1.本实用新型涉及一种燃料电池领域的技术领域,特别是涉及一种燃料电池双极板注胶的技术领域。
背景技术:
2.世界范围的能源和环境危机不断加重,很多的政府机构、企业、学者正在为解决环境危机不懈的努力,尤其是近期碳达峰、碳中和等理念和目标提出后,对新能源的需求量和其进步速度都提出了更高、更快的要求。在这个过程中燃料电池逐渐成为发展重点,被确认为实现碳达峰和碳中和的必要手段,尤其是在光伏、风能等新能源发电更大范围普及后,利用清洁能源电解水制取氢气,将其运输至使用地点,再通过燃料电池系统,将氢气的化学能转变为电能使用,整个过程中不会产生碳和其他污染物,被认为是未来理想的能源模式。在此过程中燃料电池电堆作为化学能与电能转换的部件,其重要度越来越明显。而燃料电池的密封是确保电池性能、质量和寿命的重要条件,目前多以双极板密封方式为主,具体有点胶和注胶两种方式,点胶方式由于存在接头均匀性等问题在实际使用时受到很大的限制,注胶方式逐渐成为主流方向。由于注胶过程中存在胶体需要在低温时流动充满模腔,在高温时固化,两者温差在100℃以上,且固化时间长等问题,导致设备和模具复杂,更为严重的是生产节拍不能有效提升,严重影响到未来批量生产的效率和资金投入,已经成为电堆生产行业的共性难题。
3.传统注胶装置设计人员,在不断地改进原有的设计,试图改进原有缺陷;但是由于仅关注于对模具的改造和设计,导致了模具结构的复杂性不断上升,但模具复杂又导致了难以适应生产线节拍,导致了生产效率提升不明显。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种燃料电池双极板连续注胶装置,用于解决现有技术中模具复杂度问题从而导致无法跟上生产线节拍,导致生产效率难以提升的难题。
5.为实现上述目的及其他相关目的,本实用新型提供一种燃料电池双极板连续注胶装置,包括:
6.输送线;
7.上料组件,所述上料组件设于所述输送线上;
8.模具冷却组件,所述模具冷却组件设于所述输送线,并且所述模具冷却组件位于所述上料组件的进给方向的一侧;
9.注胶机,所述注胶机设于所述输送线的一侧,并且所述注胶机位于所述模具冷却组件的进给方向的一侧;
10.模具加热组件,所述模具加热组件设于所述输送线,并且所述模具加热组件位于所述注胶机的进给方向的一侧;
11.下料组件,所述下料组件设于所述输送线上,所述下料组件位于所述模具加热组件的进给方向的一侧。
12.优选地:所述上料组件和所述下料组件为机械手组件或吊装组件。
13.优选地:所述模具冷却组件包括冷却部和移动组件;所述移动组件可将所述冷却部贴合于所述模具。
14.优选地:所述模具冷却组件为冷冻柜,所述输送线穿过所述冷冻柜。
15.优选地:所述模具加热组件包括加热部和移动组件;所述移动组件可将所述加热部贴合于所述模具。
16.优选地:所述模具加热组件为加热柜,所述输出线穿过所述加热柜。
17.如上所述,本实用新型的一种燃料电池双极板连续注胶装置,具有以下有益效果:
18.本实用新型通过将输送线引入双极板的注胶生产中,从而实现注胶机充注的连续化,有效提高生产节拍;另外,通过实现模具结构和加工难度的简单化,便于大规模生产;本发明通过设置的模具加热组件和模具冷却组件减化了原有磨具的冷却和加热功能,减少了模具的复杂结构,降低了整个注胶工序所用时间,从而使得注胶工序跟上整个输送线的节拍,提高了整体生产效率。
附图说明
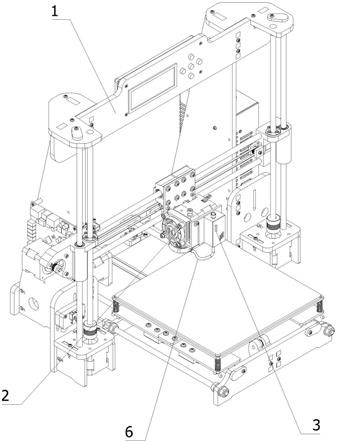
19.图1显示为本实用新型的一种燃料电池双极板连续注胶装置示意图。
20.元件标号说明
[0021]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送线
[0022]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上料组件
[0023]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模具冷却组件
[0024]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
注胶机
[0025]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
模具加热组件
具体实施方式
[0026]
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
[0027]
请参阅图1。须知,本说明书所附图中所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0028]
如图1所示,本实用新型提供一种燃料电池双极板连续注胶装置,包括:
[0029]
输送线1,输送线1为循环设置;
[0030]
上料组件2,上料组件2设于输送线1上;上料组件2用于将模具放置于输送线1上;
[0031]
模具冷却组件3,模具冷却组件3设于输送线1,并且模具冷却组件3位于上料组件2
的进给方向的一侧;
[0032]
注胶机4,注胶机4设于输送线1的一侧,并且注胶机4位于模具冷却组件3的进给方向的一侧;
[0033]
模具加热组件5,模具加热组件5设于输送线1,并且模具加热组件5位于注胶机4的进给方向的一侧;
[0034]
下料组件,下料组件设于输送线1上,下料组件位于模具加热组件5的进给方向的一侧。
[0035]
本实用新型的输送线通过环形设置,形成输送线1的循环设置,从而在模具完成注胶加固下料后,模具可以继续循环使用,增加了输送线的工作效率;
[0036]
本实用新型在上料组件2处设模具,该模具即双极板注胶发生位置,胶体和双极板实现结合,并实现胶体的形状和位置的限制;另外,该模具冷却组件3,能实现对模具的预冷,从而胶体进入模具后依然能够保持均匀、快速的流动;另外,本实用新型通过设置模型加热组件5完成对模具的加热,从而使得注塑机4注塑至模具的胶体能够在加热迅速达到固化温度,实现胶体固化。最后,本实用新型下料组件将完成注胶的双极板由输送线1上进行下料。
[0037]
为了能够将模具和双极板结合,现通过设置上料组件于输送线1,上料组件可以为机械手或吊装组件;通过机械手或吊装组件实现双极板安装至输送线1上;具体的,是通过将双极板放至在注塑模具上,随后模具合模,再输送至模具冷却组件3处理。
[0038]
为了能够对模具进行预冷,从而胶体注入后不会产生胶体凝固的现象;现设模具冷却组件3于输送线1,具体的,模具冷却组件3包括冷却部31和移动组件32;移动组件32可将冷却部31贴合于模具。移动组件32可为机械手结构,冷却部31可为通有制冷剂的管件或导电制冷片等;通过贴合的方式,使得冷却部31和模具相贴,从而降低模具的整个温度,达到对模具的预冷目的。
[0039]
另外,模具冷却组件3还可为冷冻柜,输送线1穿过冷冻柜;当输送线1穿过冷冻柜时,由于冷冻柜内部的低温环境,同样实现了降低模具的温度。
[0040]
为了能够对模具进行加热,从而将位于模具的胶体产生固化现象;现设置模具加热组件 5包括加热部51和移动组件52;移动组件52可将加热部51贴合于模具;移动组件52可为机械手结构,冷却部51可为通有加热剂的管件或导电制冷片等;通过贴合的方式,使得加热部51和模具相贴,从而加热模具的整个温度,达到对模具温度提升的目的,从而位于模具内的胶体同样升温,导致胶体固定化。
[0041]
同理,模具加热组件4为加热柜,输送线1穿过加热柜;当输送线1穿过加热柜时,由于加热柜内部的高温环境,同样实现了提高模具的温度。
[0042]
由于本实用新通过将注胶机的工作进行细分,从而将加热固化和注胶分为两个工位进行;从而将原先占用工位时间较长的胶体高温固化步骤独立至模具加热组件5中进行,使得注胶机4仅负责胶体充注,大幅度提高注胶机4的工作效率,从而提升产能。
[0043]
为了确保模具输送的安全性,需要设置输送线1能够经受400kg以上承重能力,从而确保输送安全。同时,为了能够提高输送线的耐高温以及耐低温的特性可采用聚四氟乙烯,从而输送线1可使用-180
°
~260
°
适用,避免高温和低温环境对输送线1造成的损坏。
[0044]
综上所述,本实用新型通过将输送线1引入双极板的注胶生产中,从而实现注胶机
充注的连续化,有效提高生产节拍;另外,通过实现模具结构和加工难度的简单化,便于大规模生产;本发明通过设置的模具加热组件5和模具冷却组件3减化了原有磨具的冷却和加热功能,减少了模具的复杂结构,降低了整个注胶工序所用时间,从而使得注胶工序跟上整个输送线1的节拍,提高了整体生产效率。
[0045]
所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0046]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。