1.本实用新型涉及产品落料辅助工装领域,尤其涉及一种复合材料层板出模工装。
背景技术:
2.目前,复合材料层板成型后的出模方式主要有两种,一种是使用单一根敲打棒,或单一根顶杆操作,让复合材料层板出模。在模具上设计有多个活动块和敲打孔,复合材料层板出模时,将单一根敲打棒或单一顶杆伸入每一个敲打孔内,逐一进行敲打,使模具活动块受力,顶出复合材料层板。该结构使用时,复合材料层板受力不均衡,容易发生倾斜,产品不是平行出模,这会导致复合材料层板容易被卡住,从而可能发生产品下模容易变形或产品下模裂的风险。
3.另外一种是使用固定式一体专用工装下模,如图3所示,采用固定式出模工装,该工装为一体专用工装,固定板上面设计有多个出模顶杆,这些出模顶杆的长度尺寸,外径尺寸以及位置,其设计时与模具上的敲打孔相匹配。在复合材料层板出模时,这些出模顶杆可以同时伸入敲打孔内,在敲打时各个模具活动块同时受力,向下均匀顶出复合材料层板,从而完成复合层板的落料作业。具体的,该工装由敲打棒、固定板、出模顶杆和固定螺丝四部分构成。使用固定式一体专用工装下模较容易且能保证品质,但是因为产品的形状和尺寸不同,每个型号模具或复合材料层板,需要专配一个固定式出模工装。这就造成生产成本提高,加上多个工装治具存放、管理、维护等成本就会比较高。
4.因此,如何开发一款可调节的对功能复合材料层板出模工装,实现一对多的效果,以降低生产制作成本,同时保证复合材料层板的顺利脱离出模,成为本领域技术人员亟待解决的技术难题。
技术实现要素:
5.本实用新型的目的是提供一种复合材料层板出模工装,解决现有技术单杆顶出复合材料层板受力不均衡,固定式出模工装需要多副工装,生产成本高的问题。
6.为解决上述技术问题,本实用新型采用如下技术方案:
7.本实用新型一种复合材料层板出模工装,包括一个固定板和多根出模顶杆,所述固定板上设置有多个滑槽,至少一根所述出模顶杆放置在所述滑槽的底部并通过连接螺钉紧固定位;所述固定板的顶面中心连接有敲打棒,所述敲打棒通过连接杆与顶部的驱动装置连接在一起,所述驱动装置安装在所述组合支架上,所述出模顶杆的位置与模具上的敲打孔的位置一一对应,所述固定板、多根出模顶杆、驱动装置和组合支架连接后组成一套完整的出模工装。
8.进一步的,所述组合支架包括支柱和支撑板,所述支撑板的底面四角与四根所述支柱连接在一起,所述支柱的底部连接在工作台的顶面上,所述模具位于所述支柱的内部,且模具的两侧可以移动的搭接在垫块上,所述垫块通过螺栓连接在所述工作台的顶面上。
9.进一步的,所述滑槽设置为腰形且呈矩阵式排列,所述滑槽的位置覆盖所述模具
上的敲打孔的位置;所述滑槽的截面设置为t形孔,所述连接螺钉贯穿所述t形孔后与所述出模顶杆的顶面旋紧连接在一起。
10.进一步的,所述敲打棒与所述连接杆设置为一体结构或分体结构,螺钉从下向上贯穿所述固定板后旋紧连接在所述敲打棒的底部螺纹孔内。
11.进一步的,所述驱动装置具体采用气缸或液压缸,所述气缸或液压缸上的工作杆作为连接杆上下伸缩完成敲打作业。
12.与现有技术相比,本实用新型的有益技术效果:
13.本实用新型复合材料层板出模工装,通过一个固定板、多根出模顶杆、驱动装置和组合支架连接后组成一套完整的出模工装,固定板上设置有滑槽,多根出模顶杆通过连接螺钉安装在固定板的底面上,滑槽的位置覆盖模具上的敲打孔的位置,出模顶杆的数量可以依据实际需要进行设计,
14.该出模工装在原有固定式出模工装的基础上,进行了改进,实现了可自由更换出模顶杆,可自由定位出模顶杆的位置,适用于不同型号和不同形状的产品,工作原理和固定式出模工装一致,驱动装置启动通过连接杆敲打模具活动块出模,确保活动块受力平衡,复合材料层板平行出模,产品不会卡住,工作效率高而品质好,不易发生破裂。
15.总的来说,本实用新型构思巧妙,结构紧凑合理,通过滑槽形状、位置的设计,实现了出模工装的通用性,保证产品品质,提高了产品出模效率,同时降低工装的制作、管理成本。
附图说明
16.下面结合附图说明对本实用新型作进一步说明。
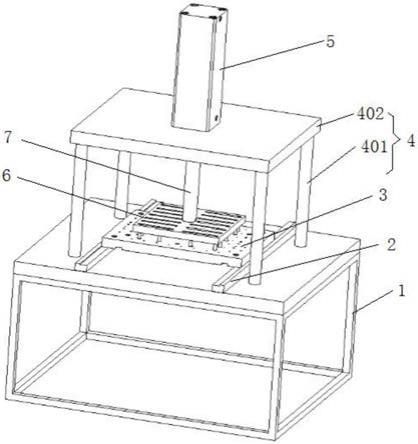
17.图1为本实用新型复合材料层板出模工装示意图;
18.图2为本实用新型复合材料层板出模工装使用状态示意图;
19.图3为本实用新型现有技术固定式出模工装示意图;
20.附图标记说明:1、工作台;2、垫块;3、模具;4、组合支架;401、支柱;402、支撑板;5、驱动装置;6、出模工装;7、连接杆;8、敲打棒;
21.601、固定板;602、滑槽;603、出模顶杆;604、连接螺钉。
具体实施方式
22.如图1-2所示,一种复合材料层板出模工装,包括一个固定板601和多根出模顶杆603,所述固定板601上设置有多个滑槽602,至少一根所述出模顶杆603放置在所述滑槽602的底部并通过连接螺钉604紧固定位;所述固定板601的顶面中心连接有敲打棒8,所述敲打棒8通过连接杆7与顶部的驱动装置5连接在一起,所述驱动装置5安装在所述组合支架4上,所述出模顶杆603的位置与模具3上的敲打孔的位置一一对应,所述固定板601、多根出模顶杆603、驱动装置5和组合支架4连接后组成一套完整的出模工装6。
23.具体的,具体根据出模产品即复合材料层板的形状来设计滑槽的数量和位置,其中固定板的形状可以是长方形或正方形,也可以是其他异性形状。根据实际需要,将固定板的尺寸可以分类为不同尺寸:比如200mm*200mm、200mm*300mm、200*400mm、300mm*300mm、300mm*400mm、300*500mm等不同尺寸固定板,厚度也是可以自由变更和设计。同时,在每一
个固定板的上面雕刻尺寸规格,便于管理和方便使用。后期模具在设计敲打孔位时,以带有坐标的滑槽位置为参考依据进行定位,所有敲打孔位置均落于滑槽的位置里面,出模顶杆可以沿轴向的滑槽自由滑动,直到对准模具上的敲打孔,然后通过连接螺钉锁固,出模顶杆可自由插入模具的敲打孔内。当产品尺寸和造型的发生复杂变化时模具上的敲打孔位置的定位还是遵循滑槽的坐标设计,有效的实现一板多用,降低生产制作成本。
24.具体的,所述组合支架4包括支柱401和支撑板402,所述支撑板402的底面四角与四根所述支柱401连接在一起,所述支柱401的底部连接在工作台1的顶面上,保证支撑的稳定性,所述模具3位于所述支柱401的内部,且模具3的两侧可以移动的搭接在垫块2上,所述垫块2通过螺栓连接在所述工作台1的顶面上。
25.所述滑槽602设置为腰形且呈矩阵式排列,所述滑槽602的位置覆盖所述模具3上的敲打孔的位置;所述滑槽602的截面设置为t形孔,所述连接螺钉604贯穿所述t形孔后与所述出模顶杆603的顶面旋紧连接在一起。
26.所述敲打棒8与所述连接杆7设置为一体结构或分体结构,螺钉从下向上贯穿所述固定板601后旋紧连接在所述敲打棒8的底部螺纹孔内。具体的,敲打棒8的形状不仅仅限制于圆形,可以是其他形状;敲打棒的大小和长度可以依据实际操作需要进行设计。
27.所述驱动装置5具体采用气缸或液压缸,所述气缸或液压缸上的工作杆作为连接杆7上下伸缩完成敲打作业。
28.本实用新型的工作过程:
29.根据实际复合材料层板的成型尺寸需用合适规格的固定板601,调整出模顶杆603在滑槽602上的位置使之与模具3上的敲打孔位置对应后,通过连接螺钉604锁紧定位,安装完成后,产品出模时顶部的驱动装置5启动,通过连接杆7、敲打棒8带动固定板601及出模顶杆603上下移动,将产品顶出脱离模具。该出模工装具有良好的通用性,且保证了产品良好的平衡受力,避免了模具活动块和复合材料层板在出模敲打的过程中发生受力不均衡的问题,降低了产品出模隐藏发生裂痕的风险。
30.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。