1.本发明属于印刷材料领域,具体公开了一种柔性基质热转印膜及其制备方法。
背景技术:
2.热转印装饰工艺是通过热转印膜一次性加热,将热转印上的装饰图案转印于被装饰建材表面上,形成优质饰面膜的过程。在热转印过程中,利用热和压力的共同作用使保护层及图案层从聚酯基片上分离,热熔胶使整个装饰层与基材永久胶合。热转印膜是由聚乙烯薄膜作衬纸上印有木纹装饰层。表面涂有保护层、底色层、脱膜层和热熔胶层构成。通过加热高温硅辊,将温度和压力施加于转印箔上,使装饰木纹印层、表面保护层、底色层构成的转印层与聚乙烯脱离、转印到人造板表面或家具部件上面,便形成了装饰表面图形,并使其表面具有耐磨、耐热、耐光等优良性能,花纹新颖美观、色调稳定,是一种用途广泛的装饰材料。热转印膜产品要轻拿轻放、要直放、竖放,而不能横放;不能放置在热源附近,一定要远离热源,一般在25℃下保存;严防受潮,一旦受潮,在使用时会在高温加源下产生气体,并使烫印膜产生化学反应。所以,烫印膜的存放和待使用时都要注意防湿、防潮、防压、要放在通风阴凉干燥处。现有的热转印膜质量不够稳定,基膜硬度过高,贴合性能不佳,剥离效果差,因此急需解决上述问题。
技术实现要素:
3.针对上述情况,本发明公开了一种柔性基质热转印膜及其制备方法。
4.本发明的技术方案如下:一种柔性基质热转印膜,所述转印膜由下往上依次包括:柔性基膜、离形层、图案层、模压层、镀铝层、粘胶层;所述柔性基膜由以下重量份的原料组成:pvc树脂100份锌基硫醇锡稳定剂30-60份卵磷脂20-30份聚乳酸20-30份甲基丙烯酸甲酯聚合物10-20份mbs树脂10-20份紫外线吸收剂5-10份润滑剂5-10份氧化石墨烯4-8份纳米银粒子4-8份。
5.进一步的,所述柔性基膜由以下步骤制备而成:s1:热混合,按产品配方准备好各种原料,然后放入热混合机中混合,原料放入先后顺序依次是:pvc树脂、锌基硫醇锡稳定剂、聚乳酸、mbs树脂、润滑剂,氧化石墨烯、纳米银
粒子混合时逐渐提高温度;s2:冷混合,在物料温度升高到120-140℃时,自动放料至冷混合机中,对物料搅拌冷却并进一步混合均匀,当物料温度冷却至50-70℃,再放入甲基丙烯酸甲酯聚合物和卵磷脂混合,泄料至储存桶;s3:挤出,经冷搅拌混匀的物料进入星型螺杆挤出机,加热,使物料被加热剪切塑化后挤出;s4:进一步塑化,物料被挤出机挤出后立即进入开炼机,对挤出料进行进一步塑化;s5:压延,将上述经塑化后的混合料投入压延机,将混合料压成适当厚度,压片成型;s6:冷却定型,把压延后的产品通过拉伸机引出、冷却定型,然后进行收卷,得到成品材料柔性基膜。
6.优选的,所述柔性基膜由以下步骤制备而成:s1:热混合,按产品配方准备好各种原料,然后放入热混合机中混合,原料放入先后顺序依次是:pvc树脂、锌基硫醇锡稳定剂、聚乳酸、mbs树脂、润滑剂,氧化石墨烯、纳米银粒子混合时逐渐提高温度;s2:冷混合,在物料温度升高到130℃时,自动放料至冷混合机中,对物料搅拌冷却并进一步混合均匀,当物料温度冷却至60℃,再放入甲基丙烯酸甲酯聚合物和卵磷脂混合,泄料至储存桶;s3:挤出,经冷搅拌混匀的物料进入星型螺杆挤出机,加热,使物料被加热剪切塑化后挤出;s4:进一步塑化,物料被挤出机挤出后立即进入开炼机,对挤出料进行进一步塑化;s5:压延,将上述经塑化后的混合料投入压延机,将混合料压成适当厚度,压片成型;s6:冷却定型,把压延后的产品通过拉伸机引出、冷却定型,然后进行收卷,得到成品材料柔性基膜。
7.优选的,所述柔性基膜由以下重量份的原料组成:pvc树脂100份锌基硫醇锡稳定剂45份卵磷脂25份聚乳酸25份甲基丙烯酸甲酯聚合物15份mbs树脂15份紫外线吸收剂7份润滑剂7份氧化石墨烯6份纳米银粒子6份。
8.优选的,所述润滑剂为多元醇复合酸酯。
9.优选的,所述紫外线吸收剂为水杨酸酯。
10.优先的,所述柔性基膜的厚度为1mm。
11.优选的,所述离型层的厚度为10-20微米。
12.优选的,柔性基质热转印膜的制备方法,包括以下步骤:a.对柔性基膜涂布离型剂,使之称为具有柔性基膜和离型层的热转印膜;b.在上步中获得的热转印膜上印刷所需的图案,使得热转印膜具有图案层;c.在上步中获得的热转印膜上涂布树脂涂料,形成用于模压的模压涂层;d.将浮雕图案定位模压至所述模压涂层上,使得热转印膜具有模压层;e.对所述模压层进行真空镀铝,使得热转印膜具有镀铝层;f.对完成真空镀铝后的热转印膜进行洗铝工序;g.对完成洗铝工序后的热转印膜涂布热熔胶,使得热转印膜具有粘胶层。
13.与现有技术相比,本发明具有如下的有益效果:本发明公开了一种柔性基质热转印膜及其制备方法,所述热转印膜结构合理,原料易得,制备成本低,使用柔性基质,贴合性能好,剥离效果好,耐磨,抗划伤,印刷图文效果好,能够印刷立体图案,色差小,再现性好,值得大力推广使用。
附图说明
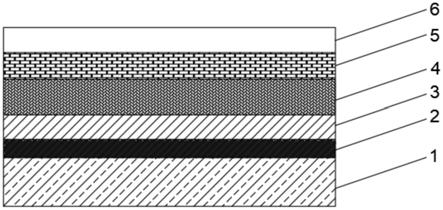
14.附图1为本发明所述的一种柔性基质热转印膜的结构图。
具体实施方式
15.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
16.本发明实施例中使用的试剂或仪器未注明生产厂商者,均为可以通过市场渠道购获得的常规试剂产品。
17.实施例1一种柔性基质热转印膜,如附图1所示,所述转印膜由下往上依次包括:柔性基膜1、离形层2、图案层3、模压层4、镀铝层5、粘胶层6;所述柔性基膜1由以下重量份的原料组成:pvc树脂100份锌基硫醇锡稳定剂30份卵磷脂20份聚乳酸20份甲基丙烯酸甲酯聚合物10份mbs树脂10份紫外线吸收剂5份润滑剂5份氧化石墨烯4份纳米银粒子4份。
18.所述柔性基膜1由以下步骤制备而成:s1:热混合,按产品配方准备好各种原料,然后放入热混合机中混合,原料放入先后顺序依次是:pvc树脂、锌基硫醇锡稳定剂、聚乳酸、mbs树脂、润滑剂,氧化石墨烯、纳米银粒子混合时逐渐提高温度;s2:冷混合,在物料温度升高到120℃时,自动放料至冷混合机中,对物料搅拌冷却并进一步混合均匀,当物料温度冷却至70℃,再放入甲基丙烯酸甲酯聚合物和卵磷脂混合,泄料至储存桶;s3:挤出,经冷搅拌混匀的物料进入星型螺杆挤出机,加热,使物料被加热剪切塑化后挤出;s4:进一步塑化,物料被挤出机挤出后立即进入开炼机,对挤出料进行进一步塑化;s5:压延,将上述经塑化后的混合料投入压延机,将混合料压成适当厚度,压片成型;s6:冷却定型,把压延后的产品通过拉伸机引出、冷却定型,然后进行收卷,得到成品材料柔性基膜1。
19.所述润滑剂为多元醇复合酸酯。
20.所述紫外线吸收剂为水杨酸酯。
21.所述柔性基膜1的厚度为1mm。
22.所述离型层2的厚度为10微米。
23.上述柔性基质热转印膜的制备方法,包括以下步骤:a.对柔性基膜1涂布离型剂,使之称为具有柔性基膜1和离型层2的热转印膜;b.在上步中获得的热转印膜上印刷所需的图案,使得热转印膜具有图案层3;c.在上步中获得的热转印膜上涂布树脂涂料,形成用于模压的模压涂层;d.将浮雕图案定位模压至所述模压涂层上,使得热转印膜具有模压层4;e.对所述模压层4进行真空镀铝,使得热转印膜具有镀铝层5;f.对完成真空镀铝后的热转印膜进行洗铝工序;g.对完成洗铝工序后的热转印膜涂布热熔胶,使得热转印膜具有粘胶层6。
24.实施例2一种柔性基质热转印膜,如附图1所示,所述转印膜由下往上依次包括:柔性基膜1、离形层2、图案层3、模压层4、镀铝层5、粘胶层6;所述柔性基膜1由以下重量份的原料组成:pvc树脂100份锌基硫醇锡稳定剂45份卵磷脂25份聚乳酸25份甲基丙烯酸甲酯聚合物15份mbs树脂15份紫外线吸收剂7份润滑剂7份
氧化石墨烯6份纳米银粒子6份。
25.所述柔性基膜1由以下步骤制备而成:s1:热混合,按产品配方准备好各种原料,然后放入热混合机中混合,原料放入先后顺序依次是:pvc树脂、锌基硫醇锡稳定剂、聚乳酸、mbs树脂、润滑剂,氧化石墨烯、纳米银粒子混合时逐渐提高温度;s2:冷混合,在物料温度升高到130℃时,自动放料至冷混合机中,对物料搅拌冷却并进一步混合均匀,当物料温度冷却至60℃,再放入甲基丙烯酸甲酯聚合物和卵磷脂混合,泄料至储存桶;s3:挤出,经冷搅拌混匀的物料进入星型螺杆挤出机,加热,使物料被加热剪切塑化后挤出;s4:进一步塑化,物料被挤出机挤出后立即进入开炼机,对挤出料进行进一步塑化;s5:压延,将上述经塑化后的混合料投入压延机,将混合料压成适当厚度,压片成型;s6:冷却定型,把压延后的产品通过拉伸机引出、冷却定型,然后进行收卷,得到成品材料柔性基膜1。
26.所述润滑剂为多元醇复合酸酯。
27.所述紫外线吸收剂为水杨酸酯。
28.所述柔性基膜1的厚度为1mm。
29.所述离型层2的厚度为15微米。
30.上述柔性基质热转印膜的制备方法,包括以下步骤:a.对柔性基膜1涂布离型剂,使之称为具有柔性基膜1和离型层2的热转印膜;b.在上步中获得的热转印膜上印刷所需的图案,使得热转印膜具有图案层3;c.在上步中获得的热转印膜上涂布树脂涂料,形成用于模压的模压涂层;d.将浮雕图案定位模压至所述模压涂层上,使得热转印膜具有模压层4;e.对所述模压层4进行真空镀铝,使得热转印膜具有镀铝层5;f.对完成真空镀铝后的热转印膜进行洗铝工序;g.对完成洗铝工序后的热转印膜涂布热熔胶,使得热转印膜具有粘胶层6。
31.实施例3一种柔性基质热转印膜,如附图1所示,所述转印膜由下往上依次包括:柔性基膜1、离形层2、图案层3、模压层4、镀铝层5、粘胶层6;所述柔性基膜1由以下重量份的原料组成:pvc树脂100份锌基硫醇锡稳定剂60份卵磷脂30份聚乳酸30份甲基丙烯酸甲酯聚合物20份mbs树脂20份
紫外线吸收剂10份润滑剂10份氧化石墨烯8份纳米银粒子8份。
32.所述柔性基膜1由以下步骤制备而成:s1:热混合,按产品配方准备好各种原料,然后放入热混合机中混合,原料放入先后顺序依次是:pvc树脂、锌基硫醇锡稳定剂、聚乳酸、mbs树脂、润滑剂,氧化石墨烯、纳米银粒子混合时逐渐提高温度;s2:冷混合,在物料温度升高到140℃时,自动放料至冷混合机中,对物料搅拌冷却并进一步混合均匀,当物料温度冷却至70℃,再放入甲基丙烯酸甲酯聚合物和卵磷脂混合,泄料至储存桶;s3:挤出,经冷搅拌混匀的物料进入星型螺杆挤出机,加热,使物料被加热剪切塑化后挤出;s4:进一步塑化,物料被挤出机挤出后立即进入开炼机,对挤出料进行进一步塑化;s5:压延,将上述经塑化后的混合料投入压延机,将混合料压成适当厚度,压片成型;s6:冷却定型,把压延后的产品通过拉伸机引出、冷却定型,然后进行收卷,得到成品材料柔性基膜1。
33.所述润滑剂为多元醇复合酸酯。
34.所述紫外线吸收剂为水杨酸酯。
35.所述柔性基膜1的厚度为1mm。
36.所述离型层2的厚度为20微米。
37.上述柔性基质热转印膜的制备方法,包括以下步骤:a.对柔性基膜1涂布离型剂,使之称为具有柔性基膜1和离型层2的热转印膜;b.在上步中获得的热转印膜上印刷所需的图案,使得热转印膜具有图案层3;c.在上步中获得的热转印膜上涂布树脂涂料,形成用于模压的模压涂层;d.将浮雕图案定位模压至所述模压涂层上,使得热转印膜具有模压层4;e.对所述模压层4进行真空镀铝,使得热转印膜具有镀铝层5;f.对完成真空镀铝后的热转印膜进行洗铝工序;g.对完成洗铝工序后的热转印膜涂布热熔胶,使得热转印膜具有粘胶层6。
38.测试例将实施例1-3获得热转印膜用于转印,发现其具有贴合性能好,剥离效果好,耐磨,抗划伤,印刷图文效果好,能够印刷立体图案,色差小,再现性好等优点,值得大力推广使用。
39.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有
变化囊括在本发明内。
40.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
