1.本发明涉及电池技术领域,尤其涉及一种圆柱形电池注液口封铝片系统。
背景技术:
2.现有技术中,圆柱形电池注液口密封是在注液口敲入钢珠并点上uv胶,达到电池封口目的。钢珠与注液口有缝隙将导致电池内电解液渗出,uv胶被腐蚀造成电解液泄露,封钢珠方式封口对设备定位精度要求极高,位置稍有偏差将导致注液口与钢珠产生缝隙,造成漏液,点胶后封口处被胶液覆盖,检测设备及人员无法进行封口挑选,存在封口不良未检出风险
技术实现要素:
3.基于背景技术中存在的技术问题,本发明提出了一种圆柱形电池注液口封铝片系统。
4.本发明提出的一种圆柱形电池注液口封铝片系统,包括电池输送线,沿电池输送线输送方向,依次设置有初定位工位、注液口擦洗工位、吹洗工位、上铝片工位、激光焊接工位、气密检测工位;
5.初定位工位处安装有初定位机构,初定位机构用于调整处于初定位工位处电池的注液口朝向;
6.注液口擦洗工位处安装有注液口擦洗机构,注液口擦洗机构用于擦洗处于注液口擦洗工位处电池的注液口;
7.吹洗工位处安装有吹洗机构,吹洗机构用于吹洗处于吹洗工位处电池的注液口;
8.上铝片工位处安装有上铝片机构,上铝片机构用于向处于上铝片工位处电池的注液口上料铝片;
9.激光焊接工位处安装有激光焊接机构,激光焊接机构用于对处于激光焊接工位处电池进行激光焊接;
10.气密检测工位处安装有气密检测机构,气密检测机构用于检测处于气密检测工位处电池的气密性。
11.优选的,吹洗工位与上铝片工位之间还设置有精定位工位,精定位工位处安装有精定位机构,精定位机构用于定位处于精定位工位处电池的极柱。
12.优选的,精定位机构包括相对布置的第一夹板、第二夹板以及第一气缸、第二气缸,第一夹板、第二夹板相对一侧均开设有半圆槽,第二夹板上安装有极柱压板,第一气缸用于驱动第一夹板、第二夹板在竖直方向上下移动,第二气缸用于驱动第一夹板远离或靠近第二夹板。
13.优选的,气密性检测工位下游位置还设置有探伤工位,探伤工位处安装有探伤机构,探伤机构用于检测电池焊缝是否合格。
14.优选的,探伤机构采用超声探伤仪。
15.优选的,初定位机构包括ccd纠偏相机、伺服电机、皮带轮,ccd纠偏相机用于检测处于初检测工位处电池注液口位置,,伺服电机根据ccd纠偏相机反馈的信息驱动皮带轮转动从而带动电池转动以调节电池注液口位置;优选的,初定位机构还包括位于ccd纠偏相机下游的纠偏机械手,纠偏机械手用于修正未旋转到位的电池的注液口朝向。
16.优选的,注液口擦洗机构包括毛刷和第三气缸,第三气缸用于驱动毛刷往复运动以对处于注液口擦洗工位处电池注液口进行擦洗。
17.优选的,吹洗机构包括气源和多个气管,多个气管均与气源连接且气管远离气源一端均连接有喷头。
18.优选的,上铝片机构包括自动上料震动盘、上料平台、吸盘、直线轨道,自动上料震动盘用于将铝片上料至上料平台,吸盘安装在直线轨道上并可沿着直线轨道移动,吸盘用于吸取上料平台上的铝片并将铝片上料至处于上铝片工位处电池的注液口位置。
19.优选的,铝片机构还包括ccd铝片检测相机,ccd铝片检测相机用于检测铝片是否到位。
20.本发明提出的一种圆柱形电池注液口封铝片系统,通过初定位机构、注液口擦洗机构、吹洗机构、上铝片机构、激光焊接机构、气密检测机构的相互配合,在原有封钢珠基础上再封一层铝片,对注液口进行两道封口,防止电池漏液,在不影响生产效率的情况下能够达到100%封口良率,并且不会产生电解液泄露现象。
附图说明
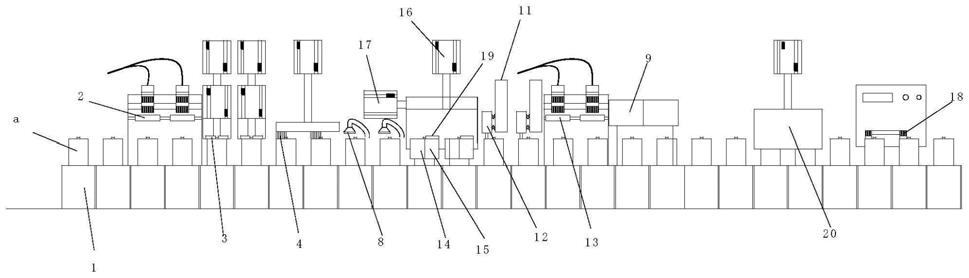
21.图1为本发明提出的一种圆柱形电池注液口封铝片系统的结构示意图
22.图2为本发明提出的一种圆柱形电池注液口封铝片系统的俯视图。
具体实施方式
23.参照图1、图2,本发明提出一种圆柱形电池注液口封铝片系统,包括电池输送线1,沿电池输送线1输送方向,依次设置有初定位工位、注液口擦洗工位、吹洗工位、上铝片工位、激光焊接工位、气密检测工位;其中:
24.初定位工位处安装有初定位机构,初定位机构用于调整处于初定位工位处电池的注液口朝向。初定位机构包括ccd纠偏相机2、伺服电机、皮带轮21和纠偏机械手3,ccd纠偏相机2用于检测处于初检测工位处电池a的注液口位置,伺服电机根据ccd纠偏相机2反馈的信息驱动皮带轮21转动从而带动电池a转动以调节电池a注液口位置;未旋转到位电池a通过纠偏机械手3夹极柱修正大致方向。
25.注液口擦洗工位处安装有注液口擦洗机构,注液口擦洗机构用于擦洗处于注液口擦洗工位处电池的注液口。注液口擦洗机构包括毛刷4和第三气缸5,第三气缸5用于驱动毛刷4往复运动以对处于注液口擦洗工位处电池注液口进行擦洗。
26.吹洗工位处安装有吹洗机构,吹洗机构用于吹洗处于吹洗工位处电池的注液口。吹洗机构包括气源6和多个气管7,多个气管7均与气源6连接且气管7远离气源6一端均连接有喷头8。
27.上铝片工位处安装有上铝片机构,上铝片机构用于向处于上铝片工位处电池的注液口上料铝片。上铝片机构包括自动上料震动盘、上料平台10、吸盘12、直线轨道11和ccd铝
片检测相机13,自动上料震动盘用于将铝片上料至上料平台10,吸盘12安装在直线轨道11上并可沿着直线轨道11移动,吸盘12用于吸取上料平台10上的铝片并将铝片上料至处于上铝片工位处电池的注液口位置,ccd铝片检测相机13用于检测铝片是否到位。
28.激光焊接工位处安装有激光焊接机构9,激光焊接机构9用于对处于激光焊接工位处电池进行激光焊接。
29.气密检测工位处安装有气密检测机构20,气密检测机构20用于检测处于气密检测工位处电池的气密性。
30.本实施例中,吹洗工位与上铝片工位之间还设置有精定位工位,精定位工位处安装有精定位机构,精定位机构用于定位处于精定位工位处电池的极柱。精定位机构包括相对布置的第一夹板14、第二夹板15以及第一气缸16、第二气缸17,第一夹板14、第二夹板15相对一侧均开设有半圆槽,第二夹板15上安装有极柱压板19,第一气缸16用于驱动第一夹板14、第二夹板15在竖直方向上下移动,第二气缸17用于驱动第一夹板14远离或靠近第二夹板15。
31.本实施例中,气密性检测工位下游位置还设置有探伤工位,探伤工位处安装有探伤机构,探伤机构用于检测电池焊缝是否合格。探伤机构采用超声探伤仪18。
32.本发明工作时,将封完钢珠的电池a通过电池输送线进行输送,初定位机构用于调整处于初定位工位处电池a的注液口朝向,将注液口调整至相同方向对电池a进行初步定位;注液口擦洗机构用于擦洗处于注液口擦洗工位处电池a的注液口,将注液口凹槽内电解液结晶及其他杂质擦拭干净;吹洗机构用于吹洗处于吹洗工位处电池a的注液口,氮气或去杂压缩空气通过喷头8喷向注液口凹槽,将擦洗过程残留的酒精吹掉或蒸发掉,保证注液口凹槽洁净;精定位机构用于定位处于精定位工位处电池a的极柱,通过对极柱的定位将电池a完全定位;上料吸盘12自动上料封口铝片,ccd铝片检测相机13检测铝片是否放置到位;激光焊接通过ccd识别注液口位置,进行连续焊接;气密检测机构20通过吸盘将正极盖板全覆盖,通入氦气,检测漏率,进行气密性检测;超声探伤仪18将探头放置在铝片上进行缺陷检测,检查焊缝是否产生虚焊,裂缝。
33.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
