1.本实用新型属于化工合成技术领域,尤其是涉及一种丙烯腈与乙腈联产装置。
背景技术:
2.乙腈为有刺激性气味的无色液体,是重要的精细化工中间体产品和化学溶剂。如作为提取丁二烯的溶剂,合成纤维的溶剂和某些特殊涂料的溶剂。在石油工业中用于从石油烃中去除焦油、酚类等物质的溶剂。在油脂工业中用于从动植物油中提取脂肪酸的溶剂,在医药上用于甾族类药物的再结晶的溶剂。乙腈是合成医药和香料的中间体,是合成均三嗪氮肥增效剂的原料。此外,还可以用于合成2-甲基吡啶、三嗪、乙胺类、二丙腈、咪唑、亚丙基双乙腈等,并在织物染色和照明工业中也有许多用途。
3.乙腈可由烯烃氨氧化合成,也可由乙酸直接氨化合成。工业上应用最广泛的是丙烯氨氧化法副产乙腈,也是目前市场上乙腈的主要来源。但是,作为丙烯腈的副产品,乙腈产量受到丙烯腈的产量限制。
技术实现要素:
4.有鉴于此,本实用新型旨在提出一种丙烯腈与乙腈联产装置,以简化工艺路程,降低成本,减小能耗,提高产品收率。
5.为达到上述目的,本实用新型的技术方案是这样实现的:
6.一种丙烯腈与乙腈联产装置包括氨化反应器、氨回收塔、丙烯腈装置、脱氰塔、纯化反应器、共沸塔、浓缩膜组件、丙酮塔、乙腈塔,
7.氨化反应器的进料口与氨汽化器、乙酸汽化器连通,由氨汽化器注入氨气,乙酸汽化器注入乙酸,氨气与乙酸进料摩尔比为1.01-1.99,反应温度为300-400℃,乙酸与氨气在氨化反应器内发生乙酸氨化反应,过量的未反应的氨气通过氨化反应器的气相出口排出;
8.氨回收塔的进料口与氨化反应器的气相出口连通,氨化反应器排出的气体注入氨回收塔中进行回收,氨回收塔的塔顶压力为150-600kpa,塔顶温度为-25℃-10℃,氨回收塔采用深冷回流技术回收氨化反应器排出的未反应的氨气,并将回收的氨气通过气相出口排出,相较于现有技术,能够避免使用酸溶液吸收氨气,减少了含铵盐废水的排放,实现了氨气的回收利用,降低了生产浪费;
9.丙烯腈装置的进料口与氨回收塔的气相出口连通,以氨回收塔回收的氨气为原料,注入丙烯腈装置内,再与丙烯发生丙烯氨氧化反应,最终得到乙腈粗品;
10.脱氰塔的进料口与丙烯腈装置的出料口连通,乙腈粗品进入脱氰塔进行脱氰,脱氰塔的塔顶压力为100-110kpa,塔顶温度为25-75℃,塔顶脱除乙腈粗品中的氢氰酸、丙烯腈,塔釜排废水,乙腈-水共沸物由塔中部气相排出;
11.纯化反应器的进料口与脱氰塔的塔中部气相出口连通,脱氰塔排出的气体进入纯化反应器,去除乙腈-水共沸物中残留的氢氰酸、丙烯腈,纯化反应器内的温度为25-55℃;
12.共沸塔的进料口与氨回收塔的塔釜液出口及纯化反应器的出料口连通,氨回收塔
的塔釜液与纯化反应器的出口液混合后共同进入共沸塔,在塔顶分凝器作用下采出含丙酮的乙腈-水气相共沸物,共沸塔的塔顶压力为200-500kpa;
13.浓缩膜组件的进料口与共沸塔的气相出口连通,浓缩膜组件可以对含丙酮的乙腈-水气相共沸物进行浓缩,得到浓缩后的乙腈-丙酮粗品,浓缩膜组件真空侧分离出的含少量乙腈废水重新返回共沸塔,进行再次循环,回收乙腈后最终由塔釜废水排出,浓缩膜组件出口含水量为1-15%,膜真空侧压力为1-20kpa,浓缩膜组件采用气相渗透膜,以串联或并联方式排列,使实现相同的浓缩效果所需的膜面积可以降低20-50%,从而节约大量设备占地与投资;
14.丙酮塔的进料口与浓缩膜组件的出料口连通,浓缩后的乙腈-丙酮粗品进入丙酮塔内,塔顶得到纯度99.5%以上的成品丙酮,丙酮塔的塔顶压力为20-80kpa;
15.乙腈塔的进料口与丙酮塔的塔釜液出口连通,丙酮塔的塔釜液进入乙腈塔,乙腈塔的塔釜得到纯度99.9%以上的成品乙腈,塔顶分凝器采出的乙腈-水气相共沸物返回浓缩膜组件继续浓缩,丙酮塔的塔顶压力为20-80kpa,乙腈塔的塔顶压力为200-500kpa。
16.基于上述丙烯腈与乙腈联产装置的乙腈精制方法具体包括如下步骤:
17.第1步,氨化反应器出口气相产物进入氨回收塔,采用深冷回流技术回收过量的氨气,并送至丙烯腈装置用于丙烯氨氧化反应。
18.其中,氨化反应器中氨气与乙酸进料摩尔比为1.01-1.99,例如可以是1.01、1.05、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9、1.99,反应温度为300-400℃,例如可以是300℃、320℃、340℃、360℃、380℃、400℃。氨回收塔的塔顶压力为150-600kpa,例如可以是150kpa、200kpa、250kpa、300kpa、350kpa、400kpa、450kpa、500kpa、550kpa、600kpa,塔顶温度为-25℃-10℃,例如可以是-25℃、-20℃、-15℃、-10℃、-5℃、0℃、5℃、10℃。
19.第2步,来自丙烯腈装置的乙腈粗品进入脱氰塔,塔顶脱除氢氰酸、丙烯腈,塔釜排废水,乙腈-水共沸物由塔中部气相采出,进入纯化反应器去除残留的氢氰酸、丙烯腈。
20.其中,脱氰塔的塔顶压力为100-110kpa,例如可以是100kpa、102kpa、104kpa、105kpa、106kpa、108kpa、110kpa,塔顶温度为25-75℃,例如可以是25℃、30℃、35℃、40℃、45℃、50℃、55℃、60℃、65℃、70℃、75℃,纯化反应器的反应温度为25-55℃,例如可以是25℃、30℃、35℃、40℃、45℃、50℃、55℃。
21.第3步,氨回收塔的塔釜液与纯化反应器的出口液混合后进入共沸塔,塔顶分凝器采出含丙酮的乙腈-水气相共沸物,送至浓缩膜组件进行浓缩。浓缩膜组件真空侧分离出的含少量乙腈废水返回共沸塔,回收乙腈后由塔釜废水排出。
22.其中,共沸塔的塔顶压力为200-500kpa,例如可以是200kpa、250kpa、300kpa、350kpa、400kpa、450kpa、500kpa,浓缩膜组件出口含水量为1-15%,例如可以是1%、2%、3%、5%、8%、10%、11%、12%、13%、14%、15%,膜真空侧压力为1-20kpa,例如可以是1kpa、4kpa、8kpa、10kpa、12kpa、14kpa、16kpa、18kpa、20kpa。浓缩膜组件采用气相渗透膜,以串联或并联方式排列。
23.第4步,经浓缩膜组件浓缩后的乙腈-丙酮粗品进入丙酮塔,塔顶得到纯度99.5%以上的成品丙酮,塔釜液送至乙腈塔。乙腈塔的塔釜得到纯度99.9%以上的成品乙腈,塔顶分凝器采出的乙腈-水气相共沸物返回浓缩膜组件继续浓缩。
24.其中,丙酮塔的塔顶压力为20-80kpa,例如可以是20kpa、30kpa、40kpa、50kpa、
60kpa、70kpa、80kpa,乙腈塔的塔顶压力为200-500kpa,例如可以是200kpa、250kpa、300kpa、350kpa、400kpa、450kpa、500kpa。
25.相对于现有技术,本实用新型所述的丙烯腈与乙腈联产装置具有以下优势:
26.(1)本实用新型所述的丙烯腈与乙腈联产装置通过氨回收塔回收乙酸氨化反应后未反应的氨气,作为丙烯腈装置的原料,采用深冷回流脱氨技术,避免使用酸液吸收氨气产生大量铵盐废水;
27.(2)本实用新型所述的丙烯腈与乙腈联产装置中的浓缩膜组件进料为共沸塔气相产品,避免将全部物料汽化过膜,进料组成接近共沸组成,避免过多的水汽化所导致的高能耗,同时降低了进料含水量,提高了膜分离效率;
28.(3)本实用新型所述的丙烯腈与乙腈联产装置控制浓缩膜组件出料的含水量为1-15%,膜真空侧压力为1-20kpa,所需膜面积可以降低20-50%,节约大量设备占地与投资;
29.(4)本实用新型所述的丙烯腈与乙腈联产装置中浓缩膜组件进出物料均为气相,避免物料的多次蒸发与冷凝,提高装置能量利用率,降低精馏热负荷。
附图说明
30.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
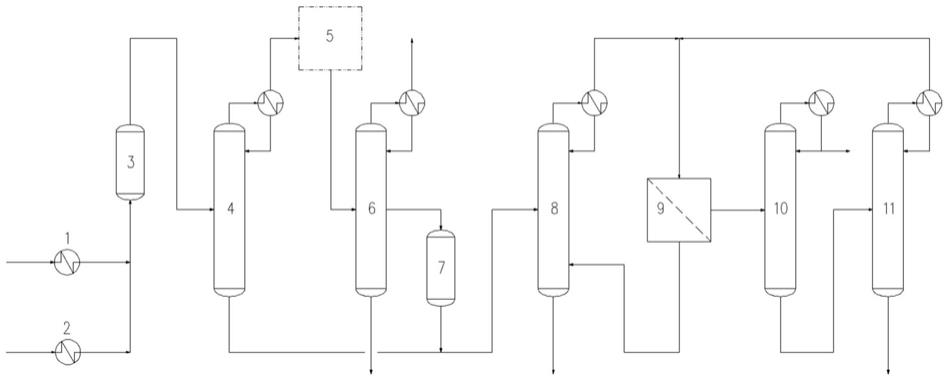
31.图1为本实用新型实施例所述的丙烯腈与乙腈联产装置的连接结构示意图。
32.附图标记说明:
33.1、氨汽化器;2、乙酸汽化器;3、氨化反应器;4、氨回收塔;5、丙烯腈装置;6、脱氰塔;7、纯化反应器;8、共沸塔;9、浓缩膜组件;10、丙酮塔;11、乙腈塔。
具体实施方式
34.除有定义外,以下实施例中所用的技术术语具有与本实用新型所属领域技术人员普遍理解的相同含义。以下实施例中所用的试验试剂,如无特殊说明,均为常规生化试剂;所述实验方法,如无特殊说明,均为常规方法。
35.下面结合实施例及附图来详细说明本实用新型。
36.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
37.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,
可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
38.现有技术中的乙酸氨化法合成乙腈是将乙酸与液氨汽化后,以三氧化铝为催化剂,经脱水反应后得到乙腈,反应产物主要为乙腈、水、丙酮。该反应的乙酸转化率主要由乙酸与氨气进料比决定,通常在反应器内注入过量的氨气,可以有效提高乙酸转化率,同时能够大大降低设备腐蚀,剩余的氨气进行回收处理。由于丙烯氨氧化法和乙酸氨化法都以氨气为原料,所以可以将乙酸氨化反应的过量氨气回收,作为原料注入用于进行丙烯氨氧化反应的丙烯腈装置,从而以氨气为介质,实现丙烯腈与乙腈的联产,提高乙腈产品的产能,基于该原理本实用新型提出了基于丙烯腈与乙腈联产装置的乙腈精制方法。
39.本实用新型中的乙腈精制方法基于丙烯腈与乙腈联产装置,其中,如图1所示,丙烯腈与乙腈联产装置包括氨化反应器3、氨回收塔4、丙烯腈装置5、脱氰塔6、纯化反应器7、共沸塔8、浓缩膜组件9、丙酮塔10、乙腈塔11,
40.氨化反应器3的进料口与氨汽化器1、乙酸汽化器2通过管道连通,由氨汽化器1注入氨气,乙酸汽化器2注入乙酸,氨气与乙酸进料摩尔比为1.01-1.99,反应温度为300-400℃,乙酸与氨气在氨化反应器3内发生乙酸氨化反应,过量的未反应的氨气通过氨化反应器3的气相出口排出;
41.氨回收塔4的进料口与氨化反应器3的气相出口通过管道连通,氨化反应器3排出的气体注入氨回收塔4中进行回收,氨回收塔4的塔顶压力为150-600kpa,塔顶温度为-25℃-10℃,氨回收塔4采用深冷回流技术回收氨化反应器3排出的未反应的氨气,并将回收的氨气通过气相出口排出,相较于现有技术,能够避免使用酸溶液吸收氨气,减少了含铵盐废水的排放,实现了氨气的回收利用,降低了生产浪费;
42.丙烯腈装置5的进料口与氨回收塔4的气相出口通过管道连通,以氨回收塔4回收的氨气为原料,注入丙烯腈装置5内,再与丙烯发生丙烯氨氧化反应,最终得到乙腈粗品;
43.脱氰塔6的进料口与丙烯腈装置5的出料口通过管道连通,乙腈粗品进入脱氰塔6进行脱氰,脱氰塔6的塔顶压力为100-110kpa,塔顶温度为25-75℃,塔顶脱除乙腈粗品中的氢氰酸、丙烯腈,塔釜排废水,乙腈-水共沸物由塔中部气相排出;
44.纯化反应器7的进料口与脱氰塔6的塔中部气相出口通过管道连通,脱氰塔6排出的气体进入纯化反应器7,去除乙腈-水共沸物中残留的氢氰酸、丙烯腈,纯化反应器7内的温度为25-55℃;
45.共沸塔8的进料口与氨回收塔4的塔釜液出口及纯化反应器7的出料口通过管道连通,氨回收塔4的塔釜液与纯化反应器7的出口液混合后共同进入共沸塔8,在塔顶分凝器作用下采出含丙酮的乙腈-水气相共沸物,共沸塔8的塔顶压力为200-500kpa;
46.浓缩膜组件9的进料口与共沸塔8的气相出口通过管道连通,浓缩膜组件9可以对含丙酮的乙腈-水气相共沸物进行浓缩,得到浓缩后的乙腈-丙酮粗品,浓缩膜组件9真空侧分离出的含少量乙腈废水重新返回共沸塔8,进行再次循环,回收乙腈后最终由塔釜废水排出,浓缩膜组件9出口含水量为1-15%,膜真空侧压力为1-20kpa,浓缩膜组件9采用气相渗透膜,以串联或并联方式排列,使实现相同的浓缩效果所需的膜面积可以降低20-50%,从而节约大量设备占地与投资;
47.丙酮塔10的进料口与浓缩膜组件9的出料口通过管道连通,浓缩后的乙腈-丙酮粗
品进入丙酮塔10内,塔顶得到纯度99.5%以上的成品丙酮,丙酮塔10的塔顶压力为20-80kpa;
48.乙腈塔11的进料口与丙酮塔10的塔釜液出口通过管道连通,丙酮塔10的塔釜液进入乙腈塔11,乙腈塔11的塔釜得到纯度99.9%以上的成品乙腈,塔顶分凝器采出的乙腈-水气相共沸物返回浓缩膜组件9继续浓缩,丙酮塔10的塔顶压力为20-80kpa,乙腈塔11的塔顶压力为200-500kpa。
49.基于上述丙烯腈与乙腈联产装置的乙腈精制方法具体包括如下步骤:
50.第1步,氨化反应器3出口气相产物进入氨回收塔4,在氨回收塔4内采用深冷回流技术回收过量的氨气,并送至丙烯腈装置5用于丙烯氨氧化反应。
51.第2步,来自丙烯腈装置5的乙腈粗品进入脱氰塔6,在塔顶脱除氢氰酸、丙烯腈,塔釜排废水,乙腈-水共沸物由塔中部气相采出,进入纯化反应器7去除残留的氢氰酸、丙烯腈。
52.第3步,氨回收塔4的塔釜液与纯化反应器7的出口液混合后进入共沸塔8,塔顶分凝器采出含丙酮的乙腈-水气相共沸物,送至浓缩膜组件9进行浓缩。浓缩膜组件9真空侧分离出的含少量乙腈废水返回共沸塔8,回收乙腈后由塔釜废水排出。
53.第4步,经浓缩膜组件9浓缩后的乙腈-丙酮粗品进入丙酮塔10,塔顶得到纯度99.5%以上的成品丙酮,塔釜液送至乙腈塔11。乙腈塔11的塔釜得到纯度99.9%以上的成品乙腈,塔顶分凝器采出的乙腈-水气相共沸物返回浓缩膜组件9继续浓缩。
54.实施例1
55.向氨化反应器3中加入氨气与乙酸进行乙酸氨氧化反应,氨气与乙酸的摩尔比为1.01,反应温度为350℃,出口气相产物进入氨回收塔4,塔顶压力为150kpa,塔顶温度为-25℃,塔顶气相采出氨气送至丙烯腈装置5。
56.经丙烯氨氧化反应得到的乙腈粗品送至脱氰塔6,塔顶压力为105kpa,塔顶温度为25℃。乙腈-水共沸物由塔中部气相采出,进入纯化反应器7,控制温度为25-55℃。
57.纯化反应器7出口液与氨回收塔4塔釜液混合后进入共沸塔8,塔顶压力为200kpa。塔顶分凝器采出含丙酮的乙腈-水气相共沸物,送至浓缩膜组件9进行浓缩。
58.浓缩膜组件9出口含水量为1%,膜真空侧压力为1kpa。经浓缩膜组件9浓缩后的乙腈-丙酮粗品进入丙酮塔10,塔顶压力为20kpa,塔顶得到纯度99.5%以上的成品丙酮,塔釜液送至乙腈塔11。
59.乙腈塔11塔顶压力为200kpa,塔釜得到纯度99.9%以上的成品乙腈。
60.实施例2
61.向氨化反应器3中加入氨气与乙酸进行乙酸氨氧化反应,氨气与乙酸的摩尔比为1.99,反应温度为350℃,出口气相产物进入氨回收塔4,塔顶压力为600kpa,塔顶温度为10℃,塔顶气相采出氨气送至丙烯腈装置5。
62.经丙烯氨氧化反应得到的乙腈粗品送至脱氰塔6,塔顶压力为110kpa,塔顶温度为75℃。乙腈-水共沸物由塔中部气相采出,进入纯化反应器7,控制温度为25-55℃。
63.纯化反应器7出口液与氨回收塔4塔釜液混合后进入共沸塔8,塔顶压力为500kpa。塔顶分凝器采出含丙酮的乙腈-水气相共沸物,送至浓缩膜组件9进行浓缩。
64.浓缩膜组件9出口含水量为15%,膜真空侧压力为20kpa。经浓缩膜组件9浓缩后的
乙腈-丙酮粗品进入丙酮塔10,塔顶压力为80kpa,塔顶得到纯度99.5%以上的成品丙酮,塔釜液送至乙腈塔11。
65.乙腈塔11塔顶压力为500kpa,塔釜得到纯度99.9%以上的成品乙腈。
66.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。