1.本实用新型属于万向节部件检测技术领域,尤其与一种万向节外圆内孔检测装置有关。
背景技术:
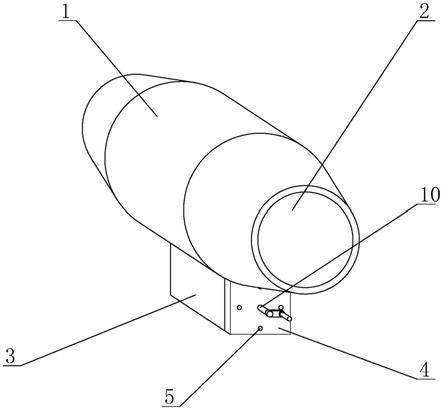
2.万向节外圈是万向传动装置的“关节”部件,为了实现机械结构的精密配合,万向节外圈内孔不仅需要测量其孔径,而且对其内孔径向内径的一致性和有无震纹也需检测,径向的圆面度由于受到其自身深度影响。在外圈生产过程中对其内孔有一定尺寸要求,为了检测衬套内径是否满足要求,都会采用针规塞入进行检测,但这个要求操作人员一个个的塞入检测,检测效率低,而且人工检验容易将不良品误放入良品中,品质得不到保证,从而导致操作人员在手工测量时效率低,且品质得不到保证,无法满足高效快速的自动化生产线装配。
技术实现要素:
3.针对现有万向节检测效率低下的问题,本实用新型旨在提供一种万向节外圆内孔检测装置。
4.为此,本实用新型采用以下技术方案:一种万向节外圆内孔检测装置,其特征是,包括机架、工件输送机构、工件工位进给机构、工件工位分置装置和检测机构,
5.所述的工件输送机构设置于机架上,所述的工件输送机构的输送方向和所述的工件工位进给机构的进给方向十字交叉设置;
6.所述的工件输送机构包括输送带和两个传动轮,输送带通过两个传动轮支撑并形成旋转输送回路,其中一个传动轮与旋转驱动机构传动连接,工件工位进给机构的头部设置于所述的输送带的尾部;
7.所述的工件工位进给机构包括工位驱动块、横向驱动机构、推进驱动机构,所述的工位驱动块通过所述的推进驱动机构推动,所述的推进驱动机构通过所述的横向驱动机构驱动横向位移,所述的工位驱动块在横向方向设置有多个工位;
8.所述的工件工位分置装置包括分置板和不合格品下料机构,所述的分置板上横向依次设置五个工位,五个工位依次设定为第一工位、第二工位、第三工位、第四工位,其中第一工位为进料工位,第二工位为预检工位,所述第三工位为执行检测工位,所述第四工位为不合格工位,所述的检测机构设置于所述的第三工位的上方,所述的第四工位的下方设置所述的下料机构,下料机构的下方承接有不合格品下料滑道。
9.作为对上述技术方案的补充和完善,本实用新型还包括以下技术特征。
10.所述的不合格品下料机构包括分置板、旋转机构和旋转板,所述的分置板设置于所述的工位驱动块的下方,进入工位驱动块的工件通过所述的分置板承接支撑,所述的旋转板设置于分置板上开设的一开口上,并通过所述的旋转机构控制打开和关闭,不合格工件通过旋转机构打开旋转板下料至不合格品下料滑道。
11.所述的旋转机构为旋转气缸,气缸活塞杆与所述的旋转板连接,旋转板旋转连接于所述的分置板的开口内侧。
12.所述的横向驱动机构和推进驱动机构为气缸,横向驱动机构的气缸带动推进驱动机构的气缸横向位移,正对推进驱动机构的横向位移的轨迹的两侧设置有缓冲弹簧。
13.所述的检测机构包括检测工装机构、升降驱动机构、导向杆和升降板,所述的检测工装机构通过直线轴承与升降板连接,升降板的一侧与导向杆配合连接,导向杆固定安装于安装支架上,所述的直线轴承支撑穿装工装安装板上,工装安装板固定安装于安装支架,所述的升降驱动机构与所述的升降板连接,升降驱动机构固定安装于所述的安装支架。
14.所述的直线轴承与所述的升降板直接连接有压缩弹簧,所述的升降板的上方固定有检测测量参考块,升降板的侧部还设置有电子尺,所述的升降驱动机构为气缸。
15.所述的安装支架正对所述的工位驱动块的工位检测位,安装支架上设置有工件挡块,工件挡块与处于其上方的检测工装机构相对应。
16.本实用新型可以达到以下有益效果:1、本实用新型采用输送机构可以实现对工件的运输,并通过工位驱动块实现挡料并进行上位检测,大大提高了检测前排料上料的效率,提高了检测效率。本实用新型通过在工件工位分置装置上设置旋转板,可以对不合格品进行自动下料,提高了产品检测分料的效率。2、采用精磨高强度定制塞规定位检测,确定其最小内径和其内径下的深度值,对于不合格品自动落入不合格品料盒内,实现通孔精准快速的检测。
附图说明
17.图1为本实用新型的立体示意图。
18.图2为本实用新型的立体示意图。
19.图3为本实用新型的工件工位进给机构立体示意图。
20.图4为本实用新型的工件工位分置装置立体示意图。
21.图5为本实用新型的检测机构立体示意图。
具体实施方式
22.下面结合附图对本实用新型的具体实施方式进行详细描述,所描述的实施例只是对本实用新型的说明和解释,并不构成对本实用新型的唯一限定。
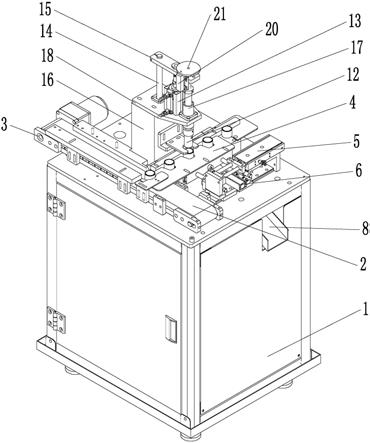
23.如图1-图5所示,本实用新型一种万向节外圆内孔检测装置,包括机架1、工件输送机构、工件工位进给机构、工件工位分置装置和检测机构。工件输送机构设置于机架1上,工件输送机构的输送方向和工件工位进给机构的进给方向十字交叉设置;
24.工件输送机构包括输送带2和两个传动轮3,输送带2通过两个传动轮3支撑并形成旋转输送回路,其中一个传动轮3与旋转驱动机构传动连接,工件工位进给机构的头部设置于输送带2的尾部;
25.工件工位进给机构包括工位驱动块4、横向驱动机构5、推进驱动机构6,工位驱动块4通过推进驱动机构6推动,推进驱动机构6通过横向驱动机构5驱动横向位移,工位驱动块4在横向方向设置有多个工位;
26.工件工位分置装置包括分置板7和不合格品下料机构,分置板7上横向依次设置五
个工位,五个工位依次设定为第一工位、第二工位、第三工位、第四工位9,其中第一工位为进料工位,第二工位为预检工位,所述第三工位为执行检测工位,所述第四工位9为不合格工位,检测机构设置于第三工位的上方,第四工位9的下方设置下料机构,下料机构的下方承接有不合格品下料滑道8。
27.不合格品下料机构包括旋转机构10和旋转板11,分置板7设置于工位驱动块4的下方,进入工位驱动块4的工件通过分置板7承接支撑,旋转板11设置于分置板7上开设的一开口上,并通过旋转机构10控制打开和关闭,不合格工件通过旋转机构打开旋转板下料至不合格品下料滑道8。旋转机构10为旋转气缸,气缸活塞杆与旋转板11连接,旋转板11旋转连接于分置板的开口内侧。
28.横向驱动机构5和推进驱动机构6为气缸,横向驱动机构5的气缸带动推进驱动机构6的气缸横向位移,正对推进驱动机构6的横向位移的轨迹的两侧设置有缓冲弹簧。
29.检测机构包括检测工装机构12、升降驱动机构13、导向杆14和升降板15,检测工装机构通过直线轴承与升降板15连接,升降板15的一侧与导向杆14配合连接,导向杆14固定安装于安装支架16上,直线轴承17支撑穿装工装安装板18上,工装安装板18固定安装于安装支架16,升降驱动机构13与升降板15连接,升降驱动机构13固定安装于安装支架16。
30.直线轴承与升降板15直接连接有压缩弹簧,升降板15的上方固定有检测测量参考块21,升降板15的侧部还设置有电子尺20,升降驱动机构13为气缸。
31.安装支架16正对工位驱动块4的工位检测位,安装支架16上设置有工件挡块19,工件挡块19与处于其上方的检测工装机构相对应。
32.工作原理:工件经输送装置达到工位驱动块的第一工位进料,通过气缸推动工位驱动块将工件依次拉入分置板上的工位中,通过第三工位上的工件检测机构在测量工装(定制塞规)、弹簧,执行气缸,电子尺等的配合下,在工件各工位运行装置和工件各工位分置装置共同定位下,气缸带动测量工装同心进入工件内孔,遇到有震纹或内孔内径变小,测量工装无法下移,就压缩弹簧并和电子尺模块发生位移,从而确定离合格位置一定值的位置有内径不合格的情况。
33.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。