1.本发明涉及薄膜制备技术领域,具体而言,涉及一种金刚石薄膜的制备方法。
背景技术:
2.金刚石具有良好的耐磨性能及极高的硬度,石油、矿山、隧道、建筑等领域广泛使用金刚石钻具,钻具除了齿头或齿刀是焊接金刚石材料,其他部分是合金材料,金刚石钻具使用的条件是比较恶劣,长期工作在有腐蚀,摩擦和磨损的环境,致使金刚石钻具的表面磨损和被腐蚀,但金刚石齿头或齿刀部分的结构和性能完好没有损伤破坏,但因钻具表面磨损和被腐蚀过早地发生失效破坏而缩短了其使用寿命。各种常规的表面处理技术,如涂料涂层,电镀,化学镀,热喷涂等,他们所产生的处理层与金属基板为机械结合,结合力较差,不能适用于摩擦、磨损条件苛刻的环境。
技术实现要素:
3.鉴于此,本发明提出了一种金刚石薄膜的制备方法,旨在解决现有钻具表面处理层与金属基板的结合力较差的问题。本发明提出了一种金刚石薄膜的制备方法,包括以下步骤:将带有金属镀层的金刚石粉末和金属黏合剂粉末按照预设重量比例进行混合;将所述混合粉于真空条件下加热至第一预设温度进行脱水气处理;将上述混合粉输送至真空喷粉区域中的喷枪中,并将金属基体放置于所述真空喷粉区域中与所述喷枪的喷射口相对的一侧,将载气加压加速形成超声速气流,在预设载气压力和预设载气预热温度下,控制喷涂距离和送粉量,使得所述超声速气流将所述混合粉加速至高速状态后去撞击所述金属基体表面以形成沉积层,在激光的辅助下,最终制得金刚石薄膜。
4.进一步地,上述金刚石薄膜的制备方法中,所述带有金属镀层的金刚石粉末中的金属镀层为ti、ni、co、cr、mo和w金属中的至少一种;和/或所述金属黏合剂为ni、ti、tin、co和wc粉末中的至少一种。
5.进一步地,上述金刚石薄膜的制备方法中,所述带有金属镀层的金刚石粉末和所述金属黏合剂的重量比为80-95:5-20。
6.进一步地,上述金刚石薄膜的制备方法中,所述第一预设温度为500-600℃。
7.进一步地,上述金刚石薄膜的制备方法中,所述预设载气压力为2-3mpa,所述预设载气的预热温度为800-1200℃,混合粉末的预加热温度为400-700℃,所述喷涂距离为20-50mm,所述送粉量为10-50g/min。
8.进一步地,上述金刚石薄膜的制备方法中,在所述混合粉离开喷枪后、撞击所述金属基体前,采用激光同时照射所述混合粉和所述金属基体。
9.进一步地,上述金刚石薄膜的制备方法中,照射所述混合粉和所述金属基体的激光功率为2-6kw,该激光的加热温度为600-1200℃。
1200℃,混合粉末的预加热温度为400-700℃、送粉量为10-50g/min、喷涂距离为20-50mm(这里的喷涂距离指的是喷枪喷嘴与金属基体之间的垂直距离)。
25.实际操作中,可以选用粉末喂料器将混合粉输送至喷枪中。
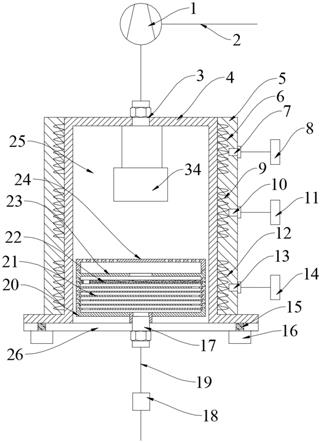
26.本实施例中通过超声速气流将混合粉末加速至高速状态并撞击金属基体表面形成沉积层的工艺原理如示意图2,高压供气系统(通常是氦气,氮气,空气)用于产生加速粉末颗粒的驱动气流,该气流通过电加热,气体的工作温度由室温至800-1200℃,加热气体的目的是为了获得更高的气体流速,驱动气流被送入德拉瓦尔型喷嘴,并通过热能转化为动能使其膨胀并加速至超声速,金刚石混合粉末经过400-700℃的预加热后通过超声速气流加速到高速状态后去撞击金属基体表面,在激光能量的辅助下,形成致密的沉积层。本实施例优选使用氮气作为压缩气体产生驱动气流。
27.由于对金属基体表面处理的污染物会影响喷粉涂层的质量,优选的,对金属基体采用脉冲激光预先处理,使用脉冲激光对金属基体表面进行清洁及预处理时,脉冲激光功率为1.5-2.4kw;脉冲频率为18.75hz-150hz,本实施例中,选用脉冲激光对金属基体表面进行清洗,相对于现有技术中的化学溶剂清洗,减少了对环境的污染和对操作人员的健康影响;同时,使用脉冲激光对金属基体表面预热处理相对于现有技术中的喷砂处理,一方面减少了对环境的危害,另一方面,也避免了薄膜材料的疲劳强度恶化,此外,还避免了由于金属基体表面存在砂砾杂物粘附而影响薄膜与基板的附着力,大大提高了金刚石薄膜与金属基板的附着力。
28.进一步优选的,在所述混合粉离开喷枪后、撞击所述金属基体前,采用激光同时照射所述混合粉和所述金属基体。
29.具体而言,混合粉离开喷嘴后,撞击前,采用激光同时照射混合粉和金属基体表面,激光能量使混合粉塑化但未熔化,使金属基体表面的结构发生改变,经过激光的耦合作用,能更好的提高金刚石薄膜与基板的附着力和金刚石薄膜的致密性。在喷粉的同时采用激光照射,制作的薄膜的质量更好,生产效率更高。
30.上述各实施例中,所述喷粉操作中,调整使所述喷枪的喷射方向与所述激光的发射方向汇合,以确保混合粉的颗粒束斑与照射激光的光斑重叠,从而使得激光能有效的照射至喷射出的混合粉上。具体实施时,可以调整喷枪的喷口角度和激光的发射口角度,以使得二者的出射方向在某一点交汇。
31.具体而言,照射所述混合粉和所述金属基体的激光功率为2-6kw;由于温度过高会导致混合粉末气化;温度过低,会使得混合粉末无法塑化,本实施例中,优选的,该激光的加热温度为600-1200℃。实际操作时,可以通过半导体激光器与高速红外高温计相互调节,以使得激光的加热温度维持在600-1200℃。
32.喷粉操作过程中,在使得喷枪的喷嘴和半导体激光源固定的同时,使得金属基体移动,移动的速度可以设置为2-30mm/s,以便于控制薄膜的厚度和均匀性。
33.本发明充分利用了金刚石粉的耐磨性能、抗氧化性、耐高温、耐腐蚀和极高的硬度等特性,通过超声速气流将金刚石粉末加速至高速状态后沉积在金属基体表面,形成薄膜,有效提高了金刚石薄膜与金属基板的附着力,进而有利于延长器件的使用寿命。
34.现结合具体实例,对本发明实施例进行进一步详细说明。
35.实施例1
选用金刚石粉带金属镀层ti,粒径为20μm,占混合粉的重量比例为80wt%,金属黏合剂为ti,tin和co。ti粉末粒径为10μm,占混合粉的重量比例为5wt%;tin粉末粒径为5μm,占混合粉的重量比例为5wt%;co粉末粒径为5μm,占混合粉的重量比例为10wt%;于混合器中混合,混合4小时;对混合粉在500-600℃的真空条件下加热干燥2小时,进行脱水气处理;金属基材选用高锰钢,利用脉冲激光进行金属基体表面进行清洁及表面预处理,脉冲激光功率为2-2.4kw,脉冲频率为18.75hz、37.5hz、150hz, 波长为1064nm;喷涂载气为3mpa的压缩氮气,载气预热温度为1200℃;混合粉预热温度为700℃,激光功率为5-6kw,控制温度为1200℃;喷涂距离为30mm,送粉量为20g/min,喷粉遍数为5遍。控制金属基板的移动速度为20mm/s,喷粉空间为真空环境。
36.经过5遍喷涂后,制得的金刚石薄膜厚度为1.1mm,附着力astm等级为5b,硬度为3100hv,金刚石薄膜表面均匀致密且无裂纹气孔。
37.实施例2选用金刚石粉带金属镀层ti,粒径为1μm,比例95wt%,金属黏合剂为ti,tin,co,ti粉末粒径为2μm,比例2wt%,tin粉末粒径为2μm,比例1wt%,co粉末粒径为2μm,比例2wt%,于混合器中混合,混合时间4小时。混合粉在500-600℃真空加热条件下脱水气干燥2小时。金属基材选用高锰钢,利用脉冲激光进行金属基体表面清洁及表面预处理,脉冲激光功率为2-2.4kw,脉冲频率为18.75hz,37.5hz,150hz, 波长为1064nm;喷涂载气为3mpa压缩氮气,载气预热温为1000℃,混合粉预热温度为500℃; 激光功率为4-5kw,控制温度为800℃;喷涂距离为30mm,送粉量20g/min,喷粉遍数5遍。喷粉基板的移动速度20mm/s,喷粉空间为真空环境。经过5遍喷涂,金刚石薄膜厚度为1.0mm,附着力astm等级为5b,硬度为2700hv,金刚石薄膜表面均匀致密无裂纹气孔。
38.实施例3本实例是选用金刚石粉粒径中等,含量比例中等的,选用金刚石粉带金属镀层ti,粒径为10μm,比例90wt%,金属黏合剂为ti,tin,co,ti粉末粒径为5μm,比例2wt%,tin粉末粒径为5μm,比例3wt%,co粉末粒径为5μm,比例5wt%,于混合器中混合,混合时间4小时。混合粉在500-600℃真空加热条件下脱水气干燥2小时。金属基材选用高锰钢,利用脉冲激光进行金属基体表面清洁及表面预处理,脉冲激光功率为2-2.4kw,脉冲频率为18.75hz,37.5hz,150hz, 波长为1064nm;喷涂载气为3mpa压缩氮气,载气预热温度为1200℃;混合粉预热温度为600℃; 激光功率为5-6kw,控制温度为1000℃;喷涂距离为30mm,送粉量为20g/min,喷粉遍数5遍。喷粉基板的移动速度20mm/s,喷粉空间为真空环境。经过5遍喷涂,金刚石薄膜厚度为1.0mm,附着力astm等级为5b,硬度为2900hv,金刚石薄膜表面均匀致密无裂纹气孔。
39.实施例4本实例是选用金刚石粉粒径中等,含量比例中等的,喷粉遍数最少的,选用金刚石粉带金属镀层ti,粒径为10μm,比例90wt%,金属黏合剂为ti,tin,co,ti粉末粒径为5μm,比例2wt%,tin粉末粒径为5μm,比例3wt%,co粉末粒径为5μm,比例5wt%,于混合器中混合,混合时间4小时。混合粉在500-600℃真空加热条件下脱水气干燥2小时。金属基材选用高锰钢,利用脉冲激光进行金属基体表面清洁及表面预处理,脉冲激光功率为2-2.4kw,脉冲频率为18.75hz,37.5hz,150hz, 波长为1064nm;喷涂载气为3mpa压缩氮气,载气预热温度为1200℃;混合粉预热温度为600℃; 激光功率为5-6kw,控制温度为1000℃;喷涂距离为30mm,送
粉量20g/min,喷粉遍数2遍。喷粉基板 的移动速度20mm/s,喷粉空间为真空环境。经过2遍喷涂,金刚石薄膜厚度为0.4mm,附着力astm等级为5b,硬度为2500hv,金刚石薄膜表面均匀致密无裂纹气孔。
40.实施例5本实例是选用金刚石粉粒径中等,含量比例中等的,喷粉遍数最多的,选用金刚石粉带金属镀层ti,粒径为10μm,比例90wt%,金属黏合剂为ti,tin,co,ti粉末粒径为5μm,比例2wt%,tin粉末粒径为5μm,比例3wt%,co粉末粒径为5μm,比例5wt%,于混合器中混合,混合时间4小时。混合粉在500-600℃真空加热条件下脱水气干燥2小时。金属基材选用高锰钢,利用脉冲激光进行金属基体表面清洁及表面预处理,脉冲激光功率为2-2.4kw,脉冲频率为18.75hz,37.5hz,150hz, 波长为1064nm;喷涂载气为3mpa压缩氮气,载气预热温度为1200℃;混合粉预热温度为600℃; 激光功率为5-6kw,控制温度为1000℃;喷涂距离为30mm,送粉量20g/min,喷粉遍数10遍。喷粉基板的移动速度20mm/s,喷粉空间为真空环境。经过10遍喷涂,金刚石薄膜厚度为2.0mm,附着力astm等级为5b,硬度为3000hv,金刚石薄膜表面均匀致密无裂纹气孔。
41.综上,可以看出,采用本发明的制备方法制备的金刚石薄膜,表面致密无裂纹,与金属基体的附着力好,质量稳定、耐磨且硬度较高,此外,本发明的制备方法也实现了金属基体表面处理与薄膜涂层沉积制备的集成化、自动化和高效化,有利于提高金刚石薄膜的生产率。
42.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。