1.本技术涉及精密管加工的技术领域,尤其是涉及一种用于精密管的刮油装置。
背景技术:
2.精密管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可精确至0.2mm以内,在保证抗弯、抗扭强度同时,重量较轻,所以广泛用于制造精密机械零件和工程结构,也常用作生产各种常规武器、枪管、炮弹、轴承等。
3.在对精密管进行冷轧操作时,需要对进入轧辊的精密管涂抹润滑油,用油冷降温,以利于对精密管的轧制成形,精密管送入冷轧管机内进行轧制后,精密管的表面及内壁会沾满冷轧管机里的轧制油,且精密管在冷加工成型后需要进行除油处理,以回收润滑油,同时保证精密管的观感整洁,一般会使用刮油管,对轧制的精密管进行除油处理,现有的刮油管结构不合理,只是在刮油管周壁上套设活塞,活塞在刮油时只有上端对精密管内壁上的油有刮油效果,导致刮油效果不好。
技术实现要素:
4.为了提高对精密管内壁的刮油效果,本技术提供一种用于精密管的刮油装置。
5.本技术提供的一种用于精密管的刮油装置采用如下的技术方案:
6.一种用于精密管的刮油装置,包括冷轧管机、底座和主管,所述底座固定连接在所述冷轧管机顶面上,所述主管沿竖直方向设置在所述底座上,所述主管周壁上沿主管圆周方向开设有第一环形安装槽,所述主管上设置有第一刮油件,所述第一刮油件套设在第一环形安装槽内,且所述第一刮油件沿水平方向的厚度大于第一环形安装槽沿水平方向的厚度,当对精密管进行刮油工作时,所述第一刮油件外周壁与精密管内壁抵接,所述第一刮油件外周壁呈弧形。
7.通过采用上述技术方案,主管沿竖直方向放置在底座上,操作人员将精密管一端对准主管上端,并将精密管沿主管长度方向向下移动,在精密管向下移动的过程中,与第一刮油件接触,用力向下移动精密管,第一刮油件发生形变,并在精密管移动过程中,与精密管内壁向抵紧,因第一刮油件外周壁为弧形,故第一刮油件在刮油过程中与精密管内壁的接触保持线性接触,减少磨损的同时,提高了刮油效果。
8.优选的,所述主管周壁上沿主管圆周方向开设有第二环形安装槽,所述主管上设置有第二刮油件,所述第二刮油件呈环形,且所述第二刮油件外环在水平方向的高度低于内环在水平方向的高度,所述第二刮油件与精密管内壁间隙配合,所述第二刮油件上开设有用于存储精密管内壁上油料的容纳槽。
9.通过采用上述技术方案,当精密管沿主管长度方向向下移动时,先经过第一刮油件的刮油操作,再与第二刮油件接触,第二刮油件与精密管内壁间隙配合,第二刮油件刮下的油料流向第二刮油件上的容纳槽进行初步储存,以此再次提高对精密管内壁刮油的效果。
10.优选的,所述主管呈中空设置,且主管周壁上沿主管径向开设有若干过油孔,所述所述过油孔与所述容纳槽对应设置。
11.通过采用上述技术方案,第二刮油件将精密管内壁上的油料刮下后初步存储在容纳槽内,容纳槽内的油料通过过油孔流至主管内,使得后续从精密管内壁上挂下的油料可以继续在容纳槽内进行储存。
12.优选的,所述底座内部中空且与主管内部相连通,所述底座侧壁上开设有开口,所述底座上设置有用于收集油料的收油件,所述收油件通过开口滑移设置在底座内,滑移方向沿底座长度方向。
13.通过采用上述技术方案,从容纳槽内流向主管内的油料受重力作用向下流动,因底座与主管内部连通,油料最终流至底座内的收油件内,收油件滑移设置在底座内,当收油件内油料过多时,操作人员将收油件拉出并把油料倒出,这部分油料在后续冷轧过程中循环利用,减少冷轧成本。
14.优选的,所述主管周壁上沿主管圆周方向开设有第三环形安装槽,所述主管上设置有第三刮油件,所述第三刮油件呈环形,且所述第三刮油件外环在水平方向的高度低于内环在水平方向的高度,所述第三刮油件与精密管内部间隙配合。
15.通过采用上述技术方案,所述第三刮油件外环在水平方向的高度低于内环在水平方向的高度,故第三刮油件与第二刮油件的设置方向相反,当第一刮油件和第二刮油件对精密管的刮油工作完成后,操作人员将精密管从主管上拔出,这时第三刮油件实现对精密管内壁再一次的刮油工作,减少油料在第一刮油件和第二刮油件刮油工作后的剩余量,提高刮油效果。
16.优选的,所述主管周壁上沿主管圆周方向设置有储油件,所述储油件位于第一刮油件、第二刮油件和第三刮油件的下方,所述储油件呈漏斗状,且与主管同轴设置。
17.通过采用上述技术方案,第三刮油件刮下的油料受重力作用掉落在储油件内,第一刮油件和第二刮油件在刮油过程中滴落的油料也掉落并储存在储油件内,减少刮下的油料四处掉落而需操作人员清理的情况。
18.优选的,所述冷轧管机上设置有清洁机构,所述清洁机构包括:
19.清洁头,设置在所述主管顶端,所述清洁头与主管同轴设置,所述清洁头内部中空,所述清洁头顶端开设有雾化喷口;
20.清洁箱,设置在所述冷轧管机上,所述清洁箱用于放置清理油污的清洁剂;
21.输送管,穿设在所述主管内部,所述输送管一端设置在清洁头上且与雾化喷口对应设置,另一端设置在所述清洁箱上;
22.水泵,设置在所述输送管上。
23.通过采用上述技术方案,清洁箱内放置油清洁剂,水泵将清洁剂通过输送管输送至清洁头上,清洁头通过雾化喷嘴将清洁剂喷洒至精密管内壁上,使得精密管上的油料与清洁剂结合,以提高后续刮油的效果。
24.优选的,所述主管内部设置有用于固定输送管的固定套管,所述固定套管竖直设置,所述固定套管端部固定设置在底座上。
25.通过采用上述技术方案,固定套管用于固定输送管,避免输送管在输送清洁剂的过程中发生移动而将过油孔封堵。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.1.主管沿竖直方向放置在底座上,操作人员将精密管一端对准主管上端,并将精密管沿主管长度方向向下移动,在精密管向下移动的过程中,与第一刮油件接触,用力向下移动精密管,第一刮油件发生形变,并在精密管移动过程中,与精密管内壁向抵紧,因第一刮油件外周壁为弧形,故第一刮油件在刮油过程中与精密管内壁的接触保持线性接触,减少磨损的同时,提高了刮油效果;
28.2.当精密管沿主管长度方向向下移动时,先经过第一刮油件的刮油操作,再与第二刮油件接触,第二刮油件与精密管内壁间隙配合,第二刮油件刮下的油料流向第二刮油件上的容纳槽进行初步储存,以此再次提高对精密管内壁刮油的效果;
29.3.第二刮油件将精密管内壁上的油料刮下后初步存储在容纳槽内,容纳槽内的油料通过过油孔流至主管内,使得后续从精密管内壁上挂下的油料可以继续在容纳槽内进行储存。
附图说明
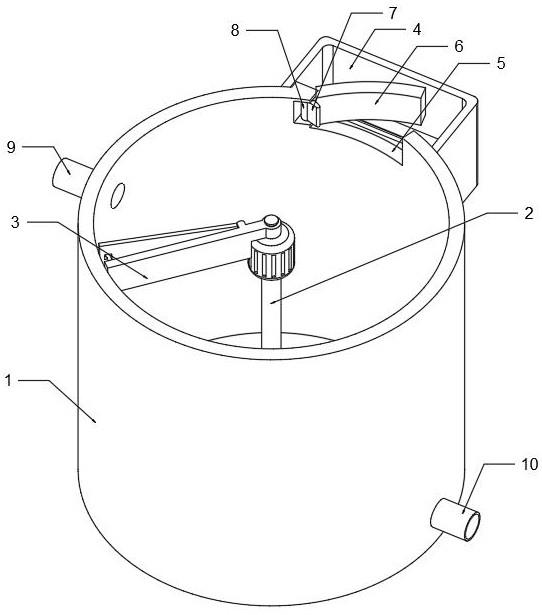
30.图1是本技术实施例的整体结构示意图;
31.图2是本技术实施例中主管部分的局部接收示意图;
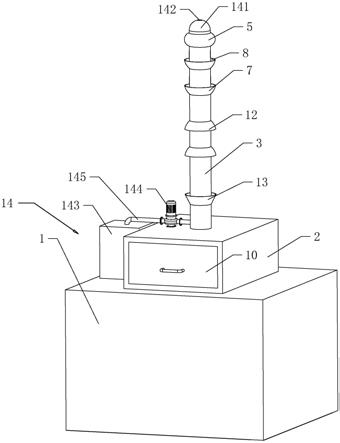
32.图3是本技术实施例的正视图;
33.图4是图3的a-a向剖视图。
34.附图标记说明:1、冷轧管机;2、底座;3、主管;4、第一环形安装槽;5、第一刮油件;6、第二环形安装槽;7、第二刮油件;8、容纳槽;9、过油孔;10、收油件;11、第三环形安装槽;12、第三刮油件;13、储油件;14、清洁机构;141、清洁头;142、雾化喷口;143、清洁箱;144、水泵;145、输送管;15、固定套管。
具体实施方式
35.以下结合附图1-4对本技术作进一步详细说明。
36.本技术实施例公开一种用于精密管的刮油装置。
37.如图1和图2所示,一种用于精密管的刮油装置包括冷轧管机1、底座2、主管3。底座2固定连接在冷轧管机1顶面上,主管3沿竖直方向固定焊接在底座2上。主管3周壁上沿主管3圆周方向开设有第一环形安装槽4,主管3上可拆有第一刮油件5,第一刮油件5套设在第一环形安装槽4内第一刮油件5沿水平方向上的厚度大于第一环形安装槽4沿水平方向上的厚度。
38.在本实施例中,第一刮油件5为弹性材料,当对精密管进行刮油工作时,所述第一刮油件5外周壁与精密管内壁抵接;且第一刮油件5外周壁设置为弧形。
39.主管3沿竖直方向放置在底座2上,操作人员将精密管一端对准主管3上端,并将精密管沿主管3长度方向向下移动,在精密管向下移动的过程中,与第一刮油件5接触,用力向下移动精密管,第一刮油件5发生形变,并在精密管移动过程中,与精密管内壁向抵紧,因第一刮油件5外周壁为弧形,故第一刮油件5在刮油过程中与精密管内壁的接触保持线性接触,减少磨损的同时,提高了刮油效果。
40.如图1和图2所示,主管3周壁上沿主管3圆周方向开设有第二环形安装槽6,主管3
上可拆连接有第二刮油件7,第二刮油件7套设在第二环形安装槽6内上。第二刮油件7呈环形,且第二刮油件7外环在水平方向上的高度高于内环在水平方向上的高度。第二刮油件7的外环与精密管内壁间隙配合。第二刮油管上开设有容纳槽8,容纳槽8用于存储从精密管内壁上刮下的油料。
41.在本实施例中,第一环形安装槽4设置有两个,且每个第一环形安装槽4都对应设置有一个第一刮油件5,实现多次刮油,提高刮油效果。
42.主管3内部中空,主管3周壁上开设有若干过油孔9,若干过油孔9沿主管3径向贯穿设置。若干过油孔9与容纳槽8对应设置。
43.底座2内部中空,且底座2内部与主管3内部通过两个半圆形开孔相连通。底座2侧壁上开设有开口,底座2上滑移设置有收油件10,收油件10通过开口沿底座2长度方向滑移。
44.在本实施例中,收油件10为顶部开口的矩形箱体。
45.如图1和图2所示,主管3周壁上沿主管3圆周方向开设有第三环形安装槽11,主管3上可拆连接有第三刮油件12,第三刮油件12套设在第三环形安装槽11上。第三刮油件12呈环形,且所述第三刮油件12外环在水平方向的高度低于内环在水平方向的高度。第三刮油件12的外环与精密管内壁间隙配合。第三刮油件12和第二刮油件7设置方向相反。
46.在本实施例中,第三环形安装槽11设置有两个,且每个第三环形安装槽11上皆设置有一个第三刮油件12。
47.所述第一刮油件5、第二刮油件7和第三刮油件12沿竖直方向从上至下以此设置。
48.如图1和图2所示,主管3周壁上沿主管3圆周方向固定连接有储油件13。储油件13位于第一刮油件5、第二刮油件7和第三刮油件12下方。储油件13呈漏斗状,且与主管3同轴设置。
49.如图1和图3所示,冷轧管机1上设置有清洁机构14,清洁机构14包括清洁头141、清洁箱143、输送管145和水泵144。清洁头141可拆设置在主管3顶部,清洁头141内壁上设置有外螺纹,主管3顶部开设有内螺纹,内螺纹与外螺纹螺纹配合。清洁头141与主管3同轴设置,清洁头141内部中空,且清洁头141顶部开设有雾化喷口142。清洁箱143固定连接在冷轧管机1上,用于放置清理油污的清洁剂。输送管145一端可拆连接在清洁头141上且与雾化喷口142对应设置,另一端可拆连接在清洁箱143上。水泵144通过法兰可拆连接在输送管145上。
50.如图4所示,主管3内部设置有固定套管15,固定套管15用于固定输送管145。固定套管15的端部固定连接在底座2顶端。固定套管15沿竖直方向设置。
51.实施原理为:
52.主管3沿竖直方向放置在底座2上,操作人员将精密管一端对准主管3上端,并将精密管沿主管3长度方向向下移动,在精密管向下移动的过程中,与第一刮油件5接触,用力向下移动精密管,第一刮油件5发生形变,并在精密管移动过程中,与精密管内壁向抵紧,因第一刮油件5外周壁为弧形,故第一刮油件5在刮油过程中与精密管内壁的接触保持线性接触,减少磨损的同时,提高了刮油效果;
53.当精密管沿主管3长度方向向下移动时,先经过第一刮油件5的刮油操作,再与第二刮油件7接触,第二刮油件7与精密管内壁间隙配合,第二刮油件7刮下的油料流向第二刮油件7上的容纳槽8进行初步储存,以此再次提高对精密管内壁刮油的效果;
54.所述第三刮油件12外环在水平方向的高度低于内环在水平方向的高度,故第三刮
油件12与第二刮油件7的设置方向相反,当第一刮油件5和第二刮油件7对精密管的刮油工作完成后,操作人员将精密管从主管3上拔出,这时第三刮油件12实现对精密管内壁再一次的刮油工作,减少油料在第一刮油件5和第二刮油件7刮油工作后的剩余量,提高刮油效果。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。