1.本技术实施例涉及显示装置技术领域,尤其涉及一种显示模组、拼接箱体及拼接显示装置。
背景技术:
2.拼接显示装置包括至少一个拼接箱体,每个拼接箱体均包括箱体底座和多个显示模组,每个显示模组均包括显示面板和铝框;在拼接时,拼接箱体中的显示模组拼接安装于箱体底座,从而能够实现多个显示面板的拼接显示。
3.然而,为了满足较高的拼接精度,显示模组与显示模组之间,以及,显示模组与箱体底座之间均为紧密配合,从而导致拼接后再调整难度的增大,而且导致显示模组安装和拆卸较为困难。
技术实现要素:
4.有鉴于此,本技术实施例的目的在于提出一种显示模组及拼接显示装置。
5.第一方面,本技术实施例提供了一种显示模组,包括显示面板和支撑框,所述显示面板通过连接胶安装于所述支撑框的一侧;所述支撑框包括沿第一方向相对设置的第一平面和第二平面,以及连接所述第一平面和第二平面外周边缘的外周侧面;所述第一平面与所述显示面板贴合,所述第一方向垂直于所述第一平面,所述第二平面相对于所述第一平面远离所述显示面板;
6.在沿所述第一方向向所述显示面板的投影中,所述第一平面与所述显示面板的外周边缘重合,所述第二平面落入所述第一平面中。
7.在该显示模组中的支撑框中,采用“上宽下窄”的设计,即支撑框靠近显示面板的部分与显示面板的外周端面对齐,远离显示面板的部分收窄;“上宽”可保证显示模组之间的拼缝相对于相关技术中的显示模组不会发生变化,保证拼接显示效果,“下窄”可保证显示模组组装及拆卸时,显示模组易于从箱体底座上取下与放置其上,同时不易发生显示模组的磕碰现象,保护易碎的玻璃板,保证组装良率;另外,“下窄”设计使得显示模组相对于相关技术,具有一定的微调空间,从而使得在发现拼缝效果不佳时,可以通过微调达到无缝拼接的效果。
8.在一种可能的实施方式中,所述外周侧面沿所述第一方向包括第一连接面和第二连接面,所述第一连接面连接所述第一平面,且平行于所述第一方向设置,所述第二连接面连接所述第一连接面和第二平面。
9.在一种可能的实施方式中,所述第一连接面和所述第一平面为精加工面,所述第二连接面为粗加工面。
10.在一种可能的实施方式中,在所述第一方向上,所述显示面板的厚度为0.7mm,所述第一连接面的长度为2~3mm。
11.在一种可能的实施方式中,所述支撑框为具有镂空的铝框,且在所述第二连接面
上设置有减重槽。
12.在一种可能的实施方式中,所述支撑框安装有与磁吸吸盘配合的磁吸件。
13.在一种可能的实施方式中,所述磁吸件为垂直于所述第一方向的磁吸垫片。
14.在一种可能的实施方式中,所述磁吸件包括设置于所述支撑框中心位置的所述磁吸垫片,和/或,包括围绕所述支撑框中心位置均匀设置的至少两个所述磁吸垫片。
15.在一种可能的实施方式中,所述支撑框为矩形板状结构,所述磁吸件包括相对于矩形侧边的垂直平分线对称设置的两个所述磁吸垫片。
16.在一种可能的实施方式中,所述支撑框设置有第一线路板和第一连接件,所述第一线路板与所述显示面板之间通过柔性线路板电连接,所述第一线路板上设置有第一插接连接器。
17.在一种可能的实施方式中,所述显示面板包括阵列基板以及在所述阵列基板一侧阵列排布的多个像素单元,所述像素单元为次毫米发光二极管或微米发光二极管。
18.在一种可能的实施方式中,所述显示面板还包括透明盖板,所述阵列基板为透明结构,所述透明盖板与所述阵列基板通过透明光学胶连接;所述次毫米发光二极管或微米发光二极管安装于所述阵列基板远离所述透明光学胶的一侧。
19.第二发明,本技术实施例提供了一种拼接显示装置,包括至少一个拼接箱体,所述拼接箱体包括至少一个第一方面实施例中任一项所述的显示模组,以及箱体底座,所述拼接箱体中的所述显示模组拼接安装于所述箱体底座。
20.在一种可能的实施方式中,所述显示模组设置有第一连接件和第一插接连接器,所述箱体底座上设置有与所述显示模组一一对应的安装位,每个所述安装位设置有第二连接件和第二插接连接器,所述第一连接件和所述第二连接件可拆卸连接,所述第一插接连接器与所述第二插接连接器可插拔配合。
21.在一种可能的实施方式中,所述第一连接件为磁吸螺母,所述第二连接件为吸附所述磁吸螺母的磁吸柱。
22.在一种可能的实施方式中,所述箱体底座和所述显示模组中的一方设置有定位销,另一方设置有与所述定位销配合的定位孔,所述定位销的高度可调。
附图说明
23.为了更清楚地说明本技术实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术一个或多个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为本技术实施例提供的一种显示模组的结构示意图;
25.图2为本技术实施例提供的一种显示模组的爆炸图;
26.图3为本技术实施例提供的一种箱体底座的结构示意图;
27.图4为本技术实施例提供的显示模组和箱体底座的结构示意图;
28.图5为本技术实施例提供的多个显示模组和箱体底座的配合示意图;
29.图6为本技术实施例提供的一种铝框的结构示意图一;
30.图7为本技术实施例提供的一种铝框的结构示意图二;
31.图8为本技术实施例提供的铝框与显示面板的配合示意图;
32.图9为本技术实施例提供的显示模组之间的拼接示意图。
33.附图标记说明:
34.1-透明盖板、2-透明光学胶、3-阵列基板、4-铝框、5-磁吸螺母、6-第一线路板、7-定位销、8-显示模组、9-双面胶、10-显示面板、11-底座本体、12-磁吸柱、13-定位孔、14-第二线路板、15-电源、16-安装腔、17-箱体底座、18-第一平面、19-磁吸垫片、20-镂空部、21-外周侧面、22-减重槽、23-第二平面、24-第一连接面、25-第二连接面。
具体实施方式
35.在相关技术中,拼接显示装置包括多个拼接箱体,每个拼接箱体均包括箱体底座以及多个显示模组,每个显示模组中包含一个显示面板;在拼接时,多个显示模组拼接安装于箱体底座,然后多个拼接箱体拼接组合,从而能够实现多个显示面板的拼接显示。
36.在上述显示模组中,显示面板包括阵列排布的像素单元,像素单元可以为led(light-emitting diode,发光二级管)、次毫米发光二极管(mini led)、微米发光二极管(micro led)、液晶像素单元(liquid crystal display,缩写lcd)和有机发光二极管(organic light-emitting diode,缩写oled)等。
37.其中,mini led是指晶粒尺寸在100μm~300μm左右的led芯片,micro led则是指晶粒尺寸在100μm以下的led芯片。mini led/micro led可以作为自发光led显示,具有低功耗、高亮度、高分辨率、高色彩饱和度、反应速度快、寿命较长、效率较高等优点。mini led/micro led显示模组可以拼接实现超大屏幕显示,在指挥监控中心、商业中心、高端会议、私人影院等大尺寸显示领域具有广阔应用前景。
38.以mini led/micro led显示面板为例,相关技术中提供了pcb拼接和玻璃基拼接两种拼接方案。对于像素间距(pixel pitch)在1.2mm以上的拼接方案,由于像素间距比较大,拼接的方法较为简单,精度要求不高,可以选择pcb拼接。在pcb拼接的方案中,mini led/micro led芯片焊接在pcb板上,pcb板上开设有安装孔。同时pcb板上布置有第一连接器(connector1),箱体底座上设置有第二连接器(connector2),第一连接器和第二连接器在显示面板与与箱体底座组装时实现对接,以通过第一连接器和第二连接器对显示面板的进行显示控制。pcb板还通过穿设安装孔的连接件与箱体底座实现固定连接。
39.随着显示技术的创新迭代,像素间距在0.9mm以下、高分辨率的mini led/micro led显示产品开始推向市场。对于像素间距在0.9mm以下的mini led/micro led显示拼接方案,pcb拼接实现难度较大,通常需要玻璃基拼接。在玻璃基拼接方案中,mini led/micro led芯片直接安装在玻璃板上,由于玻璃板易脆,不能直接与箱体底座进行固定连接,需先将玻璃板通过双面胶粘接在铝框上,在铝框上设置有与箱体底座配合的安装孔和第一连接器,再与箱体底座组装形成一个完整的拼接箱体。铝框与箱体底座的连接方式与pcb拼接方案中相同,此处不再重复说明。
40.为了实现足够的拼接精度以保证拼接效果,显示模组拼接在箱体底座上时,显示模组中铝框与玻璃板的外周端面与相邻显示模组中铝框与玻璃板的外周端面之间,以及,显示模组中铝框与玻璃板的外周端面与拼接箱体的边框内壁面之间紧密抵靠配合,未有足够的调整空间,无法进行进一步的微调,影响最终的拼接效果;另外,紧密配合也会导致显
示模组在组装及拆卸时较为困难,容易产生显示模组的磕碰,特别是增加了玻璃板损坏的风险,影响产品良率。
41.鉴于此,本技术实施例提供了一种显示模组及拼接显示装置,在该显示模组中的支撑框中,采用“上宽下窄”的设计,即支撑框靠近显示面板的部分与显示面板的外周端面对齐,远离显示面板的部分收窄;“上宽”可保证显示模组之间的拼缝相对于相关技术中的显示模组不会发生变化,保证拼接显示效果,“下窄”可保证显示模组组装及拆卸时,显示模组易于从箱体底座上取下与放置其上,同时不易发生显示模组的磕碰现象,保护易碎的玻璃板,保证组装良率;另外,“下窄”设计使得显示模组相对于相关技术,具有一定的微调空间,从而使得在发现拼缝效果不佳时,可以通过微调达到无缝拼接的效果。
42.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
43.本技术实施例提供了一种拼接显示装置,该拼接显示装置包括至少一个拼接箱体,每个拼接箱体包括箱体底座以及能够与该箱体底座组装的至少一个显示模组。
44.图1为本技术实施例提供的一种显示模组的结构示意图,图2为本技术实施例提供的一种显示模组的爆炸图,如图1和图2所示,该显示模组8包括透明盖板1、透明光学胶2、显示面板10和铝框4。其中,透明盖板1为透明且具有一定刚性的板状结构,对显示面板10起到一定的保护作用,可以采用玻璃、石英或塑料等材料制作,例如在本实施例中透明盖板1为玻璃板。该透明盖板1的一侧设置有透明光学胶2(optically clear adhesive,缩写oca),该透明光学胶2用于连接显示面板10。
45.显示面板10包括阵列基板3和像素单元,阵列基板3包括衬底基板以及在衬底基板一侧设置的驱动电路。在本实施例中,阵列基板3为透明结构,衬底基板为透明且具有一定刚性的板状结构,可以采用玻璃、石英或塑料等材料制作,例如在本实施例中衬底基板为玻璃板。阵列基板3中的导体材料、绝缘材料和半导体材料均可以选用透明材料制作,例如导体材料可以选用氧化铟锡(ito),绝缘材料可以选用氮化硅(sinx),半导体材料可以选用非晶硅或铟镓锌氧化物(igzo)等。阵列基板3中的衬底基板通过透明光学胶2贴合于透明盖板1。
46.显示面板10包括阵列排布的多个像素单元,驱动电路包括对应像素单元设置的薄膜晶体管。像素单元设置于衬底基板具有驱动电路的一侧,每个像素单元与对应的薄膜晶体管相连。每个像素单元均包括能够发出单一颜色的子像素,示例性地,像素单元可以包括用于产生红色的r子像素,用于产生绿色的g子像素,以及用于产生蓝色的b子像素。通过调整红色、绿色和蓝色的比例,实现彩色显示。
47.在本技术实施例提供的显示面板10中,像素单元可以为led(light-emitting diode,发光二级管)、次毫米发光二极管(mini led)、微米发光二极管(micro led)、液晶像素单元(liquid crystal display,缩写lcd)和有机发光二极管(organic light-emitting diode,缩写oled)等。
48.在本实施例中,像素单元为mini led,mini led芯片可以通过smt(surface mounted technology,表面贴装技术)工艺焊接在阵列基板3的衬底基板上。安装时,阵列基
板3远离mini led芯片的一侧贴合于透明盖板1。为了实现较好的显示效果,还可以对显示面板10进行黑化处理。
49.由于透明盖板1为玻璃板,玻璃易碎,直接与箱体底座17(请参考图4和图5)连接时难度较大,因此,该显示面板10还包括支撑框,支撑框可以采用轻质的金属制成,也可以采用硬度较大的塑料制成。本实施例中,支撑框为金属铝制成的铝框4,铝框4通过双面胶9安装于显示面板10远离衬底基板的一侧。本实施例中以双面胶9为例进行说明,但是本技术实施例并不局限于此,双面胶9可以采用任意能够粘连铝框4和显示面板10的粘接胶的代替。
50.铝框4上设置有第一线路板6、第一连接件和定位销7,第一线路板6与柔性线路板电连接,柔性电路板的另一端与阵列基板3绑定。第一线路板6上还设置有第一插接连接器。定位销7立设于铝框4,可以设置一个,也可以设置多个。
51.图3为本技术实施例提供的一种箱体底座的结构示意图,图4为本技术实施例提供的显示模组和箱体底座的结构示意图,图5为本技术实施例提供的多个显示模组和箱体底座的配合示意图,如图3至图5所示,该箱体底座17包括底座本体11、定位孔13、第二线路板14、电源15和第二连接件;其中,底座本体11限制出具有开口安装腔16,安装腔16中设置有第二线路板14、定位柱、电源15和第二连接件,电源15与第二线路板14连接,第二线路板14设置有第二插接连接器。
52.在显示模组8与箱体底座17组装时,定位销7伸入定位孔13中,实现显示模组8与箱体底座17之间的定位。定位销7采用高度可调的结构,从而可以通过调整定位销7的高度,微调显示模组8的安装精度和拼接精度。
53.第二插接连接器与第二插接连接器插接配合,电源15通过第二线路板14、第二插接连接器、第一插接连接器、第一线路板6和柔性线路板传输至显示面板10,实现对显示面板10的供电。另外,显示面板10的驱动信号也可以通过第二线路板14、第二插接连接器、第一插接连接器、第一线路板6和柔性线路板传输至显示面板10,实现对显示面板10的显示控制。
54.第一插接连接器与第二插接连接器之间的可插拔配合,能够使显示模组8与箱体底座17的组装更为便捷。
55.第一连接件与第二连接件可拆卸连接,从而实现显示模组8与箱体底座17之间的固定,在本实施例中,第一连接件为设置于铝框4磁吸螺母5,第二连接件为设置于底座本体11的磁吸柱12,通过磁吸螺母5和磁吸柱12的磁吸配合,方便显示模组8与箱体底座17的直接组合。在另外的实施方式中,第一连接件和第二连接件可以采用其它可拆卸连接件代替,例如,真空吸盘、螺纹连接件或卡扣等。
56.一个箱体底座17通常与多个显示模组8配合,请参考图5,一个箱体底座17上设置有2*4个显示模组8,在此种实施方式中,箱体底座17上设置有与显示模组8一一对应的安装位,每个安装位均设置有与显示模组8配合的结构。
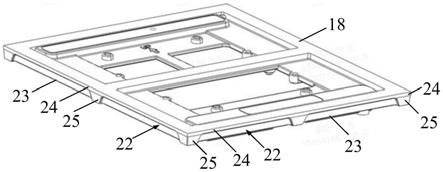
57.图6为本技术实施例提供的一种铝框的结构示意图一,图7为本技术实施例提供的一种铝框的结构示意图二,图8为本技术实施例提供的铝框与显示面板的配合示意图,图9为本技术实施例提供的显示模组之间的拼接示意图,如图6至图9所示,在本技术实施例提供的显示模组8中,其铝框4为矩形板状结构,包括沿第一方向相对设置的第一平面18和第二平面23,以及连接第一平面18和第二平面23外周边缘的外周侧面21。第一平面18为与显
示面板10贴合的贴合面,第一方向垂直于第一平面18。第二平面23相对于第一平面18远离显示面板10。此处,第一方向也即显示面板10与铝框4的堆叠方向,也即垂直于显示面板10显示平面的方向。
58.在沿第一方向向显示面板10的投影中,第一平面18与显示面板10的外周边缘重合,第二平面23落入第一平面18中。外周侧面21沿第一方向包括第一连接面24和第二连接面25,第一连接面24连接第一平面18,且平行于第一方向设置,第二连接面25连接第一连接面24和第二平面23。
59.通过上述描述可以看出,铝框4中第一平面18与显示面板10的外周边缘对齐,第一连接面24垂直于第一平面18,同样与显示面板10的外周边缘对齐;第二平面23相对于第一平面18内缩,形成“上宽下窄”的结构形式。
60.显示模组8由于采用上述实施例提供的铝框4,铝框4中的第一连接面24能够保证显示模组8之间的拼缝相对于相关技术中的显示模组8不会发生变化,保证拼接显示效果;第二连接面25则可保证显示模组8组装及拆卸时,显示模组8易于从箱体底座17上取下与放置其上,同时不易发生显示模组8的磕碰现象,保护易碎的玻璃板,保证组装良率。
61.另外,由于第二连接面25并非与其他面紧密接触,使得拼装后的显示模组8具有一定的微调空间,从而使得在发现拼缝效果不佳时,可以通过微调达到无缝拼接的效果。
62.为了保证拼接精度,需对铝框4中与显示面板10配合的平面以及与其他显示模组8配合的平面进行精加工,即对第一平面18与第一连接面24进行精加工,此处精加工是指加工后,加工表面的平面度不超过0.1mm。可以理解的,精加工相较于粗加工难度更大,成本更高,精加工的面积越大,整体成本越高,因此不影响拼接效果的前提下,仅对第一平面18与第一连接面24进行精加工,而对第二连接面25和第二平面23采用粗加工,从而有利于降低加工难度和加工成本。此处粗加工为相对于精加工而言,不对平面度进行限制。
63.如上所说,精加工面积越小整体成本越低,具体设计值需考虑拼缝处拼装精度;对于玻璃基拼接产品,为防止玻璃板边缘与相邻铝框4发生碰撞导致显示面板10失效,需要保证在拼装时显示面板10间间隙控制在100um以内;若铝框4全部粗加工,铝框4外形公差只能控制在0.5mm,在此条件下进行拼接时,玻璃板碰撞到相邻铝框4的概率非常高,有很大的概率导致显示面板10失效,影响拼装良率。
64.在实际的产品验证试验中,对于显示面板10的厚度为0.7mm的应用场景中,第二连接面25沿第一方向的延伸长度设计值a为2至3mm时,碰撞发生率为a/32,在a<2mm时,碰撞发生率2/32;因此,综合考虑成本及良率问题,可以选择第二连接面25沿第一方向的延伸长度为2mm。
65.另外,为了实现对铝框4的减重,铝框4设置有镂空部,并且在第二连接面25上开设有减重槽22。在第二连接面25延伸的两端和中间位置预留有一定的距离不设置减重槽22,以保证在减重的同时不影响铝框自身的强度。
66.在显示模组8拼装时,通常是利用真空吸盘吸取显示面板10的表面,将其一个个显示模组8拼接组装在箱体底座17中,若组装不合适,再利用真空吸盘将显示模组8其从箱体底座17上取下,调整位置后重新放置,如此反复完成整个拼接箱体的拼接组装;如前文所述,显示面板10与支撑框之间通过粘接胶连接,在反复多次组装及拆卸的取放过程中,很容易破坏显示面板10与铝框4之间粘接胶的粘合力,造成显示面板10偏移,与粘接胶剥离
peeling等不良,影响显示模组8结构牢固性。
67.鉴于此,在本技术实施例提供的显示模组8及拼接显示装置中,利用磁吸吸盘完成对显示模组8的抓放,相应地,支撑框安装有与磁吸吸盘配合的磁吸件,通过磁吸吸盘与磁吸件之间的磁性吸力实现对显示模组8的抓放;如此设计,磁吸吸盘产生的作用力直接作用于支撑框上的磁吸件,不会拉扯显示面板10与支撑框之间的粘接胶,从而不会影响铝框4与显示面板10之间连接的可靠性,很好地保证了显示模组8结构稳定性。
68.请继续参考图1至图6,在本实施例中,铝框4为矩形板状结构,在矩形长边的垂直平分线两侧,对称设置有两个磁吸垫片19,磁吸垫片19通过螺纹连接件固定安装于铝框4。
69.磁吸垫片19为铁磁性材料制成的片状结构,铁磁性材料即能够被磁铁吸附的材料,可以为铁、钴、镍等物质以及它们的合金,该片状结构垂直于第一方向。铝框4中的磁吸垫片19合称为磁吸件。
70.磁吸垫片19相对于垂直平分线对称设置,可以保证显示模组8在组装及拆卸时,磁吸吸盘吸附在显示模组8中心位置,从而保证显示模组8所受吸附力的均匀性,显示模组8不会在磁吸吸盘的吸附下发生倾斜,从而使得显示模组8在组装时,可以直上直下地与箱体底座17配合,如此设计,一方面能够避免由于显示模组8倾斜导致的玻璃板的磕碰,降低损坏风险,保证良品率。另一方面,磁吸吸盘吸附在显示模组8中心位置,在显示模组8与箱体底座17组装时,可实现精准对位,例如在上述实施例中,保证磁吸螺母与磁吸柱、定位孔与定位销,以及第二插接连接器与第一插接连接器等对位的准确性,实现一次组装便能成功实现显示模组与箱体底座,显示模组与显示模组之间的组装精度,达到无缝拼接的效果;并且还能够提高组装效率,降低磕碰风险。
71.在上述实施例中,磁吸件包括两个磁吸垫片,且两个磁吸垫片对称设置于铝框矩形长边垂直平分线两侧为例进行描述,但是本技术实施例并不局限于此,例如,两个磁吸垫片对称设置于铝框矩形短边垂直平分线两侧;再例如,磁吸件可以包括设置于支撑框中心位置的一个磁吸垫片,再例如,磁吸件可以包括围绕支撑框中心位置均匀设置的多个磁吸垫片。并且,磁吸件也并不局限于片状结构,还可以为多个均匀分布于铝框的点状结构。
72.另外,在可能的实施方式中,可以将支撑框采用铁磁性材料制作,代替上述实施例中的铝框,如此设计无需单独设置磁吸垫片即可。
73.在本技术实施例提供的拼接显示装置中,还可以包括多个拼接箱体,多个拼接箱体组装能够形成不同尺寸显示拼接产品。
74.在本技术实施例的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
75.在本技术实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术实施例中的具体含义。
76.此外,上文所描述的本技术不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
77.至此,已经结合附图所示的优选实施方式描述了本技术的技术方案,但是,本领域技术人员容易理解的是,本技术的保护范围显然不局限于这些具体实施方式。在不偏离本技术的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。