技术特征:
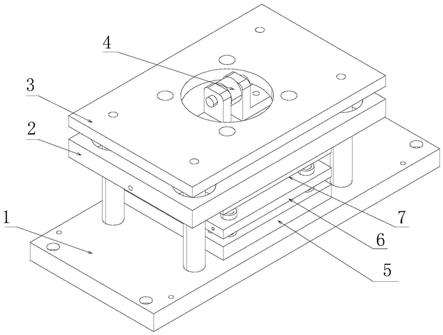
1.一种铝箔自动成型模具,其特征在于,包括:模架底板模块(1),所述模架底板模块(1)设置有模架导柱(12);模架中板模块(2),所述模架中板模块(2)通过所述模架导柱(12)沿所述模架导柱(12)的轴线方向可滑动地设置,所述模架中板模块(2)与冲压头连接;模具底板模块(5),所述模具底板模块(5)与所述模架底板模块(1)连接,所述模具底板模块(5)上设置有中心孔冲孔(52)和异型孔冲孔(54);模具上板模块(7),所述模具上板模块(7)与所述模架中板模块(2)连接,所述模具上板模块(7)的朝向所述模具底板模块(5)一侧设置有中心孔模芯(72)和异型模芯(73),所述冲压头驱动所述模架中板模块(2)带动所述模具上板模块(7)移动,以使所述中心孔模芯(72)与所述中心孔冲孔(52)配合、所述异型模芯(73)与所述异型孔冲孔(54)配合以对铝箔带进行冲压。2.根据权利要求1所述的铝箔自动成型模具,其特征在于,所述模架中板模块(2)包括:模架中板(21),所述模架中板(21)的朝向所述模具上板模块(7)一侧的表面上设置有异型模芯气槽(22)和中心孔气槽(24),所述异型模芯气槽(22)和所述中心孔气槽(24)分别设置有至少一个气道,所述气道用于与外界气源连通。3.根据权利要求2所述的铝箔自动成型模具,其特征在于,所述模具上板模块(7)包括:模具上板(71),所述模具上板(71)设置有所述中心孔模芯(72)和所述异型模芯(73),所述中心孔模芯(72)与所述中心孔气槽(24)对应地设置,所述异型模芯(73)与所述异型模芯气槽(22)对应地设置。4.根据权利要求3所述的铝箔自动成型模具,其特征在于,所述中心孔模芯(72)的第一本体(721)上设置有与所述中心孔气槽(24)连通的第一吹气通道(722),和/或,所述异型模芯(73)的第二本体(731)上开设有与所述异型模芯气槽(22)连通的第二吹气通道(732)。5.根据权利要求3所述的铝箔自动成型模具,其特征在于,所述模具上板(71)的朝向所述模具底板模块(5)一侧的表面设置有至少一个等高限位件(75)和至少一个模具导柱(78),所述等高限位件(75)上套设有弹性件(76),所述模具底板模块(5)上开设有与所述模具导柱(78)一一对应的第一导向孔(58)。6.根据权利要求5所述的铝箔自动成型模具,其特征在于,所述铝箔自动成型模具包括模具中板模块(6),所述模具中板模块(6)包括:模具中板(61),所述模具中板(61)设置于所述模具上板(71)与所述模具底板模块(5)之间,所述模具中板(61)上设置有中心孔模芯导向孔(62)和异型模芯导向孔(64),所述中心孔模芯导向孔(62)和所述异型模芯导向孔(64)中的至少一个的内周面设置有固态润滑环。7.根据权利要求6所述的铝箔自动成型模具,其特征在于,所述模具中板(61)的朝向所述模具上板(71)一侧的表面上设置有导柱轴承套(66),所述导柱轴承套(66)与所述模具导柱(78)一一对应地设置,和/或,所述模具中板(61)的朝向所述模具上板(71)一侧的表面上设置有固定孔(67),所述固定孔(67)与所述等高限位件(75)一一对应地设置。8.根据权利要求1所述的铝箔自动成型模具,其特征在于,所述模具底板模块(5)包括:模具底板(51),所述模具底板(51)开设有所述中心孔冲孔(52)和所述异型孔冲孔(54),所述模具底板(51)与所述模架底板模块(1)连接,所述模具底板(51)的朝向所述模具
上板模块(7)一侧的表面形成支撑铝箔带的支撑面,所述模具底板(51)上设置有多个限位组件(56),多个所述限位组件(56)沿所述铝箔带移动的方向间隔地设置,且多个所述限位组件(56)中的至少两个所述限位组件(56)分别位于所述铝箔带的两侧设置。9.根据权利要求8所述的铝箔自动成型模具,其特征在于,所述限位组件(56)包括:限位块(561),所述模具底板(51)上开设有通孔,所述限位块(561)的第一端穿过所述通孔并凸出地设置于所述支撑面上,所述限位块(561)的第二端设置有限位台阶(562);端板(564),所述端板(564)与所述模具底板(51)的底部连接,所述端板(564)的朝向所述模具底板(51)一侧的表面上设置有至少一个安装柱(565),所述安装柱(565)上设置有弹性件(563),所述限位块(561)的第二端与所述安装柱(565)连接,所述限位台阶(562)位于所述模具底板(51)的底部与所述端板(564)之间。10.根据权利要求8所述的铝箔自动成型模具,其特征在于,所述中心孔冲孔(52)和所述异型孔冲孔(54)中的至少一个的边沿处设置有刃口。
技术总结
本发明提供了一种铝箔自动成型模具。铝箔自动成型模具包括:模架底板模块,模架底板模块设置有模架导柱;模架中板模块通过模架导柱沿模架导柱的轴线方向可滑动地设置,模架中板模块与冲压头连接;模具底板模块,模具底板模块与模架底板模块连接,模具底板模块上设置有中心孔冲孔和异型孔冲孔;模具上板模块,模具上板模块的朝向模具底板模块一侧设置有中心孔模芯和异型模芯,冲压头驱动模架中板模块带动模具上板模块移动,以使中心孔模芯与中心孔冲孔配合、异型模芯与异型孔冲孔配合以对铝箔带进行冲压。应用本发明的技术方案,两次冲切完成一次产品成型全过程,加工精度和加工效率更高。更高。更高。
技术研发人员:张小明 李海军 徐德雷 程阿鸿
受保护的技术使用者:银隆新能源股份有限公司
技术研发日:2021.11.09
技术公布日:2022/2/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。