1.本实用新型涉及炼钢设备领域,尤其涉及一种合金自动称量装置。
背景技术:
2.炼钢是指控制碳含量消除p、s、o、n等有害元素,保留或增加si、mn、ni、cr等有益元素并调整元素之间的比例,获得最佳性能,在炼钢过程中为了获得不同性能的钢材以适应不同的用途需要添加不同比例的各种合金,传统的方式是人工操作按钮,控制振动下料机的启停,将不同物料按一定重量和比例称量后放入合金小车,再操作合金小车行驶到转炉后,在转炉向钢包放钢水的过程中,通过合金溜管加入到钢包内,这种合金称重方式需要人员在控制箱旁等待,易吸入合金粉尘,具有一定危害性,因此开发一种人员参与少,不需要人员实时操作的自动化称量装置就显得尤为必要。
技术实现要素:
3.本实用新型的目的在于提供一种合金自动称量装置,具有人员参与少,不需要人员实时操作的优点。
4.采用的技术方案如下:
5.一种合金自动称量装置,包括下料平台,下料平台上设置有多个料仓,料仓下端设置有出料口,料仓下方设置有振动下料机,振动下料机与料仓之间采用弹簧吊杆连接,振动下料机下方设置有称量平台,称量平台设置有重量传感器,重量传感器与振动下料机均连接有plc控制器和计算机,重量传感器设置有上端开口的称量仓,称量仓下端倾斜设置有出料方管,出料方管内部上端转动设置有沿前后方向延伸的转轴,转轴上设置有沿前后方向延伸的挡板,转轴延伸到出料方管外侧且同轴设置有齿轮,出料方管外侧设置有伸缩杆,伸缩杆连接有与齿轮啮合的齿条。
6.优选的,所述的出料方管下方设置有输送轨道,输送轨道上滑动设置有送料小车。
7.优选的,所述的称量仓均对应四个振动下料机。
8.优选的,所述的伸缩杆为气动推杆。
9.相比于现有技术,有益效果在于:
10.本实用新型控制送料小车移动到出料方管下方,伸缩杆控制齿条滑动从而使与齿条啮合的齿轮转动从而控制挡板绕转轴转动从而实现出料方管的封闭,料仓出料口将原料下放到振动下料机内,plc控制器和计算机启动振动下料机,振动将原料输送到对应的称量仓内,当称量仓内的原料到达既定的重量时,plc控制器和计算机控制振动下料机关机,[1] 操作人员确认称量仓内原料的重量达标之后,操作人员启动伸缩杆,伸缩杆控制齿条滑动从而使与齿条啮合的齿轮转动从而控制挡板绕转轴转动从而实现出料方管的打开,原料从称重仓内下放到正下方的送料小车内,具有人员参与少,不需要人员实时操作的优点。
附图说明
[0011]
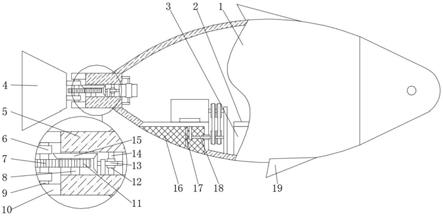
图1是本实用新型一种合金自动称量装置的结构示意图,
[0012]
图2是图1中a处的结构示意图,
[0013]
图3是本实用新型一种合金自动称量装置的料仓与称重仓的位置关系结构示意图,
[0014]
图中:1、下料平台,2、料仓,3、振动下料机,4、弹簧吊杆,5、称量平台,6、重量传感器, 7、称量仓,8、出料方管,9、挡板,10、齿轮,11、伸缩杆,12、齿条,13、输送轨道,14、送料小车,15、计算机。
具体实施方式
[0015]
下面结合具体实施例对本实用新型做进一步的描述,如图1到图3所示:包括下料平台1,下料平台1上设置有多个料仓2,料仓2下端设置有出料口,料仓2下方设置有振动下料机3, 所述的振动下料机3为现有技术在此不再赘述;振动下料机3与料仓2之间采用弹簧吊杆4连接, 弹簧吊杆4连接减少振动下料机3产生的振动传递给料仓2,振动下料机3下方设置有称量平台5, 称量平台5设置有重量传感器6, 重量传感器6与振动下料机3均连接有plc控制器和计算机15,人工设定用量,操作计算机15可控制开始下料,达到设定重量后,振动下料机3自动停止,重量传感器6为现有技术在此不再赘述;
[0016]
重量传感器6设置有上端开口的称量仓7, 称量仓7下端呈上大下小的锥形,称量仓7下端倾斜设置有出料方管8,出料方管8内部上端转动设置有沿前后方向延伸的转轴, 转轴上设置有沿前后方向延伸的挡板9,转轴延伸到出料方管8外侧且同轴设置有齿轮10,出料方管8外侧设置有伸缩杆11,
[0017]
伸缩杆11连接有与齿轮10啮合的齿条12,伸缩杆11控制齿条12滑动从而使与齿条12啮合的齿轮10转动从而控制挡板9绕转轴转动从而实现出料方管8的开闭,所述的伸缩杆11为气动推杆,气动推杆为现有技术在此不再赘述;出料方管8下方设置有输送轨道13,输送轨道13上滑动设置有送料小车14,称量仓7对应四个振动下料机3。
[0018]
具体工作过程如下:需要进行定量下料时,通过计算机15人工设定用量,控制送料小车14移动到出料方管8下方,伸缩杆11控制齿条12滑动从而使与齿条12啮合的齿轮10转动从而控制挡板9绕转轴转动从而实现出料方管8的封闭,料仓2出料口将原料下放到振动下料机3内,plc控制器和计算机15启动振动下料机3,振动将原料输送到对应的称量仓7内,当称量仓7内的原料到达设定的重量时,振动下料机3自动停止,操作人员确认称量仓内原料的重量达标之后,操作人员控制伸缩杆11控制齿条12滑动从而使与齿条12啮合的齿轮10转动从而控制挡板9绕转轴转动从而实现出料方管8的打开,原料从称重仓内下放到正下方的送料小车14内,按照上述流程将称量仓7对应的其它三个料仓2进行定量下料,具有人员参与少,不需要人员实时操作的优点。
[0019]
上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。
技术特征:
1.一种合金自动称量装置,其特征在于:包括下料平台(1),下料平台(1)上设置有多个料仓(2),料仓(2)下端设置有出料口,料仓(2)下方设置有振动下料机(3),振动下料机(3)与料仓(2)之间采用弹簧吊杆(4)连接,振动下料机(3)下方设置有称量平台(5),称量平台(5)设置有重量传感器(6), 重量传感器(6)与振动下料机(3)均连接有plc控制器和计算机(15),重量传感器(6)设置有上端开口的称量仓(7),称量仓(7)下端倾斜设置有出料方管(8),出料方管(8)内部上端转动设置有沿前后方向延伸的转轴,转轴上设置有沿前后方向延伸的挡板(9),转轴延伸到出料方管(8)外侧且同轴设置有齿轮(10),出料方管(8)外侧设置有伸缩杆(11),伸缩杆(11)连接有与齿轮(10)啮合的齿条(12)。2.如权利要求1所述的一种合金自动称量装置,其特征在于:所述的出料方管(8)下方设置有输送轨道(13),输送轨道(13)上滑动设置有送料小车(14)。3.如权利要求1所述的一种合金自动称量装置,其特征在于:所述的称量仓(7)均对应四个振动下料机(3)。4.如权利要求1所述的一种合金自动称量装置,其特征在于:所述的伸缩杆(11)为气动推杆。
技术总结
本实用新型涉及炼钢设备领域,尤其涉及一种合金自动称量装置,包括下料平台,下料平台上设置有多个料仓,料仓下端设置有出料口,料仓下方设置有振动下料机,振动下料机与料仓之间采用弹簧吊杆连接,振动下料机下方设置有称量平台,称量平台设置有重量传感器,重量传感器与振动下料机均连接有PLC控制器和计算机,重量传感器设置有上端开口的称量仓,称量仓下端倾斜设置有出料方管,出料方管内部上端转动设置有沿前后方向延伸的转轴,转轴上设置有沿前后方向延伸的挡板,转轴延伸到出料方管外侧且同轴设置有齿轮,出料方管外侧设置有伸缩杆,伸缩杆连接有与齿轮啮合的齿条。本实用新型具有自动化程度高,人员参与较少的优点。型具有自动化程度高,人员参与较少的优点。型具有自动化程度高,人员参与较少的优点。
技术研发人员:王睿智 吴豪明 李胡兵 黄成秋 朱跃克
受保护的技术使用者:河南济源钢铁(集团)有限公司
技术研发日:2021.08.04
技术公布日:2022/3/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。