1.本发明涉及一种试验机,尤其是涉及一种用于测量轴承微动磨损的试验机。
背景技术:
2.微动磨损是发生在两接触表面之间极小幅度的运动。微动摩擦不仅可以导致接触表面间的摩擦磨损,而且会加速裂纹的产生和扩展,最终使得构件的疲劳寿命大大降低。目前,工业领域中因微动摩擦而造成的损伤相当普遍。微动磨损一般存在于机械行业、核反应堆、航空航天、工业机器人、桥梁、汽车、船舶、铁路等领域的紧固装配件中。轴承作为重要的基础零部件和紧固装配件,在工业领域中发挥着十分关键的作用。因此,通过测量轴承微动磨损量进而深入开展轴承微动摩损的研究,对预防和控制工业微动损伤有重要的指导意义且具有广阔的工程应用前景。
3.sh/t 0716 2002《润滑脂抗微动磨损性能测定法》中记载了轴承的测定法,其包括机架、电机和夹具,夹具包括夹具头、夹具底座、固定有摇臂的摆动轴承座等,利用偏心连杆机构将电机转动转化为摆动轴承的驱动力,提供微动驱动,但是现有的实验机还存在使用寿命短,误差相对大的缺陷。
技术实现要素:
4.为了实现背景技术中的应用,本发明公开一种轴承微动磨损试验机,所述的试验机可以用于评定轴承摆动时润滑脂抗微动磨损的能力。
5.为实现上述发明目的,本发明采用如下技术方案:一种轴承微动磨损试验机,包括偏心连杆驱动机构、摆臂机构和用以定位夹具的夹具载座,所述的摆臂机构包括摆臂和拨叉,所述的摆臂下端可旋转地设置在夹具载座上,摆臂上端与偏心连杆驱动机构的连杆传动连接,所述的拨叉与所述的摆臂传动连接并将夹具的摇臂卡嵌其中。
6.作为其中一个实施例,所述的摆臂下端通过轴承与构造在夹具载座底部的竖直下轴连接,所述的摆轴上端竖直地固定有与连杆通过关节轴承连接的摆轴,所述的拨叉固定设置在摆轴顶部。
7.作为其中一个实施例,所述的偏心连杆驱动机构包括竖直设置的电机,与电机直连的偏心轴,与电机直连的偏心轴,以及所述的连杆,所述的连杆与所述的偏心轴通过轴承连接。
8.作为其中一个实施例,偏心轴的上部构造有圆盘以增加转动惯量,偏心轴的底部装载有配重块。
9.作为其中一个实施例,所述的夹具的头顶部设置有环槽以便于手持。
10.作为其中一个实施例,还包括快速紧定机构以实现夹具相对夹具载座的快速拆装。
11.作为其中一个实施例,所述的快速紧定机构包括构造在夹具载座的夹具装配腔一侧的锁定腔,水平穿设在装配腔和锁定腔的腔壁上的定位块,可上下移动地设置所述的锁定腔里以驱动所述的定位块压紧或释放所述的夹具的楔块,所述的定位块的锁定腔端为与所述的夹具匹配的弧面,所述的定位块的锁定腔端为楔形面。
12.作为其中一个实施例,所述的定位块包括上压块和下压块,所述的楔块包括上楔块和下楔块,以及将上楔块和下楔块连接的螺钉和套设在螺钉上的压簧。
13.作为其中一个实施例,所述的连杆为中空形状。
14.本发明的有益效果为:本发明的轴承微动磨损试验机通过摆臂增加摆臂机构,以避免摆动轴承座承受更多的附加载荷,保证试验结果更准确,而且摆臂的转动轴设置在夹具载座的下轴上,优选所述的下轴与夹具的夹具轴同轴设定,能有效避免轴承座承受其他方向的载荷,保证最终的测试效果。
附图说明
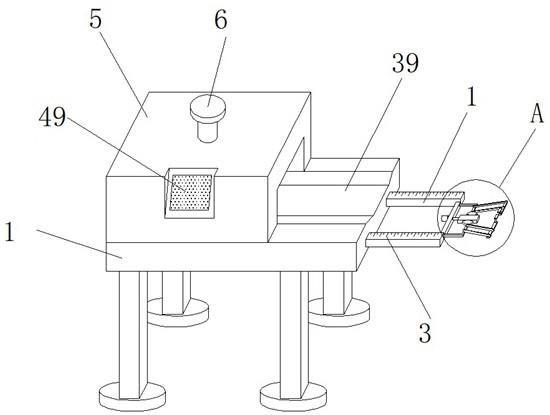
15.图1 是本发明的三维示意图。
16.图2 是本发明的主机三视图示意图。
17.图3 所述是图2的a-a剖视示意图。
18.图4 所述是图2的b-b剖视示意图。
19.图5 所述是图3的ⅰ局部放大示意图。
20.图6 所述是图3的ⅱ局部放大示意图。
21.图7 所述是图4的ⅲ局部放大示意图。
22.图中:1、机架;2、电机;3、偏心轴;4、轴承一;5、连杆;6、平衡块;7、轴承二;8、轴套;9、拨叉;10、摆杆;11、摆臂;12、夹具头;13、夹具轴;14、螺钉;15、上楔块;16、上压块;17、压簧;18、下压块;19、下楔块;20、锁紧螺母;21、轴承三;22、下轴;23、夹具体;24、摆动轴承座;25、摆轴;26、夹具底座。
具体实施方式
23.通过下面的实施例可以更详细地解释本发明,公开本发明的目的旨在保护本发明范围内的一切变化和改进,本发明并不局限于下面的实施例 ;结合附图1~7所述的一种轴承微动磨损试验机包括偏心连杆驱动机构、摆臂机构和用以定位夹具的夹具载座,其中,所述的摆臂机构包括摆臂和拨叉,所述的摆臂下端可旋转地设置在夹具载座上,摆臂上端与偏心连杆驱动机构的连杆传动连接,所述的拨叉将夹具的摇臂卡嵌其中并且与所述的摆臂传动连接。其中,所述的偏心连杆驱动机构包括竖直设置的电机,与电机直连的偏心轴,与电机直连的偏心轴,以及所述的连杆,所述的连杆与所述的偏心轴通过轴承连接。
24.具体地说,所述的轴承微动磨损试验机的主机外形为桌台式结构,机架1为桌台形,机架1的台面上装有电机2,电机2下端与偏心轴3直联,偏心轴3通过轴承二7装有连杆5。电机2立装能够使电机所驱动的偏心轴3、连杆5与摆轴25形成合理的偏心连杆机构。偏心轴
3装入轴承一4中,以减小电机的径向载荷。
25.其中,所述的摆臂下端通过轴承与构造在夹具载座底部的竖直下轴连接,所述的摆轴上端竖直地固定有与连杆通过轴套8连接的摆轴,所述的拨叉固定设置在摆轴顶部。轴套8为关节轴承结构,以抵消位置误差。即连杆5的另一端与摆轴25连接,摆轴25装在摆臂11上,摆臂11通过轴承三21装在下轴22上,下轴22固装在夹具体23上,夹具体23固装在机架1;所述轴承微动磨损试验机的试验夹具包括夹具体23,夹具头12,夹具轴13,摆动轴承座24,夹具底座26以及夹具轴13底部的锁紧螺母20。在夹具轴上还有用于测试的两个推力球轴承。试验夹具与sh/t 0716 2002《润滑脂抗微动磨损性能测定法》中描述的结构类似,不多赘述,摆动轴承座24上装有摆杆10,摆杆10卡在拨叉9的叉内,拨叉9装在摆轴25的上端。
26.本发明的轴承微动磨损试验机通过摆臂11增加摆臂机构,以避免摆动轴承座24承受更多的附加载荷,保证试验结果更准确,而且摆臂的转动轴设置在夹具载座的下轴上,优选所述的下轴与夹具的夹具轴同轴设定,能有效避免轴承座承受其他方向的载荷,保证最终的测试效果。
27.所述的试验机的具体工作为:由电机2带动偏心轴3旋转,偏心轴3通过连杆5带动摆轴25摆动,摆轴25上的拨叉9拨动摆杆10,摆杆10带动摆动轴承座24往复摆动,两套装有试验脂的推力球轴承在弧度为0.21、摆动频率30.0hz,负荷为2450n,以及室温条件下作往复摆动运动,试验时间为22h。在设定时间内,以两套轴承座圈的质量损失之和的平均值来评定润滑脂的抗微动磨损性能。实现润滑脂抗微动磨损性能的测验。
28.进一步地,偏心轴的上部构造有圆盘以增加转动惯量,底部装载有配重块。以增加转动惯量,抵抗冲击,使运行平稳。同时,所述的夹具的头顶部设置有环槽以便于手持。
29.作为本发明的进一步优化,轴承微动磨损试验机还包括快速紧定机构以实现夹具的快速拆装,其中,所述的快速紧定机构包括构造在夹具载座的夹具装配腔一侧的锁定腔,水平穿设在装配腔和锁定腔的腔壁上的定位块,可上下移动地设置所述的锁定腔里以驱动所述的定位块压紧或释放所述的夹具的楔块,所述的定位块的锁定腔端为与所述的夹具匹配的弧面,所述的定位块的锁定腔端为楔形面,所述的锁定腔优选为方形或者其他非圆心对称结构,这样以便楔块只能上下运动,所述的楔块是指本体为块状结构,在于定位块匹配的位置设置有楔形面,以利用楔形面的配合实现楔块的上下运动转换为定位块的水平移动,实现水平方向的锁紧定位。
30.进一步地,所述的定位块包括上压块和下压块,所述的楔块包括上楔块和下楔块,以及将上楔块和下楔块连接的螺钉和套设在螺钉上的压簧。采用上压块和下压块两个定位部位,可针对夹具的上部和下部,实现整体的稳固定位。作为具体实施例,所述的快速紧定机构包括螺钉14、上楔块15、上压块16、压簧17、下压块18和下楔块19;上楔块15和下楔块19上下装入夹具体23中,上楔块15和下楔块19之间装有压簧17,上楔块15和下楔块19中间穿有螺钉14,上压块16装在上楔块15的横孔内,横孔是指在上楔块15上打的孔,该孔垂直于上楔块15的轴线,所以称横孔,下楔块相似。上压块16的斜面与上楔块15的楔面吻合,上压块16的弧面与夹具头12的圆柱面贴合,下压块18装在下楔块19的横孔内,下压块18的斜面与下楔块19的楔面吻合,下压块18的弧面与夹具底座26贴合;当螺钉14锁紧时,上楔块15和下楔块19的楔面分别与上压块16和下压块18作用,使夹具头12和夹具底座26被锁紧,当螺钉14松开时,在压簧17的作用下,使夹具头12和夹具底座26松开,采用上下相似的锁定方式,
可有效保证夹具定位的竖直性,避免因为夹紧操作导致的轴向倾斜影响实验效果。
31.具体的操作过程如下:1)所述轴承微动磨损试验机在试验前先将润滑脂装入夹具中的试验轴承中:在清洁的环境下,将试验润滑脂装入未用过的,已洗净并称量后的两套轴承中;2)将试验润滑脂填入轴承座圈的钢球滚道中。用合适的刮刀把润滑脂涂抹成与轴承台阶相水平。且轴承背面和轴承座必须保证无润滑脂和颗粒杂质。可以用一块无绒抹布沾湿正庚烷后轻轻擦洗干净;3)用试验润滑脂认真填满保持架两面的钢球周围的所有空隙。并刮掉保持架孔和边上多余的润滑脂,但允许凹侧面保留过剩的润滑脂。要求把每个轴承的加脂量控制在1.0
±
0.05g范围以内。
32.其中,所述轴承微动磨损试验机的夹具装夹步骤如下:将上轴承顶圈装入夹具头中,并用最小的力拧紧固定螺钉。将夹具头12倒过来放入台钳夹紧,把上轴承保持架放入夹具头的顶座圈上,装配时凹面朝上。将上轴承底座圈装入摆动轴承座24中,拧紧固定螺钉。将下轴承顶座圈装入摆动轴承座24中,拧紧固定螺钉;将摆动轴承座24安装在夹具轴13上,以便于上轴承装配正确。将下轴承保持架放入摆动轴承座24里的座圈上,凹面位置朝上。将下轴承底座圈装入夹具底座26中,拧紧固定螺钉,把夹具底座26装入夹具轴13上。将弹簧导向筒、弹簧、隔板、垫圈及锁紧螺母按顺序装在轴上,用手握着夹具底座26和摆动轴承座24以防旋。紧固锁紧螺母20,直到隔板底部靠在轴肩上。将薄薄一层润滑脂涂抹到与腔体接触的夹具表面上,将夹具平稳地装入腔体,使用快速紧定机构固定夹具。
33.4)计算;分别计算上、下两套轴承座圈的质量损失,不包括钢球和保持架的质量损失。然后再计算上、下两套轴承座圈质量损失的平均值。以mg为单位,精确到0.1 mg作为试验结果。
34.本发明未详述部分为现有技术,故本发明未对其进行详述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。