1.本发明涉及热连轧粗轧板坯镰刀弯识别分类技术领域,特别涉及一种基于机器学习的板坯弯曲模式分类方法及装置。
背景技术:
2.在板带热连轧过程中,由于操作侧和传动侧的轧机刚度不同、冷却不均匀导致板坯两侧存在温度差、轧辊两侧倾斜值不合理等情况会使得板坯出现平面形状的弯曲,经过多道次轧制之后,板坯的弯曲形状会变得十分复杂。由于板坯的弯曲会导致后续轧制中出现勒辊、轧卡、断带、撕裂、堆钢等事故,严重影响生产的稳定性与连续性。因此,对板坯弯曲形状的准确分类是对平面形状质量评价的重要环节,是实现对板坯平面形状自动控制的重要前提。然而,目前生产现场,主要依赖技术人员的主观观察和经验判断,这一过程分析数据量大,效率低,且每次大多都是重复性工作,造成了大量的人力资源浪费。
技术实现要素:
3.本发明提供了一种基于机器学习的板坯弯曲模式分类方法及装置,以解决现有技术所存在的效率低且耗费人力成本大的技术问题。
4.为解决上述技术问题,本发明提供了如下技术方案:
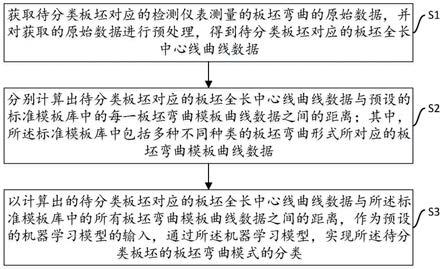
5.一方面,本发明提供了一种基于机器学习的板坯弯曲模式分类方法,包括:
6.获取待分类板坯对应的检测仪表测量的板坯弯曲的原始数据,并对获取的原始数据进行预处理,得到所述待分类板坯对应的板坯全长中心线曲线数据;
7.分别计算出所述待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据之间的距离;其中,所述标准模板库中包括多种不同种类的板坯弯曲形式所对应的板坯弯曲模板曲线数据;
8.以计算出的所述待分类板坯对应的板坯全长中心线曲线数据与所述标准模板库中的所有板坯弯曲模板曲线数据之间的距离,作为预设的机器学习模型的输入,通过所述机器学习模型,实现所述待分类板坯的板坯弯曲模式的分类。
9.进一步地,所述对获取的原始数据进行预处理,包括:
10.将获取的原始数据的横纵坐标均归一化为[0,1],并进行线性插值;其中,插值后的数据点个数为n,n的取值范围为150-200。
[0011]
进一步地,所述标准模板库中包括:
[0012]
操作侧“c”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0013]
y=-13.108x6 39.324x
5-65.84x4 66.14x
3-36.333x2 9.8171x
[0014]
传动侧“c”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0015]
y=13.108x
6-39.324x5 65.84x
4-66.14x3 36.333x
2-9.8171x 1
[0016]
头部操作侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0017]
y=-6.554x6 35.751x
5-73.144x4 73.493x
3-38.578x2 10.049x
[0018]
头部传动侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0019]
y=6.554x
6-35.751x5 73.144x
4-73.493x3 38.578x
2-10.049x 1
[0020]
尾部操作侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0021]
y=-6.554x6 3.5726x5 7.3036x
4-7.3533x3 2.2448x
2-0.2322x 1
[0022]
尾部传动侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0023]
y=6.554x
6-3.5726x
5-7.3036x4 7.3533x
3-2.2448x2 0.2322x
[0024]
传动侧“s”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0025]
y=-16.089x5 40.224x
4-40.423x3 20.411x
2-5.1407x 1
[0026]
操作侧“s”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0027]
y=16.089x
5-40.224x4 40.423x
3-20.411x2 5.1407x
[0028]
其中,x表示相应板坯弯曲模板曲线的横坐标,y表示相应板坯弯曲模板曲线的纵坐标,每个板坯弯曲模板曲线的数据点个数为m,m的取值范围为150-200。
[0029]
进一步地,所述分别计算出所述待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据之间的距离,包括:
[0030]
采用动态时间规整dtw算法分别计算出所述待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据间的距离。
[0031]
进一步地,所述机器学习模型为支持向量机svm模型。
[0032]
进一步地,所述机器学习模型的构建过程,包括:
[0033]
获取热轧板坯全长中心线曲线作为样本数据;
[0034]
构建训练样本集:{(xi,yi)|xi={d
i1
,d
i2
,d
i3
,d
i4
,d
i5
,d
i6
,d
i7
,d
i8
}∈r8,yi∈r,i=1,2,...,m ,其中,xi表示第i条样本曲线si与所述标准模板库中的所有板坯弯曲模板曲线数据之间的距离组成的序列,d
ij
表示第i条样本曲线si与所述标准模板库中的第j条板坯弯曲模板曲线数据之间的距离,j=1,2,3,4,5,6,7,8;yi表示第i条样本曲线si对应的板坯弯曲模式种类,m表示样本总数;
[0035]
利用高斯函数将数据样本映射到高维特征空间,在高维空间构建出基于svm模型的分类函数:其中ω和b是svm模型的回归参数;
[0036]
初始化svm模型的参数c和g,将svm模型的参数求解表示为以下约束最优化问题:
[0037][0038]
满足约束εi≥0;其中,εi是松弛变量,计算公式为是松弛变量,计算公式为表示xi对应的高斯函数;
[0039]
基于所述训练样本集对svm模型进行训练,并根据训练结果对svm模型进行调优,保存调优训练后得分最高的模型参数,得到所述机器学习模型。
[0040]
进一步地,所述根据训练结果对svm模型进行调优,包括:
[0041]
采用k折交叉验证方法对svm模型的参数c和g进行优化,包括:将训练样本集均分成k组,1组作为验证的数据样本,其余k-1组作为训练的数据样本,每一组数据都轮流作为
验证数据样本;在每一次验证中,将参数c和g在给定取值范围内按照一定的步长进行取值组合,参数c的步长为(c
max-c
min
)/k,参数g的步长为(g
max-g
min
)/k;其中,c
max
,c
min
,g
max
,g
min
分别为参数c和g的最大和最小取值;在每一组参数(c,g)组合下,分别进行k次计算,求取k次计算的模型测试准确率的均值作为这组(c,g)下模型的得分score:
[0042][0043]
其中,f
p
为每一类分类正确的数量,s为每次测试样本集的数量。
[0044]
另一方面,本发明还提供了一种基于机器学习的板坯弯曲模式分类装置,该基于机器学习的板坯弯曲模式分类装置包括:
[0045]
板坯全长中心线曲线数据获取模块,用于获取待分类板坯对应的检测仪表测量的板坯弯曲的原始数据,并对获取的原始数据进行预处理,得到所述待分类板坯对应的板坯全长中心线曲线数据;
[0046]
曲线距离计算模块,用于分别计算出所述板坯全长中心线曲线数据获取模块所得到的待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据之间的距离;其中,所述标准模板库中包括多种不同种类的板坯弯曲形式所对应的板坯弯曲模板曲线数据;
[0047]
板坯弯曲模式分类模块,用于以所述曲线距离计算模块所计算出的所述待分类板坯对应的板坯全长中心线曲线数据与所述标准模板库中的所有板坯弯曲模板曲线数据之间的距离,作为预设的机器学习模型的输入,通过所述机器学习模型,实现所述待分类板坯的板坯弯曲模式的分类。
[0048]
再一方面,本发明还提供了一种电子设备,其包括处理器和存储器;其中,存储器中存储有至少一条指令,所述指令由处理器加载并执行以实现上述方法。
[0049]
又一方面,本发明还提供了一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述指令由处理器加载并执行以实现上述方法。
[0050]
本发明提供的技术方案带来的有益效果至少包括:
[0051]
本发明能够通过计算板坯弯曲曲线与模板曲线的距离,采用机器学习的方式对板坯弯曲形式进行准确分类,并将板坯弯曲形式分类模型嵌入板坯弯曲质量评价系统中,从而自动识别每块板坯的弯曲形式,实现对板坯弯曲模式的分类。相比于传统的根据最小距离的判断方式,本发明大大提高了分类的准确性。
附图说明
[0052]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0053]
图1是本发明实施例提供的基于机器学习的板坯弯曲模式分类方法的执行流程示意图;
[0054]
图2是本发明实施例提供的热轧板坯全长中心线曲线示意图。
具体实施方式
[0055]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
[0056]
第一实施例
[0057]
本实施例提供了一种基于机器学习的板坯弯曲模式分类方法,该方法基于板坯全长中心线曲线数据,通过机器学习的方法实现对板坯弯曲模式进行分类。该方法可以由电子设备实现。该方法的执行流程如图1所示,包括以下步骤:
[0058]
s1,获取待分类板坯对应的检测仪表测量的板坯弯曲的原始数据,并对获取的原始数据进行预处理,得到待分类板坯对应的板坯全长中心线曲线数据;
[0059]
具体地,在本实施例中,对获取的原始数据进行预处理,方式如下:
[0060]
将获取的原始数据的横纵坐标均归一化为[0,1],并进行线性插值;其中,插值后的数据点个数为n,n的取值范围为150-200。
[0061]
s2,分别计算出待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据之间的距离;其中,所述标准模板库中包括多种不同种类的板坯弯曲形式所对应的板坯弯曲模板曲线数据;
[0062]
具体地,在本实施例中,所述标准模板库中包括以下8种弯曲曲线函数:
[0063]
操作侧“c”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0064]
y=-13.108x6 39.324x
5-65.84x4 66.14x
3-36.333x2 9.8171x
[0065]
传动侧“c”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0066]
y=13.108x
6-39.324x5 65.84x
4-66.14x3 36.333x
2-9.8171x 1
[0067]
头部操作侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0068]
y=-6.554x6 35.751x
5-73.144x4 73.493x
3-38.578x2 10.049x
[0069]
头部传动侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0070]
y=6.554x
6-35.751x5 73.144x
4-73.493x3 38.578x
2-10.049x 1
[0071]
尾部操作侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0072]
y=-6.554x6 3.5726x5 7.3036x
4-7.3533x3 2.2448x
2-0.2322x 1
[0073]
尾部传动侧“l”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0074]
y=6.554x
6-3.5726x
5-7.3036x4 7.3533x
3-2.2448x2 0.2322x
[0075]
传动侧“s”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0076]
y=-16.089x5 40.224x
4-40.423x3 20.411x
2-5.1407x 1
[0077]
操作侧“s”型弯的板坯弯曲模板曲线数据,其函数表达式为:
[0078]
y=16.089x
5-40.224x4 40.423x
3-20.411x2 5.1407x
[0079]
其中,x∈[0,1],为相应板坯弯曲模板曲线横坐标,y为相应板坯弯曲模板曲线纵坐标,每个板坯弯曲模板曲线的数据点个数为m,m的取值范围为150-200。
[0080]
进一步地,所述分别计算出所述待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据之间的距离为:采用动态时间规整dtw算法分别计算出所述待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据间的距离,过程如下:
[0081]
对于两个序列q和p,长度分别为n和m,其中,q=q1,q2,...,qi,...qn,p=p1,
p2,...,pj,...pm;其中,qi表示序列q中的第i个元素,i=1,2,
…
,n,pj表示序列p中的第j个元素,j=1,2,
…
,m;
[0082]
dtw距离的计算采用如下动态规划公式计算得出:
[0083]
γ(i,j)=d(qi,pj) min{γ(i-1,j-1),γ(i-1,j),γ(i,j-1)}
[0084]
其中,d(qi,pj)=(q
i-pj)2;γ(i,j)表示pj与qi对应的最小累加距离。
[0085]
对于s1中获取的板坯全长中心线曲线数据,分别计算其与8种标准模板库函数对应的曲线之间的距离,得到{d
i1
,d
i2
,d
i3
,d
i4
,d
i5
,d
i6
,d
i7
,d
i8
}。
[0086]
s3,以计算出的待分类板坯对应的板坯全长中心线曲线数据与所述标准模板库中的所有板坯弯曲模板曲线数据之间的距离,作为预设的机器学习模型的输入,通过所述机器学习模型,实现所述待分类板坯的板坯弯曲模式的分类。
[0087]
具体地,在本实施例中,所述机器学习模型为支持向量机svm模型。
[0088]
所述机器学习模型的构建过程,包括:
[0089]
获取热轧板坯原始弯曲数据,并对原始弯曲数据进行预处理,得到热轧板坯全长中心线曲线作为样本数据;在本实施例中,得到的10条曲线如图2所示。
[0090]
构建训练样本集:{(xi,yi)|xi={d
i1
,d
i2
,d
i3
,d
i4
,d
i5
,d
i6
,d
i7
,d
i8
}∈r8,yi∈r,i=1,2,...,m},其中,xi表示第i条样本曲线si与所述标准模板库中的所有板坯弯曲模板曲线数据之间的距离组成的序列,d
ij
表示第i条样本曲线si与所述标准模板库中的第j条板坯弯曲模板曲线数据之间的距离,j=1,2,3,4,5,6,7,8;yi表示第i条样本曲线si对应的板坯弯曲模式种类,m表示样本总数;
[0091]
在本实施例中,图2中所示的10条曲线与8种标准模板库函数对应的曲线之间的距离计算结果如下列表1所示:
[0092]
表1距离计算结果
[0093][0094][0095]
在本实施例中,采用2000条板坯弯曲曲线作为训练样本。
[0096]
利用高斯函数将数据样本映射到高维特征空间,在高维空间构建出基于svm
模型的分类函数:其中ω和b是svm模型的回归参数;
[0097]
初始化svm模型的参数c和g,将svm模型的参数求解表示为以下约束最优化问题:
[0098][0099]
满足约束εi≥0;其中,εi是松弛变量,计算公式为是松弛变量,计算公式为表示xi对应的高斯函数;
[0100]
基于所述训练样本集对svm模型进行训练,并根据训练结果对svm模型进行调优,保存调优训练后得分最高的模型参数,得到所述机器学习模型。
[0101]
进一步地,所述根据训练结果对svm模型进行调优,包括:
[0102]
采用k折交叉验证方法对svm模型的参数c和g进行优化,包括:将训练样本集均分成k组,1组作为验证的数据样本,其余k-1组作为训练的数据样本,每一组数据都轮流作为验证数据样本;在每一次验证中,将参数c和g在给定取值范围内按照一定的步长进行取值组合,参数c的步长为(c
max-c
min
)/k,参数g的步长为(g
max-g
min
)/k;其中,c
max
,c
min
,g
max
,g
min
分别为参数c和g的最大和最小取值;在每一组参数(c,g)组合下,分别进行k次计算,求取k次计算的模型测试准确率的均值作为这组(c,g)下模型的得分score:
[0103][0104]
其中,f
p
为每一类分类正确的数量,s为每次测试样本集的数量。
[0105]
具体地,在本实施例中,k=5,c
max
=10,c
min
=0.1,g
max
=0.1,g
min
=0.001;经调优计算,最优(c,g)结果为(1,0.01),对应的得分score=0.975。
[0106]
将上述训练好的模型嵌入板坯弯曲质量评价系统中,即可在线获得每块板坯的弯曲形式,并记录于数据库中。其中,在本实施例中,图2中的10条曲线,通过本实施例的板坯弯曲模式分类方法进行分类的结果如下列表2所示:
[0107]
表2曲线分类结果
[0108] 模型输出对应分类曲线16尾部传动侧“l”型弯曲线25尾部操作侧“l”型弯曲线36尾部传动侧“l”型弯曲线41操作侧“c”型弯曲线52传动侧“c”型弯曲线62传动侧“c”型弯曲线72传动侧“c”型弯曲线84头部传动侧“l”型弯曲线95尾部操作侧“l”型弯曲线105尾部操作侧“l”型弯
[0109]
综上,本实施例提供了一种基于机器学习的板坯弯曲模式分类方法,该方法在计算出弯曲曲线与标准模板库函数之间的距离之后,并非通过最小距离的判断,实现弯曲形式的分类,而是将弯曲曲线与样本库中所有函数的距离作为机器学习模型的输入,通过对模型的训练,实现对板坯弯曲模式的分类。相比于传统的根据最小距离的判断方式,本实施例的方法大大提高了分类的准确性。
[0110]
第二实施例
[0111]
本实施例提供了一种基于机器学习的板坯弯曲模式分类装置,包括:
[0112]
板坯全长中心线曲线数据获取模块,用于获取待分类板坯对应的检测仪表测量的板坯弯曲的原始数据,并对获取的原始数据进行预处理,得到所述待分类板坯对应的板坯全长中心线曲线数据;
[0113]
曲线距离计算模块,用于分别计算出所述板坯全长中心线曲线数据获取模块所得到的待分类板坯对应的板坯全长中心线曲线数据与预设的标准模板库中的每一板坯弯曲模板曲线数据之间的距离;其中,所述标准模板库中包括多种不同种类的板坯弯曲形式所对应的板坯弯曲模板曲线数据;
[0114]
板坯弯曲模式分类模块,用于以所述曲线距离计算模块所计算出的所述待分类板坯对应的板坯全长中心线曲线数据与所述标准模板库中的所有板坯弯曲模板曲线数据之间的距离,作为预设的机器学习模型的输入,通过所述机器学习模型,实现所述待分类板坯的板坯弯曲模式的分类。
[0115]
本实施例的基于机器学习的板坯弯曲模式分类装置与上述第一实施例的基于机器学习的板坯弯曲模式分类方法相对应;其中,本实施例的基于机器学习的板坯弯曲模式分类装置中的各功能模块所实现的功能与第一实施例的基于机器学习的板坯弯曲模式分类方法中的各流程步骤一一对应;故,在此不再赘述。
[0116]
第三实施例
[0117]
本实施例提供一种电子设备,其包括处理器和存储器;其中,存储器中存储有至少一条指令,所述指令由处理器加载并执行,以实现第一实施例的方法。
[0118]
该电子设备可因配置或性能不同而产生比较大的差异,可以包括一个或一个以上处理器(central processing units,cpu)和一个或一个以上的存储器,其中,存储器中存储有至少一条指令,所述指令由处理器加载并执行以下步骤:
[0119]
第四实施例
[0120]
本实施例提供一种计算机可读存储介质,该存储介质中存储有至少一条指令,所述指令由处理器加载并执行,以实现上述方法。其中,该计算机可读存储介质可以是rom、随机存取存储器(ram)、cd-rom、磁带、软盘和光数据存储设备等。其内存储的指令可由终端中的处理器加载并执行以下步骤:
[0121]
此外,需要说明的是,本发明可提供为方法、装置或计算机程序产品。因此,本发明实施例可采用完全硬件实施例、完全软件实施例或结合软件和硬件方面的实施例的形式。而且,本发明实施例可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质上实施的计算机程序产品的形式。
[0122]
本发明实施例是参照根据本发明实施例的方法、终端设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图
中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、嵌入式处理机或其他可编程数据处理终端设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理终端设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0123]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理终端设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。这些计算机程序指令也可装载到计算机或其他可编程数据处理终端设备上,使得在计算机或其他可编程终端设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程终端设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0124]
还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的相同要素。
[0125]
最后需要说明的是,以上所述是本发明优选实施方式,应当指出,尽管已描述了本发明优选实施例,但对于本技术领域的技术人员来说,一旦得知了本发明的基本创造性概念,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明实施例范围的所有变更和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。