1.本技术涉及废旧锂电池正极材料回收的技术领域,更具体地说,它涉及一种废旧锂电池正极材料的回收方法及回收得到的材料。
背景技术:
2.锂电池,是一类由锂金属或锂合金为正极材料、使用非水电解质溶液的电池,该电池具有重量轻、高储存能量密度、使用寿命长和自放电率很低的优点,且其使用寿命可达6年以上。锂电池的应用广泛,在回收后不会出现铅、汞、镉等有毒有害重金属元素和物质,已开始逐渐取代传统的镍镉电池和镍氢电池。
3.在锂电池使用过程中,当电池容量降至初始容量的80%时即达到了使用寿命,电池就会报废。为了减少资源浪费,会对废旧锂电池进行回收,而锂电池主要是由正极材料、负极材料、电解液和隔膜等组成,锂电池中的贵重金属资源主要集中在正极材料上。正极材料是一种具有可逆地插入及脱出能力的嵌离化合物,在锂电池中占有较大比例,其主要含有钴、镍、铜和锂等金属资源。目前,对于废旧锂电池正极材料的回收流程一般是先对电池单体进行机械处理,然后湿法处理正极片得到有价值的金属。
4.但是,由于正极片中金属元素种类较多,不同金属元素之间相互干扰,导致废旧锂电池正极材料在回收后依旧残存有较多的钴、镍和锂等金属离子,使锂电池正极材料金属资源的回收率较低。
技术实现要素:
5.为了提高回收锂电池正极材料中金属资源的回收率,本技术提供了一种废旧锂电池正极材料的回收方法及回收得到的材料。
6.第一方面,一种废旧锂电池正极材料的回收方法,其包括如下操作步骤:s1、将废旧锂电池正极材料拆解粉碎,加至浸出液中浸泡,1g废料加40-50ml浸出液,反应后过滤,收集滤液a;s2、在上述滤液a中加入质量分数为65%的稀硫酸,调节滤液a的ph为2-3,在滤液a中加入萃取剂a,振荡后静置,分层,分离得到上层液a和下层液a;在上层液a中加入与滤液a等体积的质量分数为65%的稀硫酸混合均匀,静置后分层,收集下层液b,即得硫酸铜溶液;s3、在上述下层液a中加入碳酸钙,调节下层液a的ph为3-5,搅拌过滤,收集滤液b;向滤液b中加入氟化物,搅拌过滤,收集滤液c和滤渣c;将滤渣c压滤后,加入至碳酸钙溶液中,调温度至85℃-95℃,ph为10-13,过滤,收集滤渣d,即得碳酸锂;s4、在滤液c中加入萃取剂b,于60-80℃下振荡均匀,静置,分层,收集上层液c和下层液c;在上层液c中加入与滤液c等体积的质量分数为65%的稀硫酸混合均匀,静置后分层,收集下层液d,得到硫酸钴溶液;s5、在下层液c中加入萃取剂c,振荡1-2min后静置,分层,收集上层液d;在上层液d中加入与下层液c等体积的质量分数为65%的稀硫酸混合均匀,静置后分层,收集下层液e,
得到硫酸镍溶液。
7.通过采用上述技术方案,利用有机酸或无机酸浸出液溶解的方法将废旧锂电池正极材料中的金属离子从固体粉末中转移到酸溶液中,然后在含有金属离子的酸溶液中加入萃取剂a萃取出铜离子,使铜离子进入上层液a中,再通过在上层液a中加入稀硫酸释放铜离子,最后铜离子与硫酸根离子共同存在于溶液中,得到硫酸铜溶液。在下层液a中加入轻质碳酸钙以调节下层液a的酸度,将下层液a的酸度调至弱酸性,则下层液a中的铁离子发生沉淀,过滤,收集滤液b即可达到除铁的效果。
8.在滤液b中加入氟化物,则钙离子、镁离子和氟离子反应形成氟化钙和氟化镁,氟化钙和氟化镁的溶度积较小,则会变为沉淀,而钴离子和氟离子反应生成的氟化钴溶度积较大,依旧存在于滤液c中,用萃取剂b可以萃取出钴离子,钴离子存在于上层液b中,通过在上层液b加入稀硫酸进行反萃,以释放钴离子,得到含有钴离子和硫酸根离子的硫酸钴溶液。
9.由于钙镁渣中含有锂离子,所以对钙镁渣进行压滤,排出钙镁渣中残留的液体,然后加入碳酸钙中和,碳酸根和锂离子反应,即得碳酸锂。在下层液b中加入萃取剂c萃取出镍离子,镍离子存在于上层液c,在上层液c中加入稀硫酸释放镍离子,得到含有镍离子和硫酸根的溶液,即为硫酸镍溶液。
10.本技术得到的碳酸锂为动力锂电池的主要原料,硫酸铜溶液、硫酸镍溶液和硫酸钴溶液均可作为锂电池正极材料的配料,从而实现对废旧锂电池正极材料中各种金属材料的回收。
11.作为优选:所述萃取剂a为260#萃取剂,萃取剂b为体积比为1:(1-2)的p507萃取剂和260#萃取剂的混合物,萃取剂c为体积比为1:(1-2)的p204萃取剂和260#萃取剂的混合物。
12.通过采用上述技术方案,260#萃取剂可以与铜离子形成螯合物,使铜离子富集进入有机相,并稳定存在于上层液a中。p507萃取剂和260#萃取剂可以与钴离子形成螯合物,使钴离子富集并进入上层液b中。p507萃取剂和260#萃取剂可以与镍离子形成螯合物,使镍离子富集并进入上层液c中。
13.作为优选:所述萃取剂a、萃取剂b和萃取剂c中均加入有萃取辅助剂;所述萃取辅助剂与萃取剂a、萃取剂b和萃取剂c的重量配比均为1:(19-21),所述萃取辅助剂由包括如下重量份的原料制成:5-壬基水杨醛肟40-48份、2-羟基-5-特辛基苯乙酮肟35-45份、水杨酸乙酯12-20份、稀释剂17-25份、分散剂4-6份。
14.通过采用上述技术方案,5-壬基水杨醛肟和2-羟基-5-特辛基苯乙酮肟具有复合效应,5-壬基水杨醛肟由羟基醛与羟胺缩合而成,2-羟基-5-特辛基苯乙酮肟则是羟基酮和羟胺缩合的产物,二者结构不同,5-壬基水杨醛肟的萃取能力很强,萃取速度快,金属离子的回收率相对较高,但反萃困难,而2-羟基-5-特辛基苯乙酮肟具有极好的相分离性能,萃取回收率高,易于反萃,但萃取速度较慢,二者复配可以达到协同萃取的作用。水杨酸乙酯的添加使上层液a、上层b和上层液c更加稳定,具有改质剂的作用。稀释剂的加入降低了萃取剂的粘度,提高了萃取剂的分相性能,并且能够提高萃取效率、缩短分相时间、减少水相夹带损失、减少空气氧化有机相的减少挥发损失。分散剂的加入可增强萃取辅助剂的流动性,使萃取辅助剂的各种原料在体系分布更加均匀。
15.作为优选:所述分散剂为已二酸辛酯和聚乙二醇的混合液,两者的重量配比为1:(1-3)。
16.通过采用上述技术方案,已二酸辛酯和聚乙二醇能够防止溶液中的颗粒的沉降和聚集,可降低各原料之间的界面张力,同时具有较高的润湿性,使整个体系更加均匀。
17.作为优选:所述稀释剂选自环己烷、正十二烷烃和无水煤油中任一种。
18.通过采用上述技术方案,环己烷、正十二烷烃和无水煤油对酸、碱比较稳定,且其本身的粘度较低,对萃取剂的粘度可以起到降低的作用,以此改善萃取辅助剂的流动性能。
19.作为优选:将5-壬基水杨醛肟和2-羟基-5-特辛基苯乙酮肟混合均匀,加入稀释剂,搅拌均匀后,加入水杨酸乙酯和分散剂,搅拌均匀,得到萃取辅助剂。
20.通过采用上述技术方案,环乙烷、稀释剂和分散剂的加入与5-壬基水杨醛肟和2-羟基-5-特辛基苯乙酮肟分开混合,使萃取辅助剂制备的更加均匀,各原料均匀分散在体系中,提高萃取剂的萃取效果。
21.作为优选:所述浸出液为质量分数为65%的稀硫酸。
22.作为优选:所述浸出液为质量分数为65%的稀硫酸和质量分数为28%的双氧水的混合液,两者的体积配比为1:(8-10)。
23.通过采用上述技术方案,氧化剂的加入可促进滤液a中铜、锂、钴和镍等金属离子的浸出。同时,双氧水可与二价铁反应生成三价铁,可提高后续的除铁效果。
24.第二方面,通过废旧锂电池正极材料的回收方法回收得到的材料。
25.通过采用上述技术方案,成功的对废旧锂电池正极材料进行回收,大幅度减少废旧电池资源浪费的现象,且各金属材料的回收率很高。
26.综上所述,本技术包括以下至少一种有益技术效果:(1)采用本技术废旧锂电池正极材料的回收方法回收得到的铜、锂、钴和镍的回收率均在90%以上,且铜、锂、钴和镍的回收率分别高达到99.4%、99.2%、98.8%和90.0%。
27.(2)本技术中选用稀硫酸和双氧水混合的浸出液,萃取铜、钴和镍选用的萃取剂,在萃取剂中添加的萃取辅助剂,均明显提高了铜、锂、钴和镍的回收率。
具体实施方式
28.以下结合具体实施例对本技术作进一步详细说明。
29.本技术中的如下各原料均为市售产品,具体为:260#萃取剂、p204萃取剂和p507萃取剂均选自山东宙合化工有限公司,有效物质含量为95%;聚乙二醇选自济南智鼎商贸有限公司,型号zd-400。
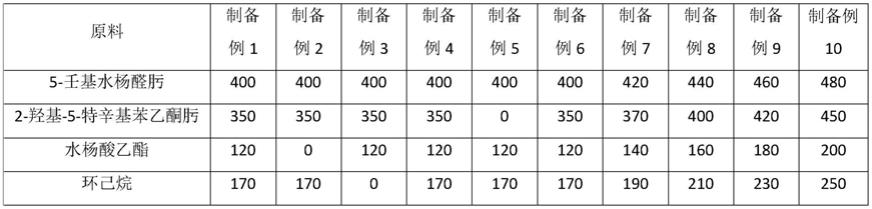
30.以下为本技术中萃取辅助剂的制备例:其中,本技术的萃取辅助剂由包括如下重量份的原料制成:5-壬基水杨醛肟40-48份、2-羟基-5-特辛基苯乙酮肟35-45份、水杨酸乙酯12-20份、稀释剂17-25份、分散剂4-6份;稀释剂选自环己烷、正十二烷烃和无水煤油中任一种。
31.制备例1本技术中的萃取辅助剂具体制备操作为:按照表1的掺量,将5-壬基水杨醛肟和2-羟基-5-特辛基苯乙酮肟混合均匀,加入稀释剂进行稀释,搅拌均匀后,加入水杨酸乙酯和分散剂,得到萃取辅助剂。
32.制备例2-10制备例2-10的萃取辅助剂与制备例1的制备方法完全相同,区别在于各原料掺量不同,具体详见表1所示。
33.表1 制备例1-10的萃取辅助剂的各原料掺量(单位:g)量(单位:g)制备例11-15制备例11-15的萃取辅助剂与制备例1的制备方法完全相同,区别在于各原料掺量不同,具体详见表2所示。
34.表2 制备例11-15的萃取辅助剂的各原料掺量(单位:g)实施例1一种废旧锂电池正极材料的回收方法,其通过如下操作步骤制备得到:s1、将废旧锂电池正极材料拆解,并粉碎过70目筛,取筛下物,备用,废旧锂电池正极材料中铜的质量百分含量为18%、锂为13%、钴为15%、镍为8%;将250ml的质量分数为65%的稀硫酸作为浸出液,称取5g筛下物加至浸出液中浸泡,充分搅拌至完全溶解,过滤,收集滤液a;s2、在上述滤液a中加入质量分数为65%的稀硫酸,调节滤液a的ph为2.5,在200ml的滤液a中加入200ml的260#萃取剂,振荡后静置,待液体分层后,收集上层液a和下层液a,在上层液a中加入200ml质量分数为65%的稀硫酸混合均匀,静置分层后,收集下层液b,即得硫酸铜溶液;s3、在下层液a中加入轻质碳酸钙,调节下层液a的ph为5.8,搅拌过滤,收集滤液b,将滤液b加入50g氟化物,搅拌过滤,收集滤液c和滤渣c,将滤渣c压滤,温度控制在90℃,加入碳酸钙溶液中,调节ph为12,过滤,收集滤渣d,洗涤干燥,即得碳酸锂;s4、量取150ml的滤液c中加入75ml的p507萃取剂和75ml的260#萃取剂,温度控制
在70℃,振荡3min后静置,待液体分层后,收集上层液c和下层液c,在上层液c中加入150ml的质量分数为65%的稀硫酸混合均匀,收集下层液d,得到硫酸钴溶液;s5、量取100ml的下层液c中加入50ml的p204萃取剂和50ml的260#萃取剂,振荡2min后静置,待液体分层后,收集上层液d,在上层液d中加入100ml的质量分数为65%的稀硫酸混合均匀,静置分层后,收集下层液e,得到硫酸镍溶液。
35.实施例2一种废旧锂电池正极材料的回收方法,其通过如下操作步骤制备得到:s1、将废旧锂电池正极材料拆解,并粉碎过70目筛,取筛下物,备用;将27.8ml双氧水与222.2ml的质量分数为65%的稀硫酸混合均匀,作为浸出液,称取5g筛下物加至浸出液中浸泡,充分搅拌至完全溶解,过滤,收集滤液a;s2、调节上述滤液a的ph为2.5,在200ml的滤液a中加入300ml的260#萃取剂,振荡后静置,待液体分层后,收集上层液a和下层液a,在上层液a中加入200ml的质量分数为65%的稀硫酸混合均匀,静置分层后,收集下层液b,即得硫酸铜溶液;s3、在下层液a中加入轻质碳酸钙,调节下层液a的ph为5.8,搅拌过滤,收集滤液b,将滤液b加入50g氟化钙,搅拌过滤,收集滤液c和滤渣c,将滤渣c压滤,温度控制在90℃,加入碳酸钙溶液中和,调节ph为12,过滤,收集滤渣d,洗涤干燥,即得碳酸锂;s4、量取150ml的滤液c中加入112.5ml的p507萃取剂和112.5ml的260#萃取剂,温度控制在70℃,振荡3min后静置,待液体分层后,收集上层液c和下层液c,在上层液c中加入150ml的质量分数为65%的稀硫酸混合均匀,静置分层后,收集下层液d,得到硫酸钴溶液;s5、量取100ml的下层液c中加入100ml的p204萃取剂和100ml的260#萃取剂,振荡2min后静置,待液体分层后,收集上层液d,在上层液d中加入100ml的质量分数为65%的稀硫酸混合均匀,静置分层后,收集下层液e,得到硫酸镍溶液。
36.实施例3实施例3与实施例2的废旧锂电池正极材料的回收方法完全相同,区别在于:在步骤s2中加入400ml的260#萃取剂,并在260#萃取剂中加入10ml制备例1制备的萃取辅助剂;在步骤s4的p507萃取剂和260#萃取剂中加入7.5ml制备例1制备的萃取辅助剂;在步骤s5中加入150ml的p204萃取剂和150ml的260#萃取剂,并在p204萃取剂和260#萃取剂中加入2ml制备例1制备的萃取辅助剂,其余原料及掺量实施例8相同。
37.实施例4-17实施例4-17与实施例3的废旧锂电池正极材料的回收方法完全相同,区别在于:萃取辅助剂选用制备例2-15制备的萃取辅助剂,其余原料及掺量实施例3相同。
38.实施例18实施例18与实施例14的废旧锂电池正极材料的回收方法完全相同,区别在于:在步骤s1中双氧水与稀硫酸的用量分别为25ml和225ml,其余原料及掺量实施例14相同。
39.实施例19实施例19与实施例14的废旧锂电池正极材料的回收方法完全相同,区别在于:在步骤s1中双氧水与稀硫酸的用量分别为22.7ml和227.3ml,其余原料及掺量实施例14相同。
40.对比例1对比例1的废旧锂电池正极材料的回收方法与实施例1的回收方法完全相同,区别
在于:将步骤s2中260#萃取剂替换为8-羟基喹啉,其余原料及掺量与实施例1相同。
41.对比例2对比例2的废旧锂电池正极材料的回收方法与实施例1的回收方法完全相同,区别在于:在步骤s4中萃取剂b中未添加260#萃取剂,其余原料及掺量与实施例1相同。
42.对比例3对比例3的废旧锂电池正极材料的回收方法与实施例1的回收方法完全相同,区别在于:在步骤s5中萃取剂c中未添加260#萃取剂,其余原料及掺量与实施例1相同。
43.性能检测硫酸铜溶液中含铜量的测定:采用碘量法测定硫酸铜溶液中的铜含量,在硫酸铜溶液中加入80ml浓度为10%的碘化钾溶液,立即用0.05mol/l的硫代硫酸钠标准溶液滴定到呈浅黄色。然后加入8ml的1%淀粉溶液,继续滴定到呈浅蓝色,再加入40ml的10%的硫氰化钾,摇匀后溶液蓝色转深,用0.05mol/l的硫代硫酸钠标准溶液继续滴定到蓝色恰好消失,此时溶液为白色悬浮状,记录最后消耗硫代硫酸钠标准溶液的体积,计算硫酸铜溶液中的铜含量。
44.ω(cu)=[(c
·
v)na2s2o3×
64]
÷
mcuso4×
100式中,(c
·
v)na2s2o3:消耗硫代硫酸钠标准溶液的体积与硫代硫酸钠标准溶液浓度的乘积;mcuso4:硫酸铜溶液的体积,ml。
[0045]
碳酸锂中含锂量的测定:在碳酸锂中加入4.4l水,加20ml甲基红-溴甲酚绿指示剂,用浓度为12mol
·
l-1
的盐酸标准滴定溶液滴定至试液由绿色变为红色,煮沸2min去除二氧化碳,冷却,继续滴定至溶液突变为酒红色,记录滴定试液消耗的盐酸标准滴定溶液的体积,然后做空白实验,记录滴定空白溶液消耗盐酸标准滴定溶液的体积,最后通过以下公式计算碳酸锂中的锂含量。
[0046]
ω(li)=[c(v
1-v0)
×
6.94g/mol]
÷
1000m
×
100%式中,c:盐酸标准滴定溶液的实际浓度,mol
·
l-1
;v1:滴定试液消耗盐酸标准滴定溶液的体积,ml;v0:滴定空白溶液消耗盐酸标准滴定溶液的体积,ml;m:硫酸锂的质量,g。
[0047]
硫酸钴溶液中含钴量的测定:在硫酸钴溶液中加入200ml的浓度为0.05mol/l的edta溶液,然后用氨水调节ph至刚果红试纸刚刚变红,加入80ml的ph为5.7缓冲溶剂,用水稀释至800ml,加入少量二甲酚橙指示剂,以氯化锌标准溶液滴定至溶液刚变红为重点,最后通过以下公式计算硫酸钴中的钴含量。
[0048]
k=m0/v式中,k:单位体积氯化锌标准溶液对钴的滴定系数,g/ml;m0:金属钴的质量,g;v:消耗氯化锌标准溶液的体积,ml。
[0049]
硫酸镍溶液中含镍量的测定:在硫酸镍溶液中加水至7l,加1l氨水氯化铵溶液及紫脲酸铵混合指示剂,摇匀,用0.02mol/l的edta标准液滴定至溶液呈蓝紫色,记录所消耗edta标准滴定溶液的体积,然后做空白实验记录滴定空白溶液消耗edta标准滴定溶液的体积。最后通过以下公式计算硫酸镍中的镍含量。
[0050]
ω(ni)=[c(v
1-v0)
×
2.5
×
58.89g/mol]
÷m×
100%式中,c:edta标准滴定溶液的实际浓度,mol
·
l-1
;v1:滴定试液消耗edta标准滴定溶液的体积,ml;v0:滴定空白溶液消耗edta标准滴定溶液的体积,ml;m:硫酸镍溶液的体
积,ml。
[0051]
表3 不同废旧锂电池正极材料的回收方法回收得到材料的性能检测结果不同废旧锂电池正极材料的回收方法回收得到材料的性能检测结果由表3的检测结果表明,采用本技术废旧锂电池正极材料的回收方法回收得到的铜、锂、钴和镍的回收率均在90%以上,且铜、锂、钴和镍的回收率分别可高达到99.4%、99.2%、98.8%和99.0%。
[0052]
实施例1的铜、锂、钴和镍的回收率分别为90%、91.5%、91.3%和92.1,均低于实施例2-22的铜、锂、钴和镍回收率,表明在s1中浸出液加双氧水可提高浸出液对废旧锂电池正极材料中铜、锂、钴和镍的分离浸出,有助于对正极材料中铜、锂、钴和镍的回收。
[0053]
实施例3的铜、锂、钴和镍的回收率分别为95.8%、95.2%、94.5%和94%,高于实施例2的铜、锂、钴和镍回收率,表明当在萃取剂中加入萃取辅助剂具有明显的效果。实施例4-8的铜、锂、钴和镍的回收率均低于实施例3,表明在萃取辅助剂加入水杨酸乙酯、环己烷、分散剂、2-羟基-5-特辛基苯乙酮肟和在分散剂中添加聚乙二醇均提高了铜、锂、镍、钴的回收率。实施例10的铜、锂、钴和镍的回收率分别为97.8%、96.9%、96.1%和96.9%,高于实
施例9和实施例11-12,表明实施例10的原料重量份在回收方法中效果较好,实施例14的铜、锂、钴和镍的回收率分别为98.8%、98.5%、97.6%和98.1%,均高于实施例13和实施例15-17,表明当已二酸辛酯和聚乙二醇的重量份配比为1:2时效果最优,且实施例16的铜、锂、钴和镍的回收率分别为97.2%、96.4%、95.7%和97%,均低于实施例13-15和实施例17,表明当已二酸辛酯和聚乙二醇的重量份配比为2:1,即已二酸辛酯比聚乙二醇用量大时,效果较差。实施例18的铜、锂、钴和镍的回收率分别为99.4%、99.2%、98.8%和99.0%,高于实施例19,表明在双氧水和浸出液的重量份配比在1:9时效果最好。
[0054]
对比例1中,将步骤s2中260#萃取剂替换为8-羟基喹啉后,铜的回收率降低40%,表明260#萃取剂萃取铜时具有较优异的萃取效果。当对比例2-3在步骤s4和s5中未添加260#萃取剂时,钴和镍的回收率分别降低32%和37.5%,表明260#萃取剂分别与p507萃取剂和p204萃取剂混合萃取钴和镍的效果好,回收率较高。
[0055]
由此可知,本技术选用的浸出液硫酸,浸出液内添加双氧水,萃取铜、锂、钴和镍选用的萃取剂,以及在萃取剂中添加的萃取辅助剂,均明显提高了铜、锂、钴和镍的回收率。
[0056]
本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。