1.本发明涉及物流器械的技术领域,特别是涉及一种包裹安检后自动化标记机器人及标记方法。
背景技术:
2.物流是物品从供应地向接收地的实体流动过程中,根据实际需要,将运输、储存、装卸搬运、包装、流通加工、配送、信息处理等功能有机结合起来实现用户要求的过程。物流业是融合运输、仓储、加工配送、市场交易乃至信息化为一体的复合型服务业。改革开放以来,中国经济持续高速发展,物流行业发展很迅速;而网上购物这样新的消费习惯的崛起,更是刺激物流行业的爆炸式发展;时至今日,在网上购买的产品,往往在一星期内就能送达,有些甚至第二天就能签收;而作为商业血管的物流行业,已经发展相当规模,但中国的物流大国地位在国际上毕竟属于后起之秀,虽然取得诸多成就,但也问题诸多。与发达国家相比,中国物流基础设施相对滞后,现代化设施比重低,不能满足现代物流发展要求。为了保障人民生产生活的便利和安全,物流行业每天都需要对大量包裹进行快速有效地安检;以往对这些安检工作是通过设备如x射线安检机检验包裹内部包裹,对于检验后输送带上的包裹使用印章盖上标记以作标识,对存在危险品可能的可疑包裹单独挑出;盖上标记,需要大量的人工,占用了大量的人力;另外,对输送中的包裹盖上标记十分困难:印章与包裹接触时间过长,包裹相对印章移动,标记容易抿成一团无法辨识;印章与包裹接触时间过短,印压力度不够,标记不明显的情况,同样难以辨识。即使熟练的物流人员能够对少量输送中的包裹盖上清晰的标记,但面对大量的包裹,同样需要耗费巨大心力。
技术实现要素:
3.本发明的目的是为了解决上述问题,提供一种包裹安检后自动化标记机器人及标记方法。
4.本发明的技术方案是:一种包裹安检后自动化标记机器人,在输送带的输送方向前设有安检装置;安检装置顺着输送带输送方向顺序布置有x射线安检机和推送机械手;包裹安检后自动化标记机器人沿着输送带输送方向顺序为摄像机架和直角运动平台;摄像机架和直角运动平台横跨输送带;摄像机架顶部的横杆中部设有向下的摄像头;直角运动平台顶部四角设有同步轮;直角运动平台前侧设有同步轮电机;同步轮电机的输出端与前侧的同步轮相连;前侧的同步轮另一侧与同步轴相连;同步轴跨过输送带,与对侧的同步轮相连;输送带单侧的同步轮两个一组,装有同步带;同组同步轮之间通过横撑相连;横撑的顶面设有与同步带同向的滑轨甲;同步轮上方的同步带连接有连板;连板底面设有与滑轨甲匹配的滑块甲;连板顶面两侧通过导轨甲与另一侧的连板相连;导轨甲上滑行有运动板;运动板底部设有与导轨甲配合的导轨块甲;运动板底部安装有丝杠运动机构;丝杠运动机构包括
安装于运动底部中央的丝母、贯穿丝母的丝杠、丝杠两端设于连板上的丝杠支架和丝杠一端固定于连板上的丝杠电机;运动板顶部设有竖向向下的气缸甲、与气缸甲活塞杆平行的气缸导杆甲;气缸甲活塞杆下端面与圆台相连;气缸导杆甲穿过圆台;圆台下方设有随动盖章组件、微动开关;随动盖章组件的底端低于微动开关的拨片;随动盖章组件包括滑动机构乙、弹簧机构甲、连杆机构、弹簧机构乙;滑动机构乙包括滑轨乙以及与滑轨乙配合的滑块乙;弹簧机构甲包括压缩弹簧甲、穿过压缩弹簧甲轴心相互套装的滑管和滑轴;滑轨乙与压缩弹簧甲沿着输送带输送方向平行上下设置;滑管端部与滑轨乙的一端相连;滑轴的端部与滑块乙相连;连杆机构包括连杆甲、连杆乙和由连杆乙中部外伸而出的安装板;连杆甲一端与滑块乙铰接,另一端与连杆乙铰接;连杆乙另一端与圆台上部铰接;弹簧机构乙包括压缩弹簧乙、穿过压缩弹簧乙轴心的印章导向轴;印章导向轴的下端安装有印章,上端穿过安装板上的过孔,旋有螺母。
5.优选的,所述的推送机械手包括气缸乙、气缸导杆乙、末端件;末端件为l形的板件;末端件在后的边垂直于输送带输送方向,在前的边与气缸活塞杆乙、气缸导杆乙相连;气缸乙与气缸导杆乙座落在推送工作台上;气缸导杆乙通过气缸导杆支座乙与推送工作台相连。
6.优选的,直角运动平台使用铝型材拼装而成;每组同步轮下方的同步带穿过铝型材所制的中空的横撑内部。
7.优选的,气缸导杆甲通过气缸导杆支座甲与圆台相连。
8.优选的,圆台下方还设有光电开关。
9.优选的,摄像机架与输送带支架相连。
10.优选的,滑轨甲两端设有与滑块甲配合的行程开关。
11.优选的,安装板上设有与印章导向轴配合的直线轴承,螺母在直线轴承之上。
12.一种使用上述包裹安检后自动化标记机器人的标记方法,包括以下步骤:
①
安检装置对输送带上的待检包裹的处理,x射线安检机发射出x射线穿透输送带上的待检包裹,查看包裹内部,以判断是否内藏危险品;一旦发现危险品的存在,推送机械手启动,末端件被气缸乙驱动外伸到输送带之上;可疑包裹进入末端件内,末端件继续外伸,直至可疑包裹离开输送带;
②
摄像头读取检后包裹的顶面轮廓,经过安检装置的检后包裹,经过摄像机架;摄像机架上的摄像头会对摄像机架下方,输送带表面检后包裹的顶部轮廓进行读取分析;根据检后包裹顶部轮廓的四个点,可以得出检后包裹顶部中心;由于摄像机架的位置相对直角运动平台的距离是一定的,可以把摄像机架上的摄像头与直角运动平台共同建立统一的坐标;摄像头取得的检后包裹顶部中心在该坐标内可以标识;
③
随动盖章组件到达预计地点,准备盖章,根据步骤
②
中摄像头取出的检后包裹顶部中心在坐标内的位置和输送带输送的固有速度,得出随动盖章组件需要到达的预计地点的坐标;同步轮电机通过同步轴使两侧
的同步轮同时行进转动,带动两侧同步轮上的同步带也进行同步位移;与同步带相连的连板依靠滑轨甲、滑块甲的配合沿着输送带纵向移动;先后通过圆台、气缸、运动板、导轨甲与连板相连的随动盖章组件亦沿着输送带纵向移动;丝杠电机启动,丝杠快速转动;运动板底部的丝母随着丝杠的转动而沿着输送带横向移动;运动板以及通过圆台、气缸与运动板相连的随动盖章组件横向移动;
④
随动盖章组件盖章,通过圆台底部的光电开关检测,检后包裹到达预计地点底部时,气缸甲启动;气缸甲活塞杆带动圆台,以及圆台下的随动盖章组件向下移动,;随动盖章组件与检后包裹顶部相碰触,气缸甲活塞杆继续向下移动,弹簧机构乙的压缩弹簧乙被压缩,印章被压缩弹簧乙顶压在检后包裹顶部留下完整清晰地印记;与此同时,检后包裹仍处于输送带输送方向向后的运动状态,带动印章、印章导向轴和连杆乙向后倾斜,印章底部离开检后包裹顶部;连杆甲随着连杆乙的运动驱使滑块乙沿着滑轨乙向后滑动,压缩弹簧甲被压缩;
⑤
随动盖章组件回程,圆台底部的光电开关检测到达气缸甲下降的指定水平面后,气缸甲收缩气缸甲活塞杆,随动盖章组件上升;在随动盖章组件上升的过程中,压缩弹簧甲释放由于被压缩而积攒的弹性势能;滑块乙向前滑动,驱使连杆甲顶住连杆乙向前偏转,直至印章导向轴以及印章导向轴端部的印章恢复到垂直状态为止;随动盖章组件恢复如初;
⑥
重复上述步骤
②‑⑤
的过程,实现循环。
13.本发明的有益效果是:本发明的包裹安检后自动化标记机器人沿着输送带输送方向依次布置有摄像头和直角运动平台;摄像头读取检后包裹顶部轮廓的信息;直角运动平台上的随动盖章组件能够在直角运动平台上进行水平移动和升降等动作;当随动盖章组件下降,印章导向轴下端部的印章盖印在检后包裹顶部中心时,弹簧机构乙为印章提供适足的印压力度,使印章标记明显;连杆机构使印章随着向后运动的检后包裹发生偏转,如此可避免标记抿成一团;印章的偏转也转移到弹簧机构甲转换成势能;当随动盖章组件上升时,弹簧机构甲释放该势能,随动盖章组件恢复如初;整体结构简单有效可靠;使用上述结构的标记方法,可以节省物流业在推出可疑包裹和标记检后包裹方面所需的人工,提高工作效率。
附图说明
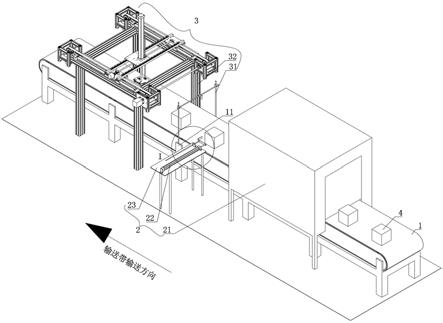
14.图1是本发明包裹安检后自动化标记机器人的结构示意图;图2是图1的i放大视图;图3是本发明包裹安检后自动化标记机器人包裹安检后自动化标记机器人的结构示意图;图4是图3的ii放大视图;图5是图3的iii放大视图;图6是图3的俯视图;图7是图6的a-a剖视局部剖视图;图8是图7的iv放大视图;图9是图7的b-b剖视图;
图10是图9的v放大视图;图11是图9的vi放大视图;图12是本发明包裹安检后自动化标记机器人滑动机构乙、弹簧机构甲的结构示意图;图13是本发明连杆机构的结构示意图;图14是本发明弹簧机构乙的结构示意图;图中:1.输送带、11.输送带支架、2.安检装置、21.x射线安检机、22.推送机械手、221.气缸乙、2211.气缸活塞杆乙、222.气缸导杆乙、2221.气缸导杆支座乙、223.末端件、23.推送工作台、3.包裹安检后自动化标记机器人、31.摄像机架、311.横杆、312.摄像头、32.直角运动平台、321.同步轮、3211.同步轮电机、3212.同步轴、3213.同步带、322.横撑、3221.滑轨甲、3222.行程开关、323.连板、3231.滑块甲、3232.导轨甲、324.运动板、3241.导轨块甲、3251.丝母、3252.丝杠、3253.丝杠支架、3254.丝杠电机、326.气缸甲、3261.气缸导杆甲、32611.气缸导杆支座甲、3262.气缸甲活塞杆、327.圆台、3271.光电开关、32811.滑轨乙、32812.滑块乙、32821.压缩弹簧甲、32822.滑管、32823.滑轴、32831.连杆甲、32832.连杆乙、32833.安装板、328331.直线轴承、32841.压缩弹簧乙、32842.印章导向轴、32843.印章、32844.螺母、329.微动开关、3291.微动开关的拨片、4.包裹。
具体实施方式
15.实施例一:参见图1-14,一种包裹安检后自动化标记机器人及标记方法,在输送带的输送方向前设有安检装置;安检装置顺着输送带输送方向顺序布置有x射线安检机和推送机械手;x射线安检机对包裹内的物品进行检测,推送机械手推送存在危险品可能的可疑包裹离开输送带;包裹安检后自动化标记机器人沿着输送带输送方向顺序为摄像机架和直角运动平台;摄像机架和直角运动平台横跨输送带;摄像机架顶部的横杆中部设有向下的摄像头;摄像头能够摄取摄像机架下输送带上的情况,并把拍摄到的包裹顶部轮廓信息提取出来;直角运动平台顶部四角设有同步轮;直角运动平台前侧设有同步轮电机;同步轮电机的输出端与前侧的同步轮相连;同步轮电机能够驱动前侧的同步轮进行转动;前侧的同步轮另一侧与同步轴相连;同步轴跨过输送带,与对侧的同步轮相连,两个前侧的同步轮实现同步;输送带单侧的同步轮两个一组,装有同步带;同步轮驱动同步带运动;同组同步轮之间通过横撑相连;横撑的顶面设有与同步带同向的滑轨甲;同步轮上方的同步带连接有连板;连板随着同步带移动;连板底面设有与滑轨甲匹配的滑块甲;滑轨甲与滑块甲相配合,限制了连板的运动方向;连板顶面两侧通过导轨甲与另一侧的连板相连;导轨甲随着两侧的连板一起移动;导轨甲上滑行有运动板;运动板底部设有与导轨甲配合的导轨块甲;导轨块甲与导轨甲配合,限制运动板的运动方向;运动板底部安装有丝杠运动机构;丝杠运动机构包括安装于运动底部中央的丝母、贯穿丝母的丝杠、丝杠两端设于连板上的丝杠支架和丝杠一端固定于连板上的丝杠电机;丝杠电机驱动丝杠转动,丝杠驱动丝母及与丝母连接的运动板沿着丝杠方向产生位移;运动板顶部设有竖向向下的气缸甲、与气缸甲活塞杆平行的气缸导杆甲;气缸甲
活塞杆下端面与圆台相连;气缸导杆甲穿过圆台;气缸导杆甲驱动圆台升降,气缸导杆甲为圆台升降导向;圆台下方设有随动盖章组件、微动开关;随动盖章组件的底端低于微动开关的拨片;随动盖章组件先于微动开关碰触检后包裹;微动开关为圆台升降提供极限限位;随动盖章组件包括滑动机构乙、弹簧机构甲、连杆机构、弹簧机构乙;滑动机构乙包括滑轨乙以及与滑轨乙配合的滑块乙;弹簧机构甲包括压缩弹簧甲、穿过压缩弹簧甲轴心相互套装的滑管和滑轴;滑管和滑轴相配合限制压缩弹簧的变化方向;滑轨乙与压缩弹簧甲沿着输送带输送方向平行上下设置;滑轨乙与滑块乙相配合限制了滑管和滑轴的相互位移方向;滑管端部与滑轨乙的一端相连;滑轴的端部与滑块乙相连;滑轴随着滑块乙移动;连杆机构包括连杆甲、连杆乙和由连杆乙中部外伸而出的安装板;连杆甲一端与滑块乙铰接,另一端与连杆乙铰接;连杆乙另一端与圆台上部铰接;连杆乙的偏转会影响滑块乙的移动;同样的滑块乙的移动同样影响连杆乙的偏转;弹簧机构乙包括压缩弹簧乙、穿过压缩弹簧乙轴心的印章导向轴;印章导向轴限制压缩弹簧乙的变化方向;印章导向轴的下端安装有印章,上端穿过安装板上的过孔,旋有螺母;螺母为印章导向轴提供竖向的约束,使印章导向轴只能竖向向上移动不能向下移动;印章导向轴下端的印章对包裹顶部作标记;印章跟随印章导向轴随着可以随着连杆乙偏转。
16.所述的推送机械手包括气缸乙、气缸导杆乙、末端件;末端件为l形的板件;末端件在后的边垂直于输送带输送方向,以拦截安检后的可疑包裹,在前的边与气缸活塞杆乙、气缸导杆乙相连,以顺着气缸活塞杆乙方向移动;气缸乙与气缸导杆乙座落在推送工作台上;气缸导杆乙通过气缸导杆支座乙与推送工作台相连,限制末端件的运动方向。
17.直角运动平台使用铝型材拼装而成,质量小、强度大,自身带卡槽,使用方便;每组同步轮下方的同步带穿过铝型材所制的中空的横撑内部,充分使用横撑内部空间,减少同步轮的尺寸,减少负重。
18.气缸导杆甲通过气缸导杆支座甲与圆台相连,使气缸导杆甲运动更顺畅。
19.圆台下方还设有光电开关,用以测定圆台距离输送带或者包裹顶部的距离。
20.摄像机架与输送带支架相连。
21.滑轨甲两端设有与滑块甲配合的行程开关,用以限制连板的运动。
22.安装板上设有与印章导向轴配合的直线轴承,螺母在直线轴承之上,保留螺母提供竖向约束功能的同时减小印章导向轴竖向滑动时的摩擦。
23.实施例二:参见图1-14,一种使用实施例一中的包裹安检后自动化标记机器人的标记方法,包括以下步骤:
①
安检装置对输送带上的待检包裹的处理,x射线安检机发射出x射线穿透输送带上的待检包裹,查看包裹内部,以判断是否内藏危险品;一旦发现危险品的存在,推送机械手启动,末端件被气缸乙驱动外伸到输送带之上;可疑包裹进入末端件内,末端件继续外伸,直至可疑包裹离开输送带;
②
摄像头读取检后包裹的顶面轮廓,经过安检装置的检后包裹,经过摄像机架;摄像机架上的摄像头会对摄像机架下方,输送带表面检后包裹的顶部轮廓进行读取分析;根据检后包裹顶部轮廓的四个点,可以
得出检后包裹顶部中心;由于摄像机架的位置相对直角运动平台的距离是一定的,可以把摄像机架上的摄像头与直角运动平台共同建立统一的坐标;摄像头取得的检后包裹顶部中心在该坐标内可以标识;
③
随动盖章组件到达预计地点,准备盖章,根据步骤
②
中摄像头取出的检后包裹顶部中心在坐标内的位置和输送带输送的固有速度,得出随动盖章组件需要到达的预计地点的坐标;同步轮电机通过同步轴使两侧的同步轮同时行进转动,带动两侧同步轮上的同步带也进行同步位移;与同步带相连的连板依靠滑轨甲、滑块甲的配合沿着输送带纵向移动;先后通过圆台、气缸、运动板、导轨甲与连板相连的随动盖章组件亦沿着输送带纵向移动;丝杠电机启动,丝杠快速转动;运动板底部的丝母随着丝杠的转动而沿着输送带横向移动;运动板以及通过圆台、气缸与运动板相连的随动盖章组件横向移动;
④
随动盖章组件盖章,通过圆台底部的光电开关检测,检后包裹到达预计地点底部时,气缸甲启动;气缸甲活塞杆带动圆台,以及圆台下的随动盖章组件向下移动,;随动盖章组件与检后包裹顶部相碰触,气缸甲活塞杆继续向下移动,弹簧机构乙的压缩弹簧乙被压缩,印章被压缩弹簧乙顶压在检后包裹顶部留下完整清晰地印记;与此同时,检后包裹仍处于输送带输送方向向后的运动状态,带动印章、印章导向轴和连杆乙向后倾斜,印章底部离开检后包裹顶部;连杆甲随着连杆乙的运动驱使滑块乙沿着滑轨乙向后滑动,压缩弹簧甲被压缩;
⑤
随动盖章组件回程,圆台底部的光电开关检测到达气缸甲下降的指定水平面后,气缸甲收缩气缸甲活塞杆,随动盖章组件上升;在随动盖章组件上升的过程中,压缩弹簧甲释放由于被压缩而积攒的弹性势能;滑块乙向前滑动,驱使连杆甲顶住连杆乙向前偏转,直至印章导向轴以及印章导向轴端部的印章恢复到垂直状态为止;随动盖章组件恢复如初;
⑥
重复上述步骤
②‑⑤
的过程,实现循环。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
