1.本实用新型涉及船舶外板生产加工设备技术领域,特别是涉及一种船体外板成型设备。
背景技术:
2.目前,水火成型是船体外板加工的重要技术手段,船体外板包括大量复杂曲面的板材,每块板材的曲率大小和曲率半径不一样,因此,每块板材都需要单独加工。
3.据实用新型人了解到的相关技术,授权公告号为cn203541197u的中国实用新型专利公开了一种水火弯板机枪头火焰面积的控制装置,其通过安装在固定板上的十字滑台,可根据待成形板材的加工需要做差补圆周运动,其运动时又通过过渡板带动火焰枪运动,从而使得火焰枪的枪头火焰在设定范围内移动。但是,该水火弯板机枪头火焰面积的控制装置只是用于控制枪头火焰面积,并没有提及应如何使得火焰枪在每次对加工板材进行加工时,增大加工板材的变形量,以减少加工板材的加工次数;
4.公告号为cn110202036a的中国实用新型专利公开了一种环保型船体外板水火成型装置,其通过设置作业小车、污染物处理循环系统、激光检测装置、行走机构和控制系统,以达到便于冷却水的聚集、减少废气污染、提高设备的作业效率和提高水火弯板效率的目的。但是,该环保型船体外板水火成型装置并没有提及应如何使得火焰枪在每次对加工板材进行加工时,增大加工板材的变形量,以减少加工板材的加工次数;
5.另外,现有的板材的加工方法具体为,操作人员首先通过机械成型对板材进行机械加工,以将板材加工至接近要求的单曲板后,然后通过火焰局部加热,随即浇水急冷,使得板材产生塑性弯曲变形;再经样板样箱和活络卡进行曲率误差的测量;最后根据误差对板材进行加工修正,以得到符合要求的板材。但是,上述现有技术存在如下问题,机械成型和水火成型均通过操作人员手工进行,机械成型和水火成型没有固定的标准,并且极度依赖操作人员的经验,从而造成板材的变形精度受到人为的影响因素较大,进而导致板材需要多次返修,影响板材的性能,以及影响板材的加工效率。
技术实现要素:
6.本实用新型的目的是:本实用新型提供了一种船体外板成型设备,以达到板材加工效率高和加工后的板材的性能好的目的。
7.为了实现上述目的,本实用新型实施例提供了一种船体外板成型设备,其沿着所述待成形板材的焰道对所述待成形板材进行加工,其包括:
8.龙门架,所述龙门架包括加工平台和两个横梁,设所述横梁的延伸方向为第一方向,设在水平面上且与所述第一方向垂直设置的方向为第二方向;
9.支撑装置,所述支撑装置设于所述加工平台上,所述船体外板设于所述支撑装置上;
10.滑动装置,所述滑动装置沿所述第一方向滑动连接于所述横梁上,且所述滑动装
置横跨于两个所述横梁之间;
11.预压装置,所述预压装置沿所述第二方向滑动连接于所述滑动装置上;
12.水火成型装置,所述水火成型装置沿所述第二方向滑动连接于所述滑动装置上,所述预压装置和所述水火成型装置靠近设置,且所述预压装置和所述水火成型装置沿所述待成形板材的焰道的延伸方向依次设置。
13.本技术的一些实施例中,所述预压装置包括第一悬臂、液压杆和压紧轮,所述第一悬臂沿第二方向滑动连接于所述滑动装置上,所述液压杆的顶端与所述第一悬臂的底端连接,所述液压杆的底端与所述压紧轮连接,所述压紧轮对所述待成形板材进行预压。
14.本技术的一些实施例中,所述压紧轮转动连接于所述液压杆的底端。
15.本技术的一些实施例中,所述水火成型装置包括第二悬臂、机械臂、连接块、托盘、火焰枪和水冷管,所述第二悬臂沿第二方向滑动连接于所述滑动装置上,所述机械臂的固定端与所述第二悬臂的底端连接,所述机械臂的活动端与所述连接块的一侧连接,所述连接块的另一侧所述托盘连接,所述火焰枪和所述水冷管设于所述托盘;
16.其中,所述连接块沿所述第二方向延伸设置。
17.本技术的一些实施例中,所述水火成型装置还包括视觉检测装置,所述视觉检测装置设于所述托盘的外侧,所述视觉检测装置用于检测所述火焰枪的出火口与所述待成形板材的待成形面之间的距离、以及检测所述火焰枪的出火口与所述待成形板材的待成形面之间的法向平行度。
18.本技术的一些实施例中,所述机械臂为三轴机械臂。
19.本技术的一些实施例中,所述滑动装置包括连接梁和两个动臂,两个所述动臂沿所述第一方向分别滑动连接于两个所述横梁上,所述连接梁相对的两侧分别与两个所述动臂连接,所述第一悬臂和所述第二悬臂均沿所述第二方向滑动连接于所述连接梁上。
20.本技术的一些实施例中,所述滑动装置还包括第一滑轮、第二滑轮和第三滑轮,所述动臂设有第一滑槽,所述第一滑轮与所述动臂连接,且设于所述第一滑槽内;所述第一滑轮滑动连接于所述横梁上;
21.所述连接梁设有第二滑槽,所述第二滑轮与所述第一悬臂的顶部连接,所述第三滑轮与所述第二悬臂的顶部连接,所述第二滑轮和所述第三滑轮均滑动连接于所述第二滑槽内。
22.本技术的一些实施例中,所述支撑装置设为多个,所述支撑装置包括伸缩基座、压力传感器和支撑头,所述支撑头设于所述伸缩基座的顶端,所述压力传感器设于所述伸缩基座内,所述压力传感器靠近于所述支撑头的底端设置;
23.其中,用于支撑所述待成形板材的端角的所述支撑头为磁性支撑头。
24.本技术的一些实施例中,该船体外板成型设备还包括第一定位装置和第二定位装置,所述第一定位装置设于所述预压装置上,所述第一定位装置用于监测所述预压装置的移动路线;
25.所述第二定位装置设于所述水火成型装置上,所述第二定位装置用于监测所述水火成型装置的移动路线。
26.本技术的一些实施例中,所述横梁的顶端设有挂耳。
27.本技术的一些实施例中,所述加工平台设有法兰。
28.本实用新型实施例提供了一种船体外板成型设备,其与现有技术相比,其有益效果在于:
29.本实用新型实施例提供了一种船体外板成型设备,通过设置预压装置和水火成型装置,预压装置沿待成形板材的焰道的延伸方向对待成型板材进行预压,待成形板材产生适量程度的预先变形与压缩应力,接着,水火成型装置对已发生预先变形的待成形板材进行水火成型加工,增大待成形板材的压缩塑形应变,由此,相较于传统的水火加工的压缩塑性变形而言,本实施例的预压装置和水火成型装置在一次工序中对船体外板进行成型,使得在每道工序中,待成形板材的压缩塑形应变量足够大,从而减少船体外板的成型工序,提高船体外板的成型效率;另外,在预压装置对待成形板材进行预压,以对待成形板材产生适量程度的预先变形与压缩应力的同时,水火成型装置所产生的热量会传递至预压装置对待成形板材进行加工的加工点,从而扩大待成形板材的塑性变形范围,进而使得一次成型产生的压缩塑形的变形量比传统的水火加工的压缩塑形的变形量更大,待成形板材可以产生更大的面外变形;
30.此外,相较于通过人工对船体外板进行机械成型和水火成型,本实用新型实施例的预压装置和水火成型装置均滑动连接于滑动装置上,预压装置和水火成型装置在滑动装置的带动下同时进行匀速或者变速运动,对船体外板进行自动加工,减少人为因素的干扰,减少加工后的船体外板的加工误差,保证加工后的目标板材的性能。
附图说明
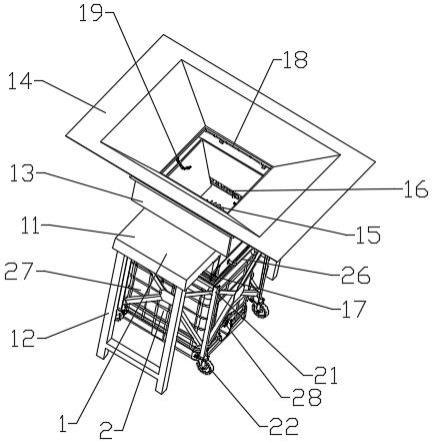
31.图1是本实用新型实施例的船体外板成型设备的结构示意图。
32.图2是本实用新型实施例的龙门架和支撑装置的连接结构示意图。
33.图3是图2的部分结构示意图。
34.图4是本实用新型实施例的滑动装置、预压装置和水火成型装置的连接结构示意图。
35.图5是本实用新型实施例的预压装置的结构示意图。
36.图6是本实用新型实施例的水火成型装置的结构示意图。
37.图中,1、龙门架;11、加工平台;12、横梁;2、支撑装置;21、伸缩基座;22、支撑头;3、滑动装置;31、动臂;311、第一滑槽;32、连接梁;321、第二滑槽;33、第一滑轮;34、第二滑轮;35、第三滑轮;4、预压装置;41、第一悬臂;42、液压杆;43、压紧轮;5、水火成型装置;51、第二悬臂;52、机械臂;53、连接块;54、托盘;55、火焰枪;56、水冷管;57、视觉检测装置;6、挂耳;7、法兰;8、待成形板材。
具体实施方式
38.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
39.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.如图1-6所示,本实用新型实施例提供了一种船体外板成型方法,其通过预压装置4和水火成型装置5对待成形板材8进行加工,以形成目标板材,预压装置4和水火成型装置5靠近设置,其包括如下步骤:
41.s1、获取目标板材的分析模型,且将目标板材的分析模型导入仿真软件中,分析目标板材的空间模型和空间数据,其中,需要确定目标板材的肋位线的空间位置和空间数据;
42.s2、将待成形板材8吊装至加工平台,并且对待成形板材8进行扫描,以得到待成形板材8的空间模型和空间数据;
43.s3、根据步骤s2所得到的待成形板材8的空间模型和空间数据,将空间数据网格化,在待成形板材8的空间模型上标记出肋位线,以得出待成形板材8的肋位线的空间位置和空间数据;
44.s4、根据目标板材的肋位线的空间数据和待成形板材8的肋位线的空间数据之间的差异,确定预压装置4和水火成型装置5的加工工艺参数,以及焰道规划方案;
45.s5、预压装置4和水火成型装置5沿待成形板材8的每条焰道的延伸方向依次设置,且预压装置4和水火成型装置5沿待成形板材8的每条焰道的延伸方向共同移动,其中,待预压装置4对待成形板材8预压完成后,接着水火成型装置5对待成形板材8进行水火成型,待待成形板材8的空间数据与目标板材的空间数据一样时,停止对所述待成形板材8施压和加热。
46.基于上述设置,本实用新型实施例的船体外板成型方法,通过设置步骤s1、s2、s3和s4,在预压装置和水火成型装置对待成形板材8进行加工之前,通过分析目标板材的空间数据和待成形板材8的空间数据之间的差异,确定预压装置和水火成型装置的加工工艺参数,由此,减少人工的参与,提高对待成形板材8的加工效率,以使得加工后的板材具有质量好的优点;通过设置步骤s5,由于预压装置和水火成型装置沿待成形板材8的焰道的延伸方向依次设置,且预压装置和水火成型装置沿待成形板材8的焰道的延伸方向共同移动,换言之,首先预压装置沿待成形板材8的焰道的延伸方向对待成形板材8进行预压,随后水火成型装置对待成形板材8进行水火成型,其中,在预压装置对待成形板材8进行预压,以对待成形板材8产生适量程度的预先变形与压缩应力的同时,水火成型装置所产生的热量会传递至预压装置对待成形板材8进行加工的压力施加部位,从而扩大待成形板材8的塑性变形范围,从而使得一次成型产生的压缩塑性变形比传统的水火加工的压缩塑性变形更大,待成形板材8产生更大的面外变形,进而达到减少船体外板的成型道数的目的。
47.需要说明的是,焰道规划方案为在待成形板材8上形成的焰道的数量和每条焰道的延伸方向等
48.在一些实施例中,可选的,目标板材的空间数据和待成形板材8的空间数据包括肋位线的高度和曲度。
49.在一些实施例中,可选的,在步骤s5中,在步骤s5中,水火成型装置5在对待成形板材8进行加热的同时,对待成形板材8进行水冷,以使得待成形板材8在加热处发生局部塑性变形;另外,水冷加工具有成本低廉和操作简便的优点。
50.在一些实施例中,可选的,在步骤s5中,水火成型装置通过氧乙炔火焰对待成形板材8进行加热,氧乙炔加工具有加热效果好和成本低廉的优点。
51.在这里需要说明的是,授权公告号为cn107052172b的中国实用新型专利公开了一
种双曲度板加工方法,该专利存在如下缺点:
52.(1)在火工工装对横向加热线进行加热时,顶杆只是作用于双曲度板的中心线处,即双曲度板的中部,顶杆静止不动,由此,当火工工装沿着横向加热线移动时,顶杆与火工工装之间的距离越来越远,顶杆对双曲度板的辅助加工成型的作用越小,顶杆与火工工装之间的联系不紧密;
53.(2)未考虑双曲度板的回弹,只是对横向加热线的布置和如何对双曲度板进行火焰加热这两方面进行描述;
54.(3)顶杆只是在双曲度板的特定位置进行单一下压,无法将下压量准确传递到双曲度板的各部位;
55.(4)顶杆对双曲度板的下压只能作为一种趋势,其不是需求点位定量的值,更不能对双曲度板进行精确位置的可控下压;
56.(5)顶杆在特定位置对双曲度板进行下压,会导致火焰与压力共同作用的部位不断变化,当火工工装沿着横向加热线移动时,顶杆火工工装之间的距离越来越远,顶杆对双曲度板的辅助加工成型的作用越小,并且双曲度板在火焰加热作用下屈服强度大幅降低,火工工装附近区域所需的下压力会减小,因此,该方法不能实现在较低压力下进行板材的成型,并且板材的成型精度不可控,无法实现板材的自动化成型;
57.相反地,本技术的船体外板成型方法相对于上述的双曲度板加工方法,具有如下优点:
58.(1)在预压装置对待成形板材8进行预压,以对待成形板材8产生一定程度的预先变形与压缩应力的同时,水火成型装置5所产生的热量会传递至预压装置对待成形板材8进行加工的加工点,从而扩大待成形板材8的塑性变形范围,从而使得一次成型产生的压缩塑性变形比传统的水火加工的压缩塑性变形更大,待成形板材8产生更大的面外变形,预压装置和水火成型装置之间的联系紧密;
59.(2)水火成型装置的火焰口始终垂直于待成形板材8的加工面,从而提高水火成型装置对待成形板材8的加工效率;
60.(3)在待成形板材8的成型过程中,预压装置4对待成形板材8的每个压力施加部位,以及对每个压力施加部位的下压量都是设定好的且可控的,并且通过预压装置4与水火成型装置5的近距离靠近设置,可实现在可控且较低压力下的自动化板材成形;
61.示例性地,如对材质为q245的待成形板材8进行加工时,材质为q245的待成形板材在475℃时的屈服强度为41mpa,水火成型装置5的加工温度为650℃,由于预压装置4和水火成型装置5靠近设置,水火成型装置5所产生的热量会传递至预压装置4对待成形板材8进行加工的压力施加部位处,该压力施加部位受到的温度为400℃左右,此时,该压力施加部位的屈服强度已经下降很多,从而使得待成形板材8的造型效果更加显著,待成形板材8的回弹性低。
62.为了达到上述目的,如图1-6所示,本实用新型实施例提供了一种船体外板成型设备,其沿着待成形板材8的焰道对待成形板材8进行加工,其包括龙门架1、支撑装置2、滑动装置3、预压装置4和水火成型装置5,龙门架1包括加工平台11和两个横梁12,设横梁12的延伸方向为第一方向,设在水平面上且与第一方向垂直设置的方向为第二方向,待成形板材8的每条焰道沿第一方向延伸设置;支撑装置2设于加工平台11上,船体外板设于支撑装
置2上;滑动装置3沿第一方向滑动连接于横梁12上,且滑动装置3横跨于两个横梁12之间;预压装置4沿第二方向滑动连接于滑动装置3上,预压装置4沿待成形板材8的每条焰道对待成型板材8进行预压;水火成型装置5沿第二方向滑动连接于滑动装置3上,水火成型装置5和预压装置4靠近设置,水火成型装置5对预压后的待成形板材8进行水火成型。
63.基于上述设置,本实用新型实施例的船体外板成型设备,通过设置预压装置4和水火成型装置5,预压装置4沿待成形板材8的每条焰道的延伸方向对待成形板材8进行预压,待成形板材8产生适量程度的预先变形与压缩应力,接着,水火成型装置5对已经发生预先变形的待成形板材8进行水火成型加工,增大待成形板材8的压缩塑形应变,由此,相较于传统的水火加工的压缩塑性变形而言,本实施例的预压装置4和水火成型装置5在一次工序中对待成形板材8进行成型,使得在每道工序中,待成形板材8的压缩塑形应变量足够大,从而减少船体外板的成型工序,提高船体外板的成型效率;另外,在预压装置4对待成形板材8进行预压,以对待成形板材8产生适量程度的预先变形与压缩应力的同时,水火成型装置2所产生的热量会传递至预压装置4对待成形板材8进行加工的加工点,从而扩大待成形板材8的塑性变形范围,从而使得一次成型产生的压缩塑形的变形量比传统的水火加工的压缩塑形的变形量更大,待成形板材8可以产生更大的面外变形;
64.此外,相较于通过人工对船体外板进行机械成型和水火成型,本实用新型实施例的预压装置4和水火成型装置5均滑动连接于滑动装置3上,预压装置4和水火成型装置5在滑动装置3的带动下同时进行匀速或者变速运动,对待成形板材8进行自动加工,减少人为因素的干扰,减少加工后的船体外板的加工误差,保证加工后的船体外板的性能。
65.在一些实施例中,可选的,如图1-6所示,该船体外板成型设备,其还包括控制装置,滑动装置3、预压装置4和水火成型装置5均与控制装置构电连接,控制装置用于控制滑动装置3、预压装置4和水火成型装置5的工作状态。
66.在一些实施例中,可选的,如图4和5所示,预压装置4包括第一悬臂41、液压杆42和压紧轮43,第一悬臂41沿第二方向滑动连接于滑动装置3上,液压杆42的顶端与第一悬臂41的底端连接,液压杆42的底端与压紧轮43连接,压紧轮43对待成形板材8进行预压。由此,根据船体外板加工所需的变形量,液压杆42的动力输出端伸出,压紧轮43与待成形板材8接触,在液压杆42的动力输出端向下移动的过程中,压紧轮43对待成形板材8进行预压,待成形板材8产生适量程度的预先变形与压缩应力。优选的,压紧轮43转动连接于液压杆42的底端,从而压紧轮43在待成形板材8的表面在滚动的同时,对待成形板材8进行预压,从而增强该压紧轮43对待成形板材8的压紧力;此外,压紧轮43可以设为两个或者两个以上,从而使得预压装置4对待成形板材8的压紧效果更好。
67.在一些实施例中,可选的,如图4和6所示,水火成型装置5包括第二悬臂51、机械臂52、连接块53、托盘54、火焰枪55和水冷管56,第二悬臂51沿第二方向滑动连接于滑动装置3上,机械臂52的固定端与第二悬臂51的底端连接,机械臂52的活动端与连接块53的一侧连接,连接块53的另一侧与托盘54连接,火焰枪55和水冷管56设于托盘54内;其中,连接块53沿第二方向延伸设置,以使得火焰枪55、水冷管56和预压装置4可以共同沿着待成形板材8的焰道的延伸方向进行移动。由此,由于焰道在其延伸方向上的各个加工点的高度都不一样,机械臂52进行各个方位的移动和转动,从而使得火焰枪55和水冷管56可以更好地对准待成形板材8的焰道的各个加工部位,以使得水火成型装置5对待成形板材8的水火成型效
果更好;
68.需要说明的是,火焰枪55与混合氧乙炔管道连通,水冷管56与水源连通,并且火焰枪55和水冷管56的通断均通过电磁阀进行控制。
69.在一些实施例中,可选的,如图4所示,滑动装置3包括动臂31和连接梁32,两个动臂31沿第一方向分别滑动连接于两个横梁12上,连接梁32相对的两侧均与两个动臂31连接,第一悬臂41和第二悬臂51均沿第二方向滑动连接于连接梁32上,从而保证预压装置4和水火成型装置5靠近设置,进而保证待成形板材8一次成型产生的压缩塑性变形量比传统的单单依靠水火加工的压缩塑性变形量更大。
70.在一些实施例中,可选的,如图4所示,为了便于动臂31沿第一方向滑动连接于横梁12上,以及便于预压装置4和水火成型装置5滑动连接于连接梁32上,滑动装置3还包括第一滑轮33、第二滑轮34和第三滑轮35,动臂31设有第一滑槽311,第一滑轮33与动臂31连接,且设于第一滑槽311内,第一滑轮31滑动连接于横梁12上;连接梁32设有第二滑槽321,第二滑轮34与第一悬臂41的顶部连接,第三滑轮35与第二悬臂51的顶部连接,第二滑轮34和第三滑轮35均滑动连接于第二滑槽321内,换言之,预压装置4通过第二滑轮34滑动连接于第一悬臂41的顶部,即可实现预压装置4在第二方向上的滑动;水火成型装置5通过第三滑轮35滑动连接于第二悬臂35的顶部,即可实现水火成型装置5在第二方向上的滑动;因此,便于预压装置4和水火成型装置5沿着待成形板材8的每条焰道的延伸方向对待成形板材8进行加工。
71.在一些实施例中,可选的,如图4和6所示,水火成型装置5还包括视觉检测装置57,视觉检测装置57设于托盘54的外侧。由此,视觉检测装置57可用于检测火焰枪55的出火口与待成形板材8的待成形面之间的距离,视觉检测装置57保证火焰能量斑与待成形面之间的距离的恒定,从而保证热输入的控制准确,进而保证船体外板的成型效果;此外,视觉检测装置57可以保证火焰能量斑与待成形曲面的法向平行度,即提高火焰能量束与待成形曲面的法向垂直度,进一步保证热输入的精准,提高成形精度。
72.在一些实施例中,可选的,如图4和6所示,机械臂52为三轴机械臂52。
73.在一些实施例中,可选的,如图2和3所示,支撑装置2设为多个,支撑装置2包括伸缩基座21、压力传感器和支撑头22,支撑头22设于伸缩基座21的顶端,压力传感器设于伸缩基座21内,压力传感器靠近于支撑头22的底端设置,其中,支撑头22可拆卸连接于支撑头22上;
74.其中,用于支撑待成形板材8的四个端角的支撑头22为磁性支撑头22。由此,伸缩基座21在高度方向可进行伸缩,由此,各个支撑头22和与其对应的待成型面进行接触,从而保证支撑头22对待成形板材8进行稳定地支撑;
75.此外,由于待成形板材8的各个待成型面的高度不一样,因此,在控制装置通过分析得出待成形板材8的空间数据与目标板材的空间数据之间的差别时,控制装置计算并调节伸缩基座21的高度,并生成预压装置4和水火成型装置5的加工工艺参数;在加工过程中,当待成形板材8的待成型面成型到目标曲度并使支撑头22受压时,会触发压力传感器,压力传感器会发出信号至控制装置,向控制装置反馈加工情况;
76.再者,磁性支撑头22对待成形板材8的四个端角进行支撑,防止预压装置4对待成形板材8进行预压时,待成形板材8发生错位。
77.在一些实施例中,可选的,如图1-6所示,该船体外板成型设备还包括第一定位装置和第二定位装置,第一定位装置设于预压装置4上,第一定位装置用于监测预压装置4的移动路线;第二定位装置设于水火成型装置5上,第二定位装置用于监测水火成型装置5的移动路线。由此,第一定位装置和第二定位装置保证预压装置4和水火成型装置5的行走路径、摆动宽度与速度的准确性;
78.示例性地,第一定位装置和第二定位装置可以为定位传感器。
79.在一些实施例中,可选的,如图1所示,横梁12的顶端设有挂耳6。由此,该船体外板成型设备可随天车或者其它龙门吊进行吊装,以运输至其它工位或者厂区。
80.在一些实施例中,可选的,如图1所示,加工平台11设有与地面连接的法兰7,以保证该船体外板成型设备与地面的稳固连接。
81.为了更好地说明本实用新型实施例的船体外板成型方法,下面以鞍型板和帆型板的加工为例,对该船体外板成型设备的加工方法进行说明:
82.1、鞍型板的加工
83.加工平台11的高为600mm,鞍型板的长和宽分别为1500mm*1000mm,板厚为8mm,以加工平台11的高为基准原点。将目标板材的目标参数读取至控制装置,将数据网格化,生成网格模型并标记出目标板材的肋位线高度、曲度等关键空间数据,目标板材的肋位线的空间数据具体如表1所示。
84.表1目标板材的肋位线的空间数据
85.第一条肋位线高度(mm)第二条肋位线高度(mm)第三条肋位线高度(mm)614/643/672/643/614600/615/632/615/600614/643/672/643/614
86.经天车或吊机将待成形板材8吊装到龙门架1,调整位置,待成形板材8的边缘通过磁吸式支撑头22固定,扫描待成形板材8,录入控制装置,生成待成形板材8的空间数据,将待成形板材8的数据网格化,并标记出待成形板材8的肋位线高度、曲度等关键空间数据,待成形板材8的肋位线的空间数据具体如表2所示。
87.表2待成形板材的肋位线的空间数据
88.第一条肋位线高度(mm)第二条肋位线高度(mm)第三条肋位线高度(mm)600/630/650/630/600600/630/650/630/600600/630/650/360/600
89.控制装置将待成形板材8的肋位线的空间数据与目标板材的肋位线的空间数据进行对比,分析两者的空间数据的差异,计算并调节支撑装置2至目标板材的高度;同时控制装置分析待成形板材8的特征,生成预压装置4和水火成型装置5的加工工艺参数,预压装置4和水火成型装置5的加工工艺参数具体如表3所示。
90.表3加工工艺参数
[0091][0092]
滑动装置3使得预压装置4和水火成型装置5移动到待成形板材8的焰道的零点位置,控制装置将根据目标板材的肋位线的空间数据给出各点所需的压力,并通过预压装置4对待成形板材8进行下压。由于鞍型板的中间部分的曲率较大,需二次成形。以第二条肋位
线为例,经过计算模拟,选择下压深度为0mm/8mm/13mm/8mm/0mm,即以基准点总体距离600mm/622mm/647m/622mm/600mm;预压装置4和水火成型装置5反馈位置坐标,记录并监测行走路线。成形后的板材达到要求后,待成形板材8会使支撑头22受压,从而触发压力传感器,向控制装置反馈加工情况;当所有焰道加工完成后,通过检测技术分析加工后的待成形板材8的第二条肋位线的高度为600mm/631mm/653mm/631mm/600mm,再经计算模拟肋位线两侧的两条焰道,选择下压深度为0mm/22mm/27mm/22mm/0mm,再次开始成形加工。加工完成后,检测加工情况,分析参数总体距离为600mm/616mm/630mm/617mm/600mm,误差范围在
±
5%之内,加工完成。
[0093]
2、帆型板的加工
[0094]
加工平台11的高为600mm,帆型板的长和宽分别为1500mm*1000mm,板厚8mm,以加工平台11的高度为基准原点。将目标板材的目标参数读取至控制装置,将数据网格化,生成网格模型并标记出目标板材的肋位线的高度和曲度等关键空间数据,目标板材的肋位线的空间数据如表4所示。
[0095]
表4目标板材的肋位线的空间数据
[0096]
第一条肋位线高度(mm)第二条肋位线高度(mm)第三条肋位线高度(mm)610/590/583/590/620590/571/560/571/590610/590/583/590/620
[0097]
经天车或吊机将待成形板材8吊装到龙门架1,调整位置,待成形板材8的边缘通过磁吸式支撑头22固定,扫描待成形板材8,录入控制装置,生成待成形板材8的空间数据,将待成形板材8的空间数据网格化,并标记出待成形板材8的肋位线的高度和曲度等关键空间数据,待成形板材8的肋位线的空间数据具体如表5所示。
[0098]
表5待成形板材的肋位线的空间数据
[0099]
第一条肋位线高度(mm)第二条肋位线高度(mm)第三条肋位线高度(mm)650/630/600/630/650650/630/600/630/650650/630/600/630/650
[0100]
控制装置将对待成形板材8的肋位线的空间数据与目标板材的肋位线的空间数据进行对比,分析两者的空间数据之间的差异,计算并调节支撑装置2至目标板材的高度;同时控制装置分析待成形板材8的特征,生成预压装置4和水火成型装置5的加工工艺参数,预压装置4和水火成型装置5的加工工艺参数如表6所示。
[0101]
表6加工工艺参数
[0102][0103]
滑动装置3使预压装置4和水火成型装置5移动到待成形板材8的焰道的零点位置,控制装置将根据目标板材的肋位线的空间数据给出各点所需的压力,并通过预压装置4对待成形板材8进行下压。因帆型板的焰道位于板材的边线附近,在成形过程中,焰道中以800℃加热的长度为每一侧200mm。以第二条肋位线为例,经过计算模拟肋位线附近四条焰道,待成形板材8的下压深度为20mm/42mm/50mm/42mm/20mm;预压装置4和水火成型装置5反馈位置坐标,记录并监测行走路线。加工完成后,对待成形板材8进行检测,分析待成形板材8的参数,得出总体距离为589mm/571mm/561mm/571mm/589mm,误差范围在
±
5%之内,加工完
成。
[0104]
综上,本实用新型实施例提供了一种船体外板成型方法及船体外板成型设备,以达到板材加工效率高和加工后的板材的性能好的目的。
[0105]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。