1.本实用新型涉及注塑技术领域,尤其指一种塑料件的注塑成型装置。
背景技术:
2.注塑机又名注射成型机或注射机,它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机能加热塑料,在射胶部分对熔融塑料施加高压,使其通过喷嘴射出充满模具型腔,但注塑机存在若干缺点,如立式注塑机的塑件由模板中推出后,需人工取出,若要实现全自动化,必须采用机械手进行取件,另外注塑机普遍结构复杂,需要多次操作才能取出塑料件,另外向模内安放嵌件比较困难,模具装卸比较麻烦。
技术实现要素:
3.本实用新型是为了克服现有技术中注塑机不易掉落模具、装卸困难和结构复杂的不足,提供了一种模具容易掉落和结构简单、装卸方便的一种塑料件的注塑成型装置。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一种塑料件的注塑成型装置,包括支架和床身,支架置于床身上方且与床身连接,支架的另一侧与床身之间连接有盖板,盖板与支架移动连接,支架连接有射胶部分,床身和支架之间设为活动空腔,活动空腔内设有移动模板和锁模模板,锁模模板与床身固定连接,移动模板中设有活动槽,活动槽内设有活动板,活动板的截面形状为凸字形,活动板与活动槽滑动连接,活动板的上下两侧均设有动齿条,移动模板上侧面和下侧面均设有滑槽,滑槽与活动槽连通,支架的下表面和床身的活动空腔内均设有定齿条,动齿条与定齿条之间啮合连接有齿轮,齿轮与滑槽侧壁转动连接,移动模板的一端与锁模模板相适配,移动模板另一端连接有驱动杆一,锁模模板连接有输送结构,输送结构与射胶部分连通。
6.驱动杆一连接有驱动设备,移动模板通过驱动杆一实现与锁模模板的合模和分开,驱动设备与气缸由外接的控制系统控制,初始状态下的活动板完全置于活动槽内,移动模板移动时,在齿轮的带动下(齿轮在滑槽的侧壁上与侧壁转动连接,齿轮在定齿条上移动时推动活动板上的动齿条,使动齿条带动活动板移动)活动板在活动槽内朝着锁模模板移动,驱动杆一使移动模板停止,凸字形的活动板被活动槽限位停止,使移动模板和锁模模板通过合模形成固定的相对位置,移动模板和锁模模板之间的空隙为溶液的流入空隙,射胶部分使快速溶液流入空隙中成型塑料件,在驱动杆一的驱动下退出后的移动模板的侧面由于活动板同时退入活动槽内进而呈平面,少了阻碍塑料件可轻易从移动模板上在重力下自由掉落,无需手动取件,移动模板与锁模模具从合模到分开对塑料件的成型与取件通过内部简单的结构即可一步到位,减少复杂结构的步骤,快速有效的完成了塑料件的制作成型与收集,加快了注塑件的注塑流程和效率,盖板与支架的连接方便了装置的安装和拆卸,有利于后期的快速维护。
7.作为优选,射胶部分置于支架上方,射胶部分包括支撑杆和喷枪,支撑杆与支架连
接,喷枪包括套筒,套筒的上端设有油缸,套筒内设有与油缸连接的螺杆,套筒外设有投料桶,投料桶与套筒连通。油缸驱动螺杆移动,从投料桶的原料流入套筒内被螺杆带动推进移动,支撑杆支撑喷枪立于支架上方,注塑机呈上下相连的结构,使得整个注塑机的占地面积小,方便放置。
8.作为优选,输送结构包括溶液仓和输送道,输送道一端的与支架相连,输送道另一端与溶液仓连通,喷枪包括套筒与喷嘴,喷嘴贯穿支架与输送道连通,套筒内部通过喷嘴与输送道内部连通。输送道与喷嘴连通,喷射部分融化的塑胶溶液通过输送道进入溶液仓中,输送道的另一端开口的高度在溶液仓水平位置较高处,使溶液仓进入的溶液不易反灌。
9.作为优选,喷嘴内设有限制球,限制球的直径大于喷嘴的最小口径,输送道内设有推杆,推杆的一端与限制球相连,推杆的另一端连接有气缸,气缸与输送道的外壁连接。气缸置于输送道外与输送道的外壁连接,推杆一端连接气缸、另一端穿过输送道内壁在输送道内活动,限制球与推杆相连且将喷嘴口堵住,在需要溶液通过喷嘴口通过气缸将推杆抬起,喷嘴口流经定量的溶液后迅速将推杆收回堵住喷嘴口,以控制溶液流量,达到定量输送溶液,同时溶液保持在喷枪内能够保持温度,达到快速精确注塑的目的。
10.作为优选,溶液仓设有出料口,锁模模板设有进料通道,出料口与进料通道连通,溶液仓内设有压板,压板一端面与出料口上下相对应,压板的另一端连接有驱动杆二,驱动杆二贯穿溶液仓置于溶液仓外,压板置于输送道在溶液仓开口处的上方。输送道与溶液仓的连接的开口处高于压板的水平高度,压板在驱动杆二的驱动下对溶液进行挤压,溶液在压板的推动下进入移动模板与锁模模板之间的空隙,压板使溶液能够快速进入移动模板与锁模模板之间的空隙,以防溶液的热量流失影响塑型质量。
11.作为优选,锁模模板朝向床身的一侧与床身之间设有制冷器,锁模模板的另一侧设有定型腔,进料通道与定型腔连通,进料通道置于定型腔的上方。进料通道置于锁模模板的上方,使溶液能够流畅快速的从上之下流入移动模板与锁模模板之间的空隙,在压板的压力下快速充分的填充空隙,制冷器通过锁模模板的传导降温可快速冷却溶液,使填充和定型快速有效的完成,同时上方的进料通道使冷却后的塑料件在出定型腔时与锁模模板的内壁相摩擦,进而对浇口进行打磨,减少浇口痕迹使浇口更加光滑平整。
12.作为优选,进料通道的形状呈圆台状,进料通道的小口径端朝向溶液仓,进料通道的大口径端朝向定型腔。进料通道堆积受冷却影响凝固的溶胶块,圆台状的进料通道使这些溶胶块容易脱落,以防形成对进料通道的堵塞,影响溶液填充。
13.作为优选,锁模模板的一侧设有模具助推板,模具助推板置于定型腔内且与锁模模板靠右一侧的侧壁相贴,模具助推板的连接有驱动杆三,驱动杆三的一端贯穿锁模模板与模具助推板的侧壁连接,驱动杆三的另一端连接有驱动电机,驱动电机安装在床身上。模具助推板在定型腔内与锁模模板的侧壁相贴,在驱动杆三的推动下,模具助推板与移动模板同步向外移动,在塑料件完全离开定型腔后收回,使塑料件可以顺利移出定型腔。
14.作为优选,齿轮设有转动杆,滑槽相对应的两个内壁上均设有插槽,转动杆贯穿齿轮中心且转动杆的两端伸入滑槽的插槽内。转动杆穿过齿轮中心与齿轮固定,转动杆的两端固定在滑槽相对面的插槽内,使齿轮能够稳定的与移动模板转动连接。
15.作为优选,盖板的侧面设有连接槽,连接槽内设有弹簧,弹簧的一端与连接槽内壁连接,弹簧的另一端连接有限位块,限位块的形状为直角三角形,支架设有插槽,限位块的
直角端置于连接槽内,限位块的尖端置于插槽内。直角三角形状的限位块斜面朝向与移动模板相背的一端、限位块直角端一侧与插槽相贴,稳定盖板的同时方便盖板的伸入和拿出, 方便了装置的安装和拆卸。
16.本实用新型的有益效果是:结构简单,方便了装置的安装和拆卸,有利于后期的快速维护,占地面积小,方便放置,塑料件的可以自动掉落实现全程的自动化,免于手动拿取或机械手的抓取,节约资源成本。
附图说明
17.图1 是本实用新型的立体图;
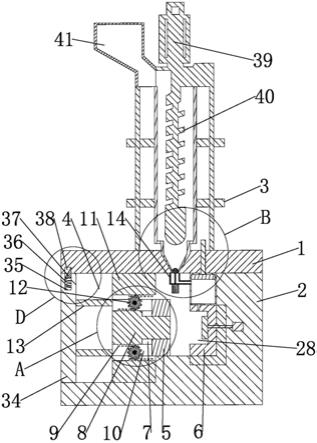
18.图2是图1的剖视图;
19.图3是图2中a处的放大图;
20.图4是图2中b处的放大图;
21.图5是移动模板的结构示意图;
22.图6是本实用新型合模状态的剖视图;
23.图7是图6中c处的放大图;
24.图8是本实用新型脱模状态的剖视图;
25.图9是图2中d处的放大图。
26.图中:1.支架,2.床身,3.射胶部分,4.活动空腔,5.移动模板,6.锁模模板,7.活动槽,8.活动板,9.动齿条,10.滑槽,11.定齿条,12.齿轮,13.驱动杆一,14.输送结构,15.支撑杆,16.喷枪,17.溶液仓,18.输送道,19.套筒,20.喷嘴,21.限制球,22.推杆,23.出料口,24.进料通道,25.压板,26.驱动杆二,27.制冷器,28.定型腔,29.模具助推板,30.驱动杆三,31.转动杆,32.气缸,33.塑料件,34.盖板,35.连接槽,36.弹簧,37.限位块,38.插槽,39.油缸,40.螺杆,41.投料桶。
具体实施方式
27.实施例1:
28.如图1所示,一种塑料件的注塑成型装置,包括支架1和床身2,支架1置于床身2的上方且与床身2连接,支架1连接有射胶部分3。
29.如图2所示,支架1的另一侧与床身2之间连接有盖板34,盖板34与支架1移动连接。床身2和支架1之间设为活动空腔4,活动空腔4内设有移动模板5和锁模模板6,锁模模板6与床身2固定连接。
30.如图2、3、5所示,移动模板5中设有活动槽7,活动槽7内设有活动板8,活动板8的截面形状为凸字形,活动板8与活动槽7滑动连接,活动板8的上下两侧均设有动齿条9,移动模板5上侧面和下侧面均设有滑槽10,滑槽10与活动槽7连通,支架1的下表面和床身2的活动空腔4均设有定齿条11,动齿条9与定齿条11之间啮合连接有齿轮12,齿轮12与滑槽10侧壁转动连接,移动模板5的一端与锁模模板6相适配,移动模板5另一端连接有驱动杆一13,锁模模板6连接有输送结构14,输送结构14与射胶部分3连通。齿轮12设有转动杆31,滑槽10相对应的两个内壁上均设有插槽,转动杆31贯穿齿轮12中心且转动杆31的两端伸入滑槽10的插槽内。
31.如图4所示,射胶部分3置于支架1上方,射胶部分3包括支撑杆15和喷枪16,支撑杆15与支架1连接,喷枪16包括套筒19,套筒19的上端设有油缸39,套筒19内设有与油缸39连接的螺杆40,套筒19外设有投料桶41,投料桶41与套筒19连通。输送结构14包括溶液仓17和输送道18,输送道18一端与支架1相连,输送道18另一端与溶液仓17连通,喷枪16的前端设有喷嘴20,喷嘴20贯穿支架1与输送道18连通,套筒19内部通过喷嘴20与输送道18内部连通。喷嘴20内设有限制球21,限制球21的直径大于喷嘴20的最小口径,输送道18内设有推杆22,推杆22的一端与限制球21相连,推杆22的另一端连接有气缸32,气缸32与输送道18的外壁连接。
32.如图6-8所示,溶液仓17设有出料口23,锁模模板6设有进料通道24,出料口23与进料通道24连通,溶液仓17内设有压板25,压板25一端面与出料口23上下相对应,压板25的另一端连接有驱动杆二26,驱动杆二26贯穿溶液仓17置于溶液仓17外,压板25置于输送道18在溶液仓17开口处的上方。锁模模板6朝向床身2的一侧与床身2之间设有制冷器27,锁模模板6的另一侧设有定型腔28,进料通道24与定型腔28连通,进料通道24置于定型腔28的上方。进料通道24的形状呈圆台状,进料通道24的小口径端朝向溶液仓17,进料通道24的大口径端朝向定型腔28。锁模模板6的一侧设有模具助推板29,模具助推板29置于定型腔28内且与锁模模板6靠右一侧的侧壁相贴,模具助推板29的连接有驱动杆三30,驱动杆三30的一端贯穿锁模模板6与模具助推板29的侧壁连接,驱动杆三30的另一端连接有驱动电机,驱动电机安装在床身2上。
33.如图9所示,盖板34的侧面设有连接槽35,连接槽35内设有弹簧36,弹簧36的一端与连接槽35内壁连接,弹簧36的另一端连接有限位块37,限位块37的形状为三角形,支架1设有插槽38,限位块37的直角端置于连接槽35内,限位块37的尖端置于插槽38内。
34.如图1-9所示,使用时,通过控制系统启动驱动杆一13,使驱动杆一13 驱动移动模板5朝向右边的锁模模板6移动,此时齿轮12在定齿条11上移动同时带动动齿条9在滑槽10中右移,带动活动板8在活动槽7中右移,使活动板8逐渐伸出移动模板5的表面(如图2所示),直到移动模板5和锁模模板6之间形成目标塑料件33的空隙(如图6所示),启动射胶部分3中的油缸39,使喷枪16的套筒19中的溶液在螺杆40的推动下快速流向喷嘴20,控制气缸32将限制球21推力喷嘴20口,使溶液流入输送道18中,气缸32下移收回使限制球21封闭喷嘴20口,溶液从输送道18流入溶液仓17内,溶液仓17内的压板25在驱动杆二26的推动下向下压溶液进入出料口23,溶液从出料口23进入进料通道24,溶液由上至下进入定型腔28内进行填充,启动制冷器27将溶液冷却成型变成目标塑料件33(如图8所示),启动驱动杆三26,在模具助推板29的推动下,塑料件33被移动模板5带出,在活动板8完全回到活动槽7后,塑料件33自动下落离开移动模板5。需要维修或更换零件时 (如图9所示),拿出盖板34后对内部进行维护后再合上盖板34即可。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
