1.本实用新型涉及炉渣体取回收技术领域,具体为垃圾焚烧炉渣中的瓷块玻璃提取回收装置。
背景技术:
2.日用垃圾经过焚烧处理后会有大量焚烧后的炉渣生成。这些炉渣中存留的铁磁性金属、有色金属等经过磁选,比重跳汰机和比重摇床和涡电流分选机分选后,得到了回收再利用,而炉渣中存有一定比例的瓷粒、瓶罐玻璃和平板玻璃碎粒具有更高经济价值需要回收。
3.现有技术存在以下缺陷或问题:
4.1、一般履带式光学图像识别分拣系统有单层和双层光学图像识别分拣设备,大多数采用能效串联使用的方案。而炉渣分拣工艺过程对分拣设备有两重分选工艺要求,首先要从大量炉渣中取出较低比例的玻璃和陶瓷,且选出的玻璃和陶瓷需要再次做高精度分拣提纯。
技术实现要素:
5.本实用新型的目的在于针对现有技术的不足之处,提供垃圾焚烧炉渣中的瓷块玻璃提取回收装置,以解决背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:垃圾焚烧炉渣中的瓷块玻璃提取回收装置,包括高速光学识别系统和背景光源设备和下层光学识别系统设备,所述高速光学识别系统和背景光源设备的一侧设置有首层履带式输送机,所述首层履带式输送机的一侧设置有首层喂料机,所述首层喂料机的一侧设置有气动导流板和入料口,所述首层履带式输送机的下方设置有下层喂料机,所述下层喂料机的下方设置有下层输送机,所述下层喂料机的一侧设置有高速气阀。
7.作为本实用新型的优选技术方案,所述气动导流板位于入料口的一侧,所述气动导流板和入料口位于首层喂料机的上方。
8.作为本实用新型的优选技术方案,所述首层履带式输送机的下方设置有第一下层导流板、第二下层导流板和高速气阀,所述第一下层导流板、第二下层导流板和高速气阀位于下层喂料机的一侧。
9.作为本实用新型的优选技术方案,所述下层输送机的一侧设置有输送带。
10.作为本实用新型的优选技术方案,所述下层输送机的下方设置有第一出料板、第二出料板和下层高速气阀,所述第二出料板位于第一出料板和下层高速气阀之间。
11.作为本实用新型的优选技术方案,所述高速气阀的出气口位对准第一下层导流板和第二下层导流板的上方。
12.作为本实用新型的优选技术方案,所述下层高速气阀的出气口对准第一出料板和第二出料板的上方。
13.作为本实用新型的优选技术方案,所述下层光学识别系统设备位于下层输送机的一侧,所述下层光学识别系统设备的识别镜头对准下层高速气阀的出气口,所述高速光学识别系统和背景光源设备的识别镜头对准高速气阀的出气口。
14.与现有技术相比,本实用新型提供了垃圾焚烧炉渣中的瓷块玻璃提取回收装置,具备以下有益效果:
15.1、该垃圾焚烧炉渣中的瓷块玻璃提取回收装置,通过设置有高速光学识别系统和背景光源设备、首层履带式输送机、首层喂料机、气动导流板、入料口、下层喂料机、输送带、下层光学识别系统设备、第一出料板、第二出料板、下层高速气阀和下层输送机,本多层光学图像分拣设备入料口和层级间设置了自动导流分隔系统,再配合层级间大跨度喂料器,此装置可以根据系统分选工艺要求实现设备并行运行和串行运行功能和自动切换。
附图说明
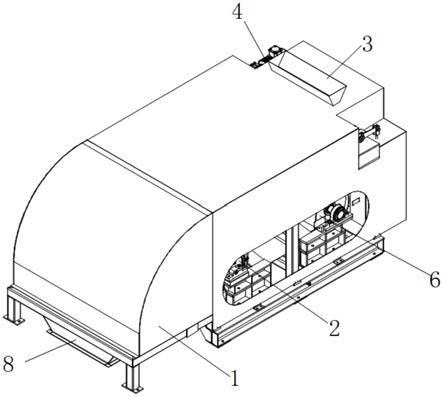
16.图1为本实用新型切换到并行模式时的结构示意图;
17.图2为本实用新型切换到串行模式时的结构示意图。
18.图中:1、高速光学识别系统和背景光源设备;2、首层履带式输送机;3、首层喂料机;4、气动导流板;5、入料口;6、下层喂料机;7、输送带;8、下层光学识别系统设备;9、第一出料板;10、第二出料板;11、下层高速气阀;12、下层输送机;13、第一下层导流板;14、第二下层导流板;15、高速气阀。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-2,本实施方案中:垃圾焚烧炉渣中的瓷块玻璃提取回收装置,包括高速光学识别系统和背景光源设备1和下层光学识别系统设备8,高速光学识别系统和背景光源设备1的一侧设置有首层履带式输送机2,首层履带式输送机2的一侧设置有首层喂料机3,首层喂料机3的一侧设置有气动导流板4和入料口5,首层履带式输送机2的下方设置有下层喂料机6,下层喂料机6的下方设置有下层输送机12,下层喂料机6的一侧设置有高速气阀15。
21.本实施例中,气动导流板4位于入料口5的一侧,气动导流板4和入料口5位于首层喂料机3的上方,气动导流板4根据分选需求可以实现物料的并行分配和串行分配;首层履带式输送机2的下方设置有第一下层导流板13、第二下层导流板14和高速气阀15,第一下层导流板13、第二下层导流板14和高速气阀15位于下层喂料机6的一侧,第一下层导流板13和第二下层导流板14可以切换到串行模式;下层输送机12的一侧设置有输送带7,便于输送;下层输送机12的下方设置有第一出料板9、第二出料板10和下层高速气阀11,第二出料板10位于第一出料板9和下层高速气阀11之间,下层高速气阀11可以进行吹动分选;高速气阀15的出气口位对准第一下层导流板13和第二下层导流板14的上方,下层高速气阀11的出气口对准第一出料板9和第二出料板10的上方,便于对所选择的物体进行吹动;下层光学识别系
统设备8位于下层输送机12的一侧,下层光学识别系统设备8的识别镜头对准下层高速气阀11的出气口,高速光学识别系统和背景光源设备1的识别镜头对准高速气阀15的出气口,便于识别流出的物体。
22.本实用新型的工作原理及使用流程:气动导流板4根据分选需求可以实现物料的并行分配和串行分配,入料口5在分选逻辑选择并行的时候,将物流分配给首层喂料机3和下层喂料机6,经过入料分配后,进入首层履带式输送机2抛射,经过高速光学识别系统和背景光源设备1识别,由高速气阀15吹动分选。经过入料口5分配进入下层喂料机6再通过下层输送机12,由下层光学识别系统设备8识别,由下层高速气阀11吹动分选,整个系统实现物料分选的并行,实现整机最大产能。当物流经过一次并行分选后,需要对选出物料做再次复选提纯分选,则系统切换到串行模式。气动导流板4只允许物料进入上层喂料机通路,关断进入下层喂料机6的通路。下层喂料机6停止工作。上层物料仍旧经过高速光学识别系统和背景光源设备1识别并由高速气阀15分选,此时第一下层导流板13和第二下层导流板14切换到串行模式,将上层选出物导流到下层输送机12上,物料经过下层输送机12进入下层光学识别系统设备8识别并经过下层高速气阀11分选提纯,实现设备串行分选功能。本多层光学图像分拣设备入料口5和层级间设置了自动导流分隔系统,再配合层级间大跨度喂料器,可以根据系统分选工艺要求实现设备并行运行和串行运行功能和自动切换。
23.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。