1.本发明涉及探伤设备技术领域,尤其涉及一种船体焊缝数字射线检测成像装置及检测方法。
背景技术:
2.射线探伤是利用某种射线来检查焊缝内部缺陷的一种方法。常用的射线有两种,为x射线和γ射线。x射线和γ射线能不同程度地透过金属材料,对照相胶片产生感光作用。利用这种性能,当射线通过被检查的焊缝时,因焊缝缺陷对射线的吸收能力不同,使射线落在胶片上的强度不一样,胶片感光程度也不一样,从而可以准确、可靠、非破坏性地显示缺陷的形状、位置和大小。
3.常规的射线检测,通常是通过使用以溴化银为基础的胶片成像来进行射线检测的,而数字射线技术是一种通过数字射线成像板替代胶片进行射线检测的手段。通常数字射线检测所使用的成像板通常为一个独立的薄矩形装置,其价格昂贵,一般用于医用或内场工业检测。该种设备相较于传统射线检测技术,检测效率高,速度快,成像效果好。但是由于该设备尚未使用于船舶制造行业,且由于船舶制造外场环境较差,该设备直接固定于船体焊缝,易损坏设备,同时难以与信息板进行定位,使用性不高。
4.由此造成了船体焊缝射线检测时,检验人员在外场进行作业时,只能使用传统胶片技术,使用数字射线设备时仅能在能够安全摆放成像板的位置使用,检测效率低下。而船上检测位置较多,需要使用的传统胶片数量巨大,同时胶片显影定影时间长,工作效率低;采用数字射线成像板时,需要专门挑选合适的位置,对成像板保护措施要求严,实用性差,也降低了检测效率。
技术实现要素:
5.有鉴于此,本发明提供了一种船体焊缝数字射线检测成像装置及检测方法,用以解决上述背景技术中存在的问题。
6.一种船体焊缝数字射线检测成像装置,包括成像板固定装置和信息板固定装置,所述成像板固定装置吸附固定在船体焊缝的背离射线源的侧面上,信息板固定装置吸附固定在船体焊缝的靠近射线源的侧面上,所述成像板固定装置包括固定框、设置在固定框内的成像板,所述成像板的四边与固定框的相应内壁之间形成有缝隙,缝隙内填充有减震保护材料,所述固定框的框体上安装有第一磁吸座、把手和第一安装对准装置,固定框的两个相对外侧面的中部分别安装有第一焊缝对准装置。
7.优选地,所述固定框上还安装有用以为成像板供电的电源和用于传输射线成像的无线信号发射装置。
8.优选地,所述第一磁吸座固定在固定框的四角。
9.优选地,所述减震保护材料为起泡胶。
10.优选地,所述信息板固定装置包括信息板,所述信息板为一面开口的方框结构,信
息板内设置有两个位于焊缝上下两侧的铅字布置槽、位于焊缝与一个铅字布置槽之间的双丝像质计、位于两个铅字布置槽之间并与铅字布置槽相垂直的iqi像质计、以及位于焊缝外侧的物理标尺,所述信息板的四角固定有第二磁吸座,信息板的一侧壁的上部安装有第二安装对准装置,信息板的两个相对外侧面的中部分别安装有第二焊缝对准装置。
11.优选地,所述信息板的开口侧设置有防护膜。
12.优选地,所述防护膜为聚乙烯塑料。
13.优选地,所述成像板固定装置和信息板固定装置均由铝合金材料制作而成。
14.一种船体焊缝数字射线检测成像装置进行射线检测的方法,具体包括以下步骤:
15.s1,利用第二磁吸座将信息板固定装置吸附固定在船舶钢板的靠近射线源的侧面上,使信息板固定装置上的第二焊缝对准装置与船舶钢板上的焊缝相对准;
16.s2,利用第一磁吸座将成像板固定装置吸附固定在船舶钢板的背离射线源的侧面上,使成像板固定装置的第一安装对准装置与信息板固定装置的第二安装对准装置对准重叠、成像板固定装置的第一焊缝对准装置与信息板固定装置的第二焊缝对准装置对准重叠;
17.s3,启动射线机对船舶钢板上的焊缝进行射线检测;
18.s4,通过成像板固定装置上的无线信号发射装置将射线成像传输给移动终端。
19.本发明的有益效果是:
20.1、本发明利用成像板固定装置将成像板固定在船舶钢板的背离射线源的侧面上,利用成像板代替传统胶片进行焊缝检测,不仅减少了传统胶片的用量,同时也减少了胶片显影定影产生的废液,降低了对于环境的污染,也降低了长期保存胶片所占用的空间成本和经济成本。
21.2、利用本发明的船体焊缝数字射线检测成像装置进行射线检测,大大减少了射线检测时间,相较于使用传统胶片,传统胶片的布片、曝光、显影、定影和烘干的几个步骤需要约40分钟,但是使用数字射线技术仅需5分钟即可,在实际生产中能够大大提高检测效率,大大减少了探伤工作的工作量,提高了工作质量。
22.3、本发明的船体焊缝数字射线检测成像装置能够对船体不同位置、不同板厚、不同焊接工艺的焊缝进行检测,应用范围非常广泛,同时焊缝检测操作简单、便捷,能够快速完成焊缝检测。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
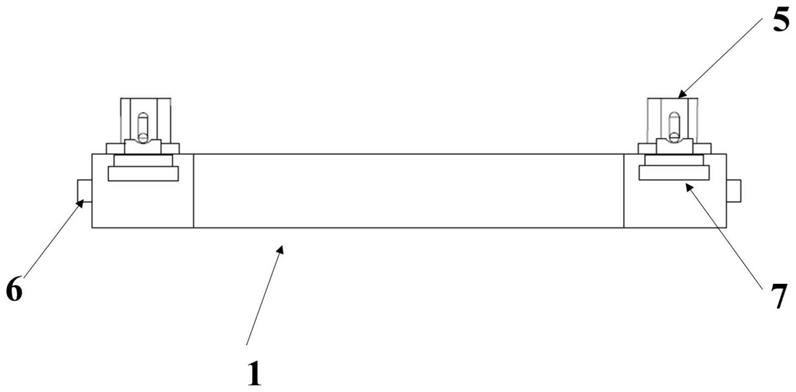
24.图1是成像板固定装置的主视图。
25.图2是成像板固定装置的俯视图。
26.图3是成像板固定装置的左视图。
27.图4是信息板固定装置的主视图。
28.图5是信息板固定装置的俯视图。
29.图6是信息板固定装置的左视图。
30.图7是成像板固定装置放置在焊缝处的示意图。
31.图8是信息板固定装置放置在焊缝处的示意图。
32.图9是船体焊缝数字射线检测成像装置的使用状态图。
33.图中标号的含义为:
34.1、固定框;2、成像板;3、电源及无线信号发射装置;4、减震保护材料;5、把手;6、第一焊缝对准装置;7、第一磁吸座;8、第一安装对准装置;9、信息板;10、铅字布置槽;11、物理标尺;12、iqi像质计;13、双丝像质计;14、船体焊缝;15、船舶钢板;16、射线机;17、第二磁吸座;18、第二安装对准装置;19、第二焊缝对准装置;20、成像板固定装置;21、信息板固定装置。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
36.在本公开使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本公开。在本公开和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。
37.应当理解,尽管在本公开可能采用术语第一、第二、第三等来描述各种信息,但这些信息不应限于这些术语,不能理解为指示或暗示相对重要性。这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本公开范围的情况下,第一信息也可以被称为第二信息,类似地,第二信息也可以被称为第一信息。
38.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
39.在本发明的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
40.为了更好的理解本发明的技术方案,下面结合附图对本发明进行详细描述。
41.本发明给出一种船体焊缝数字射线检测成像装置,包括成像板固定装置20和信息板固定装置21,所述成像板固定装置20吸附固定在船体焊缝14的背离射线源的侧面上,信息板固定装置21吸附固定在船体焊缝14的靠近射线源的侧面上。
42.所述成像板固定装置20包括固定框1、设置在固定框1内的成像板2,所述成像板2的四边与固定框1的相应内壁之间形成有缝隙,缝隙内填充有减震保护材料4,所述固定框1的框体上安装有第一磁吸座7、把手5和第一安装对准装置8,固定框1的两个相对外侧面的中部分别安装有第一焊缝对准装置6。
43.具体地,第一磁吸座7固定在固定框1的四角,第一磁吸座7用于将成像板固定装置吸附固定在船体结构上。把手5固定在固定框1顶部的左、右侧,第一安装对准装置8固定在固定框1的左、右侧面上,第一安装对准装置8用于定位成像板固定装置20的安装位置,使成像板固定装置与信息板固定装置21相对准。第一焊缝对准装置6固定在固定框1顶部的前侧,第一焊缝对准装置6用于与船体结构上焊缝14相对齐以定位成像板固定装置20的安装位置。
44.所述固定框1上还安装有用以为成像板2供电的电源和用于传输射线成像的无线信号发射装置3。
45.本实施例中,成像板2与固定框1之间的减震保护材料4为起泡胶,起到减震、缓冲、散热的作用。当成像板2卡在固定框1内后,其四边分别通过卡扣进行锁紧固定。成像板2选用的是目前已经应用于医疗和工业中的数字射线成本板。
46.所述信息板固定装置21包括信息板9,所述信息板9为一面开口的方框结构,信息板9内设置有两个位于焊缝14上下两侧的铅字布置槽10、位于焊缝14与一个铅字布置槽10之间的双丝像质计13、位于两个铅字布置槽10之间并与铅字布置槽10相垂直的iqi像质计12、以及位于焊缝14外侧的物理标尺11,所述信息板9的四角固定有第二磁吸座17,信息板9的一侧壁的上部安装有第二安装对准装置18,信息板9的两个相对外侧面的中部分别安装有第二焊缝对准装置19。
47.优选地,所述信息板9的开口侧设置有防护膜(图中未显示出),本实施例中,防护膜为聚乙烯塑料。
48.优选地,所述成像板固定装置20和信息板固定装置21均由铝合金材料制作而成。
49.本发明给出了一种船体焊缝数字射线检测成像装置,解决了固定保护成像板的问题,满足了不同状态、不同工作环境和不同检测位置下,都能使用数字射线成像板对船体焊缝进行射线检测,相较于传统射线检测方法,检测效率得到了大幅提高。
50.本发明的船体焊缝数字射线检测成像装置进行射线检测之前,需对其成像效果进行检测。将成像板固定装置20和信息板固定装置21分别吸附固定在焊接试板的两侧,进行射线检测后,观察射线成像中iqi像质计12和双丝像质计13的成像结果,通过与验收标准相比较,判断本发明的船体焊缝数字射线检测成像装置的检测精度是否满足要求。
51.利用本发明的船体焊缝数字射线检测成像装置进行射线检测时,将成像板固定装置20放置在船舶钢板上焊缝14的一侧,将信息板固定装置21放置在船舶钢板上焊缝14的另一侧,同时,在信息板固定装置21的同侧放置放射源(即射线机),便可对船体不同位置、不同板厚、不同焊接工艺的焊缝进行检测。
52.具体地,利用船体焊缝数字射线检测成像装置进行射线检测的方法,包括以下步骤:
53.s1,利用第二磁吸座17将信息板固定装置21吸附固定在船舶钢板15的靠近射线源的侧面上,使信息板固定装置上的第二焊缝对准装置19与船舶钢板15上的焊缝14相对准。
54.s2,利用第一磁吸座7将成像板固定装置20吸附固定在船舶钢板15的背离射线源的侧面上,使成像板固定装置的第一安装对准装置8与信息板固定装置的第二安装对准装置18对准重叠、成像板固定装置的第一焊缝对准装置6与信息板固定装置的第二焊缝对准装置19对准重叠。
55.s3,启动射线机对船舶钢板上的焊缝14进行射线检测。
56.s4,通过成像板固定装置20上的无线信号发射装置将射线成像传输给移动终端。
57.本发明利用成像板固定装置将成像板固定在船舶钢板的背离射线源的侧面上,利用成像板代替传统胶片进行焊缝检测,不仅减少了传统胶片的用量,同时也减少了胶片显影定影产生的废液,也降低了长期保存胶片所占用的空间成本和经济成本。
58.同时,利用本发明的船体焊缝数字射线检测成像装置进行射线检测,大大减少了射线检测时间,相较于使用传统胶片,传统胶片的布片、曝光、显影、定影和烘干的几个步骤需要约40分钟,但是使用数字射线技术仅需5分钟即可,在实际生产中能够大大提高检测效率,提高工作质量。
59.应当明确,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。