1.本实用新型涉及一种注塑模具,尤其是一种瓶盖模具。
背景技术:
2.目前市场上有一种机油瓶盖,该瓶盖的下端一体连接有从上向下逐渐往内倾斜布置的裙边,由于裙边的存在,导致注塑成型时会出现倒扣现象,影响脱模。目前业内对于倒扣产品的脱模主要有两种方式,一是在注塑模具上设置内抽芯机构,然而由于瓶盖的尺寸通常相对较小,为了满足内抽芯的运动行程,芯棒的直径相对较小,容易断裂,导致模具寿命相对较低;二是借助产品的弹性强制将内芯抽出,即模具强脱设计,然而,由于瓶盖的裙边在强脱动作执行之前完全被模具所包覆,没有弹性形变看空间,在强脱过程中裙边容易在内应力作用下断裂,且裙边与模具之间的接触面积相对较大,裙边容易被磨损,产品不良率相对较高。
3.有鉴于此,本技术人对瓶盖模具的结构进行了深入的研究,遂有本案产生。
技术实现要素:
4.本实用新型的目的在于提供一种使用寿命相对较高且产品不良率相对较低的瓶盖模具。
5.为了实现上述目的,本实用新型采用如下技术方案:
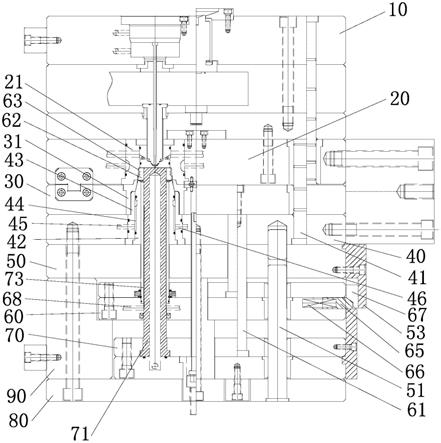
6.一种瓶盖模具,该瓶盖的下端一体连接有从上向下逐渐往内倾斜布置的裙边,该模具包括依次布置的前模板、推料板、后模板、托板、前顶针板组、后顶针板组和底板,所述托板和所述底板之间设置有两个相对布置的方铁,所述前顶针板组和所述后顶针板组都位于两个所述方铁之间,所述底板、所述方铁、所述托板和所述后模板依次固定连接,所述后模板上固定连接有第一导柱,所述推料板滑动连接在所述第一导柱上,所述托板上固定连接有第二导柱,所述前顶针板和所述后顶针板分别滑动连接在所述第二导柱上,所述前顶针板组上固定连接有依次滑动连接在所述托板和所述后模板上的拉杆,所述拉杆和所述推料板固定连接,所述前模板上嵌设有前模仁,所述前模仁上开设有开口朝向所述推料板的凹槽,所述推料板上嵌设有镶件,所述后模板上嵌设有滑动穿插在所述镶件上的裙边套,所述前顶针板组上固定连接有依次滑动穿插在所述托板、所述裙边套上的牙公套,所述后顶针板组上固定连接有滑动穿插在所述牙公套上的顶针杆,所述牙公套的上部具有合模后穿插在所述凹槽内的成型部,且合模后所述成型部和所述凹槽之间形成有第一腔室,所述成型部的下侧与所述裙边套的上侧之间形成有与所述第一腔室连通的第二腔室,所述第一腔室和所述第二腔室共同构成模具型腔。
7.作为本实用新型的一种改进,所述前顶针板组上开设有滑槽,所述滑槽内滑动连接有滑动方向与开模方向垂直的滑块,且所述滑槽的底部和所述滑块之间设置有弹簧,所述滑块远离所述弹簧的一端朝向所述前模板的一侧设置有第一斜导面,所述托板上固定连接有与所述滑块配合的挡板,所述挡板具有与所述第一斜导面配合的第二斜导面,所述第
二斜导面上开设有插孔,所述后顶针板组上固定连接有与所述插孔对应布置的推杆。
8.作为本实用新型的一种改进,所述顶针杆的外侧壁上开设有气槽,所述前顶针板组上开设有与所述气槽连通的进气孔,所述气槽的出气口位于所述顶针杆朝向所述凹槽的一侧。
9.作为本实用新型的一种改进,所述裙边套的朝向所述凹槽的一端的外周面为第一圆锥面,所述镶件具有与所述第一圆锥面配合的第二圆锥面。
10.作为本实用新型的一种改进,所述后模板上还固定连接有套设在所述裙边套上的运水套,所述运水套的内侧壁或所述裙边套的外侧壁上开设有冷却水道,所述后模板上开设有分别与所述冷却水道连通的进水孔和出水孔。
11.作为本实用新型的一种改进,所述运水套同时穿插在所述镶件中。
12.作为本实用新型的一种改进,所述前模仁朝向所述推料板的一端和/或所述镶件朝向所述前模板的一端具有定位凸缘。
13.采用上述技术方案,本实用新型具有以下有益效果:
14.1、通过将传统强脱模具的芯杆分解为镶件、裙边套、牙公套和顶针杆四个零件,并通过设置两组顶针板组实现二次顶出,可在执行强脱动作之间为裙边留出弹性形变空间,模具结构简单,使用寿命相对较高,产品不良率相对较低。
15.2、本实用新型所采用的二次顶出结构主要依靠推力和弹簧的弹力实现动作,结构稳定,不易变形,使用寿命相对较高。
16.3、通过在顶针杆上开设气槽,可实现气辅脱模,避免粘模,有助于降低产品不良率。
附图说明
17.图1为实施例中所要成型的瓶盖的倒置结构示意图;
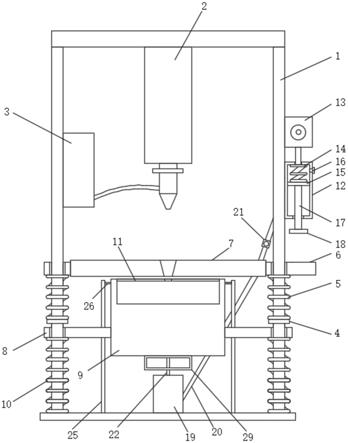
18.图2为实施例中瓶盖模具合模状态的结构示意图;
19.图3为实施例中瓶盖模具开模状态的结构示意图。
20.图中标示对应如下:
21.01-瓶盖;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
02-裙边;
22.10-面板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20-前模板;
23.21-前模仁;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22-定位凸缘;
24.23-压板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30-推料板;
25.31-镶件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40-后模板;
26.41-第一导柱;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42-裙边套;
27.43-运水套;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44-冷却水道;
28.45-进水孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
46-出水孔;
29.50-托板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51-第二导柱;
30.53-挡板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60-前顶针板组;
31.61-拉杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62-牙公套;
32.63-第一腔室;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65-滑块;
33.66-弹簧;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
67-插孔;
34.68-进气孔;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70-后顶针板组;
35.71-顶针杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72-推杆;
36.73-气槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80-底板;
37.90-方铁。
具体实施方式
38.下面结合附图和具体实施例对本实用新型做进一步的说明。
39.本实施例提供一种瓶盖模具,如图1所示,该瓶盖01的下端一体连接有从上向下逐渐往内倾斜布置的裙边02,这类瓶盖结构为常规的结构,并非本实施例的重点,此处不再详述。如图2和图3所示,该模具采用标准模架进一步加工获得,其包括依次布置的面板10、前模板20、推料板30、后模板40、托板50、前顶针板组60、后顶针板组70和底板80,其中,托板50和底板80之间设置有两个相对布置的方铁90,前顶针板组60和后顶针板组70都位于两个方铁90之间,且都不与两个方铁90接触。前顶针板组60和后顶针板组70都包括相互固定连接的顶针面板和顶针底板,顶针面板和顶针底板之间的具体连接结构与常规的注塑模具相同,此处也不再详述。
40.底板80、方铁90、托板50和后模板40依次固定连接,其中,各个托板50都同时与底板80和托板50固定连接。后模板40上固定连接有第一导柱41,第一导柱41同时直接或间接固定连接在前模板20上,推料板30 滑动连接在第一导柱41上;托板50上固定连接有第二导柱51,第二导柱 51同时固定连接在底板80上,前顶针板60和后顶针板70分别滑动连接在第二导柱51上。前顶针板组60上固定连接有依次滑动连接在托板50和后模板40上的拉杆61,拉杆61和推料板30固定连接,以便通过拉杆61驱动推料板30动作,实现二次顶出。
41.前模板20上嵌设有前模仁21,前模仁21上开设有开口朝向推料板30 的凹槽,推料板30上嵌设有镶件31,后模板40上嵌设有滑动穿插在镶件 31上的裙边套42,前顶针板组60上固定连接有依次滑动穿插在托板50、裙边套42上的牙公套62,后顶针板组70上固定连接有滑动穿插在牙公套 62上的顶针杆71,且镶件31、裙边套42、牙公套62顶针杆71以及凹槽相互同轴布置。牙公套62的上部(即牙公套62朝向凹槽的一端)具有合模后穿插在凹槽内的成型部,且合模后成型部和凹槽之间形成有第一腔室 63,成型部的下侧与裙边套42的上侧之间形成有与第一腔室62连通的第二腔室,第一腔室63和第二腔室共同构成模具型腔。
42.优选的,在本实施例中,前模仁21朝向推料板30的一端和/或镶件31 朝向前模板20的一端具有定位凸缘,这样可以从分模面位置安装前模仁21 和/或镶件31,当前模仁21和/或镶件31由于多次相互撞击而磨损时,可在不将瓶盖模具从注塑机拆卸下来的情况下,直接更换前模仁21和/或镶件31,提高生产效率。在本实施例中,前模仁21和镶件31都具有定位凸缘,两者的安装结构相同,以前模仁21为例,前模仁21的定位凸缘21与前模仁21一起嵌设在前模板20上,且两者的端面平齐,同时定位凸缘21 上开设有缺槽,前模板20上开设有与该缺槽配合的沉槽,沉槽内设置有同时穿插在缺槽内的压板23,该压板23通过螺钉紧固在前模板20上,以此避免前模仁21从前模板20上脱出。
43.前顶针板组60上开设有开口朝向模具侧面的滑槽,该滑槽内滑动连接有滑动方向与开模方向垂直的滑块65,且该滑槽的底部和滑块65之间设置有弹簧66,在滑块65没有承受往弹簧66方向的压力时,滑块65的一端位于滑槽内,另一端伸出滑槽外。滑块65远离弹簧
66的一端朝向前模板20 的一侧设置有第一斜导面,托板50上固定连接有与滑块配合的挡板53,挡板53具有与第一斜导面配合的第二斜导面,合模后,前顶针板组60和托板50之间形成有间距,第二斜导面紧贴在第一斜导面上。同时,第二斜导面上开设有插孔67,后顶针板组70上固定连接有与插孔67对应布置的推杆72,合模后推杆72抵顶在滑块65朝向底板80的一侧。
44.使用本实施例提供的瓶盖模具,在开模时,注塑机带动底板80往远离面板10的方向移动,使得瓶盖模具在推料板30和前模板20之间的位置处被分开,实现分模;接着注塑机推动后顶针板组70往朝向面板10的方向移动,在这个过程中,首先是滑块65在推杆72的推动下相对于第二斜导面滑动并逐渐缩入滑槽,在滑块65尚未缩入滑槽之前,推杆72会带动前顶针板组60一起运动,即后顶针板组70和前顶针板组60是同步运动的,使得推料板30、顶针杆71和牙公套62同步往面板10方向运动,实现一次顶出,而裙边套42的位置则保持不动,这样裙边套42朝向凹槽的一侧和牙公套62之间会形成一个弹性变形空间;当滑块65完全缩入滑槽之后,前顶针板组60和牙公套62不再动作,后顶针板组70继续动作,使得推杆 72穿入插槽,且顶针杆71继续动作将产品从牙公套62的成型部上拉出,实现二次顶出,进而实现脱模。
45.优选的,为了避免产品粘附在顶针杆71上,在本实施例中,顶针杆71 的外侧壁上开设有气槽73,气槽73的半段呈直线布置,下半段呈螺旋状布置,利用裙边套42封堵气槽73的槽口形成气体通道,前顶针板组60上开设有与气槽73连通的进气孔68,气槽73的出气口位于顶针杆71朝向凹槽的一侧。当然,裙边套42内孔下端需要设置密封结构以保证气密性。二次顶出时,利用另外配置的气泵想进气孔68充气,将产品从顶针杆71上吹离。此外,裙边套42的朝向凹槽的一端的外周面为第一圆锥面,镶件31 具有与第一圆锥面配合的第二圆锥面,这样有助于保证运动精度。
46.优选的,为了提高产品的冷却速度,进而提高生产效率,在本实施例中,后模板40上还固定连接有套设在裙边套42上的运水套43,运水套43 同时穿插在镶件31中。运水套43的内侧壁或裙边套42的外侧壁上开设有冷却水道44,当然,运水套43和裙边套42之间在位于冷却水道44上下两侧的位置处需要分别设置密封结构以避免漏水,此外,后模板40上开设有分别与冷却水道44连通的进水孔45和出水孔46。
47.上面结合附图对本实用新型做了详细的说明,但是本实用新型的实施方式并不仅限于上述实施方式,本领域技术人员根据现有技术可以对本实用新型做出各种变形,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。