1.本发明属于特大型剖分轴承曲率半径测量技术领域,具体涉及一种轴承套圈曲率半径的测量装置及测量方法。
背景技术:
2.目前,对于曲率半径大于6米、重量大于80000kg的轴承来说,其内外圈的加工制作需要进行剖分,即需要将套圈剖分为多段(6段以上)进行分别加工,加工制作完成后再进行装配,实现特大型剖分轴承的制作;由于特大型剖分轴承套圈的尺寸大、重量重,在生产制作时,需要对剖分段工件进行高质量加工,由此需要对工件外形尺寸进行精确测量。但是在现有技术中,由于这种大型剖分工件的曲率半径不能够实现精确测量,测量手段存在误差过大、检测结果准确性低的问题,导致组装后的轴承无法满足实际需要,造成产品报废等问题,提高了企业的成本投入。
技术实现要素:
3.本发明为了解决上述技术问题,提供一种轴承套圈曲率半径的测量装置及测量方法,其测量装置设计结构简单、使用便捷,在进行测量时,采用比较法对大型工件的曲率半径进行测量和计算,能够使得测量的误差控制在0.05mm以内,有利于提高大型工件曲率半径测量的精度和效率。
4.本发明所采用的技术方案是:一种轴承套圈曲率半径的测量装置,包括一长条形结构的横板,横板的下表面两侧位置安装有上顶尖,上顶尖的尖端部朝下设置,横板的侧面前后位置处均安装有外形呈l型结构的连接支架,连接支架的竖直板靠近上顶尖的一侧面处安装有侧顶尖,两个侧顶尖尖部的连线与横板的长度方向相互平行设置,在横板的上方安装有可沿横板长度方向进行直线移动的滑块,滑块的上方吸附有用于安装测量表的测量支架。
5.所述横板的上表面安装有导轨,导轨的长度方向与横板长度方向相互平行设置,滑块滑动的安装在导轨上。
6.本发明还提供了一种轴承套圈曲率半径的测量方法,其采用上述测量装置作为测量工具,具体方法如下:步骤一、标准件的制作;按照待测工件的图纸尺寸加工制作出局部工件,该局部工件作为标准件;步骤二、将上述测量装置置于标准件上,其中,两个上顶尖紧贴标准件的上表面,两个侧顶尖紧贴标准件的侧壁,将测量表安装在测量支架上,滑动滑块,使得测量表的测量头与标准件的侧壁相接触,在测量表运动至侧壁极限点位置时,将测量表归零;步骤三、将归零后的测量装置置于待测工件上,测量装置的两个上顶尖紧贴待测工件的上表面,两个侧顶尖紧贴标准件的侧壁,滑动滑块,利用测量表寻找到待测工件侧壁的极限点位,此时,记录测量表所显示的数值,并与测量表归零时的数值相对比,得出增量
δ;步骤四、计算出待测工件的半径尺寸r0;首先,在标准件归零后,可得出以下公式,(1)其中,r代表标准件的半径尺寸;l代表弦长,即两个侧顶尖之间的距离尺寸;x代表弧线中心点与弦长的垂直距离;当利用测量装置对待测工件进行测量后,得出以下公式(2);其中,r0代表待测工件的半径尺寸;l代表弦长,即两个侧顶尖之间的距离尺寸;x δ代表弧线中心点与弦长的垂直距离;由于标准件的半径r为已知、弦长l已知,由公式(1)可得出x的值,在x的值已知,并且增量δ、以及弦长l已知后,利用公式(2)可得出待测工件的半径r0,从而计算出待测工件的曲率半径。
7.所述步骤一中,局部工件的外形大小为待测工件大小的1/15-1/20.所述步骤二中的侧壁包括标准件的圆弧外壁和圆弧内壁。
8.所述步骤三中的侧壁包括待测工件的圆弧外壁和圆弧内壁。
9.本发明的有益效果为:本发明所设计的测量装置结构简单、使用便捷,在进行测量时,采用比较法对大型工件的曲率半径进行测量和计算,能够使得测量的误差控制在0.05mm以内,有利于提高大型工件曲率半径测量的精度和效率。
附图说明
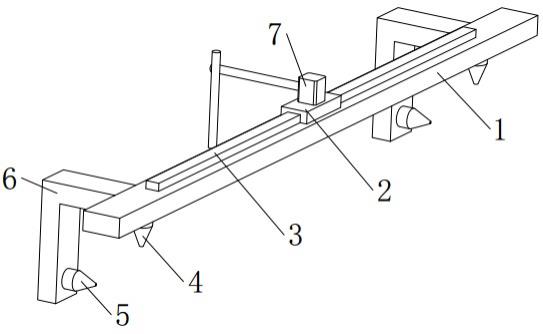
10.图1为本发明测量装置的立体视图;图2为本发明测量装置置于待测工件上的示意图;图3为本发明标准件的公式计算示意图;图4为本发明待测工件的公式计算示意图。
11.图中标记:1、横板;2、滑块;3、导轨;4、上顶尖;5、侧顶尖;6、连接支架;7、测量支架;8、待测工件;9、标准件。
具体实施方式
12.以下结合附图对本发明的具体实施方式做进一步的详细说明。
13.如图所示,一种轴承套圈曲率半径的测量装置,包括一长条形结构的横板1,横板1的下表面两侧位置安装有上顶尖4,上顶尖4的尖端部朝下设置,其中,两个上顶尖4的下端连线与横板1表面保持平行,利用两个上顶尖4可以紧贴在标准件9和待测工件8的上表面,实现竖直方向定位的目的,并且在定位后,横板1上表面与标准件9或待测工件8的上表面相互平行。
14.横板1的侧面前后位置处均安装有外形呈l型结构的连接支架6,连接支架6的竖直
板靠近上顶尖4的一侧面处安装有侧顶尖5,两个侧顶尖5尖部的连线与横板1的长度方向相互平行设置;利用两个侧顶尖5可以实现与标准件9或待测工件8侧壁进行接触的目的,配合两个上顶尖4后,从而实现该测量装置竖直方向、水平方向的定位效果,当测量支架7移动时,可以有效的提高测量过程中的精确度。
15.在横板1的上方安装有可沿横板1长度方向进行直线移动的滑块2,滑块2的上方吸附有用于安装测量表的测量支架7,滑块2作为移动块,一是可以实现对上方测量支架7的支撑,二是能够实现直线移动,且移动的轨迹与横板1长度方向相互平行,达到利用测量表检测侧壁弧形极限点的目的;其中,测量支架7采用磁性表座,用以吸附到滑块2上表面,具有拆装便捷、吸附力量大的优点,测量表可采用百分表或千分表,主要起到测量的效果。
16.所述横板1的上表面安装有导轨3,导轨3的长度方向与横板1长度方向相互平行设置,滑块2滑动的安装在导轨3上,采用直线导轨3滑块2的结构,具有摩擦力小,精度高的优点。
17.本发明还提供了一种轴承套圈曲率半径的测量方法,采用上述测量装置作为测量工具,本实施例中,选择待测工件8外壁进行曲率半径的测量,具体方法如下:步骤一、标准件9的制作;按照待测工件8的图纸尺寸加工制作出局部工件,该局部工件作为标准件9;其中,局部工件的外形大小为待测工件8大小的1/15-1/20,即待测工件8的直径尺寸为6米时,标准件9的总长度可制作成1米,标准件9的弧形外径、内径均与待测工件8的尺寸相同;制作标准件9的目的是由于小型标准件9更容易在满足图纸尺寸精度的情况下进行加工制作,可用于与待测工件8进行比对测量;步骤二、将上述测量装置置于标准件9上,其中,两个上顶尖4紧贴标准件9的上表面,两个侧顶尖5紧贴标准件9的外壁,将测量表安装在测量支架7上,滑动滑块2,使得测量表的测量头与标准件9的侧壁相接触,在测量表运动至外壁极限点位置时,将测量表归零;其中,外壁极限点指的是测量表运动到两个侧顶尖5连线的中间位置所测得的数值;步骤三、将归零后的测量装置置于待测工件8上,测量装置的两个上顶尖4紧贴待测工件8的上表面,两个侧顶尖5紧贴标准件9的外壁,滑动滑块2,利用测量表寻找到待测工件8外壁的极限点位,此时,记录测量表所显示的数值,并与测量表归零时的数值相对比,得出增量δ;步骤四、计算出待测工件8的半径尺寸r0;首先,在标准件9归零后,可得出以下公式,(1)其中,r代表标准件9的半径尺寸;l代表弦长,即两个侧顶尖之间的距离尺寸;x代表弧线中心点与弦长的垂直距离;当利用测量装置对待测工件8进行测量后,得出以下公式,(2);其中,r0代表待测工件8的半径尺寸;l代表弦长,即两个侧顶尖之间的距离尺寸;x δ代表弧线中心点与弦长的垂直距离;
由于标准件9的半径r为已知、弦长l已知,由公式(1)可得出x的值,在x的值已知,并且增量δ、以及弦长l已知后,利用公式(2)可得出待测工件8的半径r0,从而计算出待测工件8的曲率半径。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。