的pp主要是为了作为微波炉餐具,而微波炉餐具的耐温都要求在120℃,但是为了避免使用者失误导致微波炉温度过高,故本发明中生产的pp材料热变形温度要在150℃以上。
28.本发明中所述pp树脂为宁波台塑1124pp,优选所述润滑剂为扩散粉eb-ff,扩散粉eb-ff具有内外润滑效果和降粘作用,pp树脂加工过程中,当保持剪切应力不变的情况下,添加扩散粉eb-ff允许提高剪切速率从而加速树脂的塑化与混炼,提高生产效率,并能降低产量能耗比。
29.以下实施例中未注明具体条件的实验方法,通常按照常规条件,或按照制造厂商所建议的条件,以下实施例所指含量均为重量份数。
30.实施例一:
31.提高软化温度的pp包括以下组分:润滑剂4
‰
,增刚母粒3%,滑石粉母粉25%,余量为pp树脂71.6%。
32.实施例二:
33.提高软化温度的pp包括以下组分:润滑剂4
‰
,增刚母粒3%,滑石粉母粉30%,余量为pp树脂66.6%。
34.实施例三:
35.提高软化温度的pp包括以下组分:润滑剂4
‰
,增刚母粒3%,滑石粉母粉35%,余量为pp树脂61.6%。
36.在润滑剂含量4
‰
以及增刚母粒含量3%的情况下,并按照一定重量百分含量的滑石粉母粉添加量加到pp树脂中,进行性能测试,结果如下表1所示:
37.表1
38.滑石粉母粉含量%01525303540pp树脂含量%99.681.671.666.661.656.6热变形温度/℃104.9135.2155.3160.1162.1163.3
39.根据表1中数据可知,在滑石粉含量在0~40%范围内,随着滑石粉含量的增加pp材料的热变形温度逐渐增高,且在滑石粉含量在0~25%范围内,随着滑石粉含量的增加pp材料的热变形温度快速增加,在滑石粉含量在25~35%范围内,随着滑石粉含量的增加pp材料的热变形温度少量增加,在滑石粉含量在35~40%范围内,随着滑石粉含量的增加pp
材料的热变形温度微量增加,故本发明优选提高软化温度的pp包括:润滑剂4
‰
,增刚母粒3%,滑石粉母粉30%,余量为pp树脂66.6%,该种组分的pp。
40.一种提高软化温度的pp的制备方法,包括如下步骤:
41.a、将各组分按照质量百分比混合并在高速搅拌机共混20分钟;
42.b、使用螺杆造料机将步骤a中产生的混料切片。
43.本实施例中所述步骤a中所述高速搅拌机为瑞安市瑞诚橡塑机械有限公司生产的rc-200高速搅拌机。
44.步骤b中所述螺杆造料机可以是四段加热的螺杆造料机,也可以是五段加热的螺杆造料机,其中当所述螺杆造料机是四段加热的螺杆造料机时螺杆造料机的参数条件为:输送段温度、熔融段温度、混炼段温度、均化段温度分别为:200℃,205℃,230℃,200℃,本发明优选当所述螺杆造料机是五段加热的双螺杆造料机,此时所述螺杆造料机的参数条件为:输送段温度、熔融段温度、混炼段温度、排气段温度、均化段温度分别为:200℃,205℃,230℃,230℃,200℃,本发明中采用的双螺杆造料机为南京科尔克挤出装备有限公司生产的kte-65双螺杆挤出造粒机。
45.其中输送段的作用是输送物料、防止溢料;熔融段的作用是通过热传递和摩擦剪切使物料充分熔融和均化;混炼段的作用是使物料组分尺寸进一步细化与均匀形成理想的结构,具分布性与分散性混合功能;排气段的作用是排出水汽、低分子量物质等杂质;均化段的作用是输送和增压,建立一定压力,使模口处物料有一定的致密度,同时进一步混合,最终达到顺利挤出造粒的目的。
46.所述螺杆造料机的模头温度为240℃,从均化段排出的pp材料通过高温模头挤出成条状,再通过水槽冷却,由切料机切片制成颗粒状的pp材料。
47.上述实施例仅为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。