1.本实用新型涉及轨道客车部件加工领域,尤其涉及一种牵引中心销加工定位工装。
背景技术:
2.转向架是轨道客车中最重要的组成部分,其强度与钢性直接关系到轨道客车运行的安全性、可靠性与舒适性,进而影响到轨道客车运营的质量与经济效益。在转向架组成部件中,牵引中心销是整个系统中的重要组成部件之一。牵引中心销是牵引梁中的重要组成部分,牵引梁是连接牵引拉杆的重要部件,而与牵引梁连接的是轨道列车的核心部件是牵引拉杆座,因此牵引中心销在整个系统中承担着重要作用。由于牵引中心销的关键性与特殊性,其对产品加工的质量要求特别高。传统的牵引中心销加工方法比较复杂,首先要将牵引中心销在划线平台画出所有加工线、找正线、轮廓线和参考线,加工时工件底部安装有普通顶尖进行高低调节,接下来用高度尺通过画好的找正线进行人工调节找正,操作难度大,比较费时间,需要反复调整,这种操作繁琐,复杂不易操作,对工人操作水平要求较高。另外由于牵引中心销的结构比较特殊,用普通压板装夹工件,这种传统的装夹方式已不能满足牵引中心销的质量要求,牵引中心销的特殊结构使用普通加工装夹方法已不能满足产品质量要求,会造成加工质量较差,尺寸规格不统一,加工精度低,效率低,辅助时间长,操作繁琐复杂,严重影响产品使用性能及安全性。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供了一种轨道客车牵引中心销加工定位工装,包括底板、主立板和支撑连接座,所述底板和主立板之间通过螺栓连接,所述底板与支撑连接座之间通过螺栓连接,其特殊之处在于,所述主立板上表面的下方设有导向柱连接块,所述导向柱连接块的两端与主立板之间通过导向柱a和导向柱b连接,所述导向柱连接块的下表面设有定位柱a和定位柱b,所述定位柱a 和定位柱b与导向柱连接块的下表面通过螺栓连接,所述主立板上表面的上方设有手轮a,所述手轮a的螺杆通过主立板上表面与导向柱连接块连接,所述主立板侧面的四个边角处分别设有锁紧压板和调节螺栓压块,所述锁紧压板和调节螺栓压块与主立板的侧面通过螺栓连接,所述主立板侧面的中心处设有三爪自定心卡盘,所述三爪自定心卡盘与主立板侧面通过螺栓连接,所述主立板侧面的下端设有导向块a和导向块b,所述导向块a和导向块b与主立板侧面通过螺栓连接,所述支撑连接座的两侧分别设有导向连接块a和导向连接块b,所述导向连接块a和导向连接块b与支撑连接座之间通过螺栓连接,所述支撑连接座位于导向连接块b的一侧设有锥形套,所述支撑连接座位于导向连接块a的一侧设有手轮b,所述手轮b的螺杆穿过导向连接块a、支撑连接座和导向连接块b与锥形套相连。
4.进一步地,所述主立板的两侧分别设有加强块,所述加强块与主立板和底板之间通过螺栓连接。在主立板两侧分别设置加强块,可以提高主立板的稳定性,使主立板与底板
之间的连接更牢固,在产品加工的过程中不易出现位移和形变。
5.进一步地,所述底板的中心位置处设有辅助支撑块,所述辅助支撑块与底板之间通过螺栓连接。在底板上设置辅助支撑块可以在下部支撑牵引中心销,帮助牵引中心销更好地固定,防止其在加工过程中出现掉落的现象。
6.进一步地,所述辅助支撑块的上方设有弹性层。辅助支撑块上的弹性层可以防止牵引中心销在固定和加工的过程中出现刮擦和磕碰,减少产品缺陷的产生。
7.本实用新型提供的轨道客车牵引中心销加工定位工装,通过手轮 b调节锥形套位置,配合三爪自定心卡盘限制住了牵引中心销的x轴方向自由度。通过锁紧压板和调节螺栓压块锁定牵引中心限制了其y 轴方向的自由度。通过手轮a调节导向柱a、导向柱b和导向柱连接块的位置,配合定位柱a、定位柱b、导向块a和导向块b限制住了牵引中心销旋转方向自由度,从而实现了牵引中心销的固定。应用本实用新型进行工件加工的操作简单,一方面节省了大量的人力,另一方面也提高了加工效率,大大降低了工件的加工时间。同时定位精准,提高了产品加工精度,保证了所加工产品的使用性能和安全性。
附图说明
8.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
9.图1为轨道客车牵引中心销加工定位工装的结构示意图;
10.图2为本实用新型的装配示意图;
11.图3为底板的结构示意图;
12.图4为主立板的结构示意图;
13.图5为加强块的结构示意图;
14.图6为锁紧压板的结构示意图;
15.图7为三爪自定心卡盘的结构示意图;
16.图8为导向块a和导向块b的结构示意图;
17.图9为辅助支撑块的结构示意图;
18.图10为手轮a和手轮b的结构示意图;
19.图11为导向块a和导向块b的结构示意图;
20.图12为导向柱连接块的结构示意图;
21.图13为定位柱a和定位柱b的结构示意图;
22.图14为锥形套的结构示意图;
23.图15为导向连接块a的结构示意图;
24.图16为导向连接块b的结构示意图;
25.图17为支撑连接座的结构示意图;
26.图18为调节螺栓压块的结构示意图;
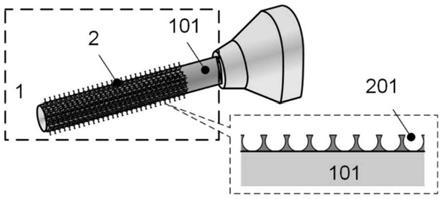
27.图19为被加工轨道客车牵引中心销的结构示意图。
28.图中:1、底板,2、主立板,3、加强块,4、锁紧压板,5、三爪自定心卡盘,6、导向块a,7、导向块b,8、辅助支撑块,9、手轮a,10、导向柱a,11、导向柱b,12、导向柱连接块,13、定位柱a,14、定位柱b,15、手轮b,16、调节螺栓压块,17、锥形套, 18、导向连接块a,19、导向连接
块b,20、支撑连接座。
具体实施方式
29.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述。
30.如图1~图19所示,本实施例中轨道客车牵引中心销加工定位工装,包括底板1、主立板2和支撑连接座20,所述底板1和主立板2 之间通过螺栓连接,所述底板1与支撑连接座20之间通过螺栓连接,所述主立板1上表面的下方设有导向柱连接块12,所述导向柱连接块12的两端与主立板2之间通过导向柱a10和导向柱b11连接,所述导向柱连接块12的下表面设有定位柱a13和定位柱b14,所述定位柱a13和定位柱b14与导向柱连接块12的下表面通过螺栓连接,所述主立板2上表面的上方设有手轮a9,所述手轮a9的螺杆通过主立板2上表面与导向柱连接块12连接,所述主立板2侧面的四个边角处分别设有锁紧压板4和调节螺栓压块16,所述锁紧压板4和调节螺栓压块16与主立板2的侧面通过螺栓连接,所述主立板2侧面的中心处设有三爪自定心卡盘5,所述三爪自定心卡盘5与主立板 2侧面通过螺栓连接,所述主立板2侧面的下端设有导向块a6和导向块b7,所述导向块a6和导向块b7与主立板2侧面通过螺栓连接,所述支撑连接座20的两侧分别设有导向连接块a18和导向连接块 b19,所述导向连接块a18和导向连接块b19与支撑连接座20之间通过螺栓连接,所述支撑连接座20位于导向连接块b19的一侧设有锥形套17,所述支撑连接座20位于导向连接块a18的一侧设有手轮 b15,所述手轮b15的螺杆穿过导向连接块a18、支撑连接座20和导向连接块b29与锥形套17相连。
31.所述主立板2的两侧分别设有加强块3,所述加强块3与主立板 2和底板1之间通过螺栓连接
32.所述底板2的中心位置处设有辅助支撑块8,所述辅助支撑块8 与底板1之间通过螺栓连接。
33.所述辅助支撑块8的上方设有弹性层。
34.应用本实施例进行轨道客车牵引中心销固定的方法如下:
35.首先将待加工轨道客车牵引中心销置于导向块a6、导向块b7 和三爪自定心卡盘5上,调节手轮a9使导向柱连接块向下运动,直至与牵引中心销接触。调整锁紧压板4,将牵引中心销四角锁定。调整手轮b15使锥形套17向牵引中心销方向移动,直至与牵引中心销接触,完成轨道客车牵引中心销的固定。此时锥形套17配合三爪自定心卡盘5限制住了牵引中心销的x轴方向自由度。通过锁紧压板4 锁定牵引中心销,限制了其y轴方向的自由度。通过导向柱a10、导向柱b11和导向柱连接块12,配合定位柱a13、定位柱b14、导向块a6和导向块b7限制住了牵引中心销旋转方向自由度,从而实现了整个工件的固定。
36.以上仅为本实用新型的具体实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。