技术特征:
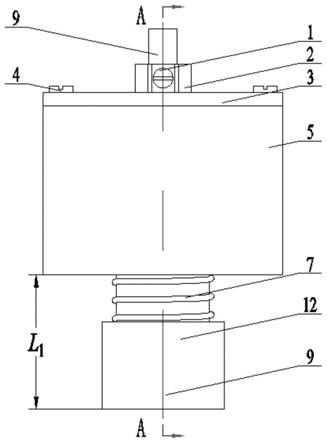
1.一种150和160方坯料共用轧制线材产品的方法,其特征在于,包括:步骤(1),将1#粗轧轧机-5#粗轧轧机设置成为平辊无槽轧制,6#粗轧轧机设置为圆孔轧制;其中,1#
〜
6#粗轧轧机机架配辊:式中,d
工
h
料
≤d
max
;d
工
为工作辊径;h
料
为料型高度;d
max
为轧机允许最大辊径;步骤(2),1#
〜
6#粗轧轧机的滑动导卫设置为可调整开口式导卫,4#、6#进口导卫的导辊设置为平辊形状;1#
〜
6#粗轧轧机的滑动导卫导槽尺寸为:导槽高度h
导
=h
料
8k;导槽宽度b
导
=b
料
10k;式中,k为导槽间隙系数,b
料
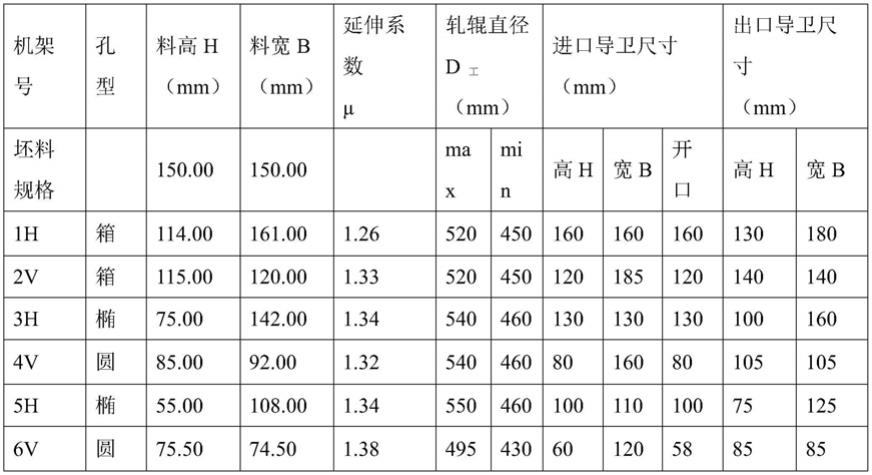
为料型宽度;步骤(3),轧制:开轧温度控制范围为1000℃~1060℃,φ6、φ8、φ10、φ12规格的精轧机出口速度设定范围依次为78~81m/s、75~79m/s、49~53m/s、35~38m/s。2.根据权利要求1所述的150和160方坯料共用轧制线材产品的方法,其特征在于,1#粗轧轧机-5#粗轧轧机k取1~3.5,6#粗轧轧机k取0.2~2.0。3.根据权利要求1所述的150和160方坯料共用轧制线材产品的方法,其特征在于,采用150mm
×
150mm方坯进行轧制时,按照轧制顺序6架轧机的工艺料形尺寸依次为112.00mm
×
161.00mm、115.00 mm
×
120.00mm、75.00 mm
×
142.00mm、85.00 mm
×
92.00mm、55.00 mm
×
108.00mm、75.50 mm
×
74.50mm。4.根据权利要求3所述的150和160方坯料共用轧制线材产品的方法,其特征在于,按照轧制顺序,延伸系数依次为1.23、1.31、1.34、1.32、1.35、1.33。5.根据权利要求1所述的150和160方坯料共用轧制线材产品的方法,其特征在于,采用160mm
×
160mm方坯进行轧制时,按照轧制顺序6架轧机的工艺料形尺寸依次为117.00mm
×
171.00mm、117.00 mm
×
130.00mm、77.00 mm
×
137.00mm、85.00 mm
×
92.00mm、55.00 mm
×
108.00mm、75.50 mm
×
74.50mm。6.根据权利要求5所述的150和160方坯料共用轧制线材产品的方法,其特征在于,按照轧制顺序,延伸系数依次为1.31、1.45、1.31、1.30、1.35、1.33。7.根据权利要求1所述的150和160方坯料共用轧制线材产品的方法,其特征在于,1#
〜
6#粗轧轧机的轧辊直径d
工
尺寸范围依次为:[515 mm,465 mm]、[515 mm,465 mm]、[515 mm,465 mm]、[470 mm,415 mm]、[510 mm,415 mm]、[495 mm,430 mm]。8.根据权利要求1所述的150和160方坯料共用轧制线材产品的方法,其特征在于,1#
〜
6#粗轧轧机的进口导卫尺寸高依次为170 mm、120 mm、140 mm、80 mm、100 mm、58 mm,宽依次为170 mm、185 mm、140 mm、160 mm、110 mm、120 mm,开口依次为160 mm、120 mm、130 mm、80 mm、100 mm、60 mm。9.根据权利要求1所述的150和160方坯料共用轧制线材产品的方法,其特征在于,1#
〜
6#粗轧轧机的出口导卫尺寸高依次为130 mm、140 mm、100 mm、105 mm、75 mm、85 mm,宽依次为180 mm、140 mm、160 mm、105 mm、125 mm、85 mm。
技术总结
本发明涉及一种150和160方坯料共用轧制线材产品的方法,属于轧钢技术领域。本发明将1#粗轧轧机-5#粗轧轧机设置成为平辊无槽轧制,6#粗轧轧机设置为圆孔轧制;并将1#
技术研发人员:刘杰 朱艳红 李文举 曹云 杨章令 陈爱林 舒云胜 王东宇 冯再武 张付锦 张广丹
受保护的技术使用者:红河钢铁有限公司
技术研发日:2021.04.23
技术公布日:2022/3/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。