一种解决pcb板件翘曲的喷锡方法
技术领域
1.本发明涉及线路板技术领域,具体涉及一种解决pcb板件翘曲的喷锡方法。
背景技术:
2.印刷电路板(pcb,即printed circuit board)从生产制作工艺上可以分为喷锡板、化金板、化银板或osp板等,其中的喷锡板是一种常见类型的pcb板,在各类电子设备、通讯产品、计算机、医疗设备、航空航天等领域和产品中均有应用。
3.喷锡板的主要工艺是喷锡。pcb板件在喷锡过程中经过急热急冷处理,非常容易残留较大的热应力。高温环境下,由于表面铜皮的束缚,pcb板件残铜率高的一面膨胀变量要比残铜率低的一面小,因此pcb板件向高残铜率一侧弯曲,随后温度瞬间下降,使分子链段运动迅速停止,pcb板件受热形变被“冻结”,而在喷锡过气垫浮床前,生产板温度一般高达170℃左右,pcb板件在气垫浮床上板中和板边的受力不同,板形会变为如同降落伞一样。高温下的pcb板件发生形变并冷却后,板内热应力也难以释放出,也会出现翘曲缺陷。板厚越薄,对于pcb板件的形变影响也就越大,作用越明显,因此,喷锡板在生产过程中的质量不高,很容易出现缺陷品。
技术实现要素:
4.为了克服现有技术的不足,本发明的目的在于提供一种解决pcb板件翘曲的喷锡方法,以解决目前pcb板件由于急热急冷所产生的形变较大的技术问题,提高喷锡板的生产质量,消除热应力。
5.为解决上述问题,本发明所采用的技术方案如下:提供一种解决pcb板件翘曲的喷锡方法,包括以下步骤:步骤s1,在pcb板件上涂覆助焊剂;步骤s2,翻转pcb板件,使pcb板件浸泡在熔融的焊锡池中,裹上焊锡层;步骤s3,利用热风刮去pcb板件上的多余的焊锡;步骤s4,将处理完成的pcb板件悬挂冷却;步骤s5,将pcb板件取下并放置在气垫浮床上,气垫浮床对pcb板件进行进一步均匀冷却;步骤s6,清洗pcb板件。
6.相比现有技术,本解决pcb板件翘曲的喷锡方法至少具有如下有益效果:本发明在进入气垫浮床进行冷却前,添加一个悬挂冷却的步骤,对pcb板件进行初步冷却,消除pcb板件在吹锡后产生的热应力,改善喷锡板出锡炉直接经过气垫浮床因为温度骤降而使应力难以释放的情况,解决pcb板件吹锡后翘曲形变严重的技术难题,提高喷锡板的产品质量,可操作性强。
7.可选地,pcb板件通过喷锡机完成步骤s2和s3。
8.可选地,pcb板件通过悬挂装置完成步骤s4。
9.可选地,所述悬挂装置包括基座、脚踏板、设于所述基座上的张开机构,所述张开机构上设有板件固定组件,所述脚踏板以及与所述张开机构连接并能够打开板件固定组件。
10.可选地,所述板件固定组件包括固定螺栓以及与所述固定螺栓结合且能分开的套
座。
11.可选地,步骤s3中,悬挂pcb板件厚度小于或等于2.0mm,悬挂时间大于或等于60s。
12.可选地,步骤s3中,悬挂pcb板件厚度大于2.0mm小于或等于3.0mm,悬挂时间大于或等于80s。
13.可选地,步骤s3中,悬挂pcb板件厚度大于3.0mm,悬挂时间大于或等于95s。
14.下面结合附图和具体实施方式对本发明作进一步详细说明。
附图说明
15.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
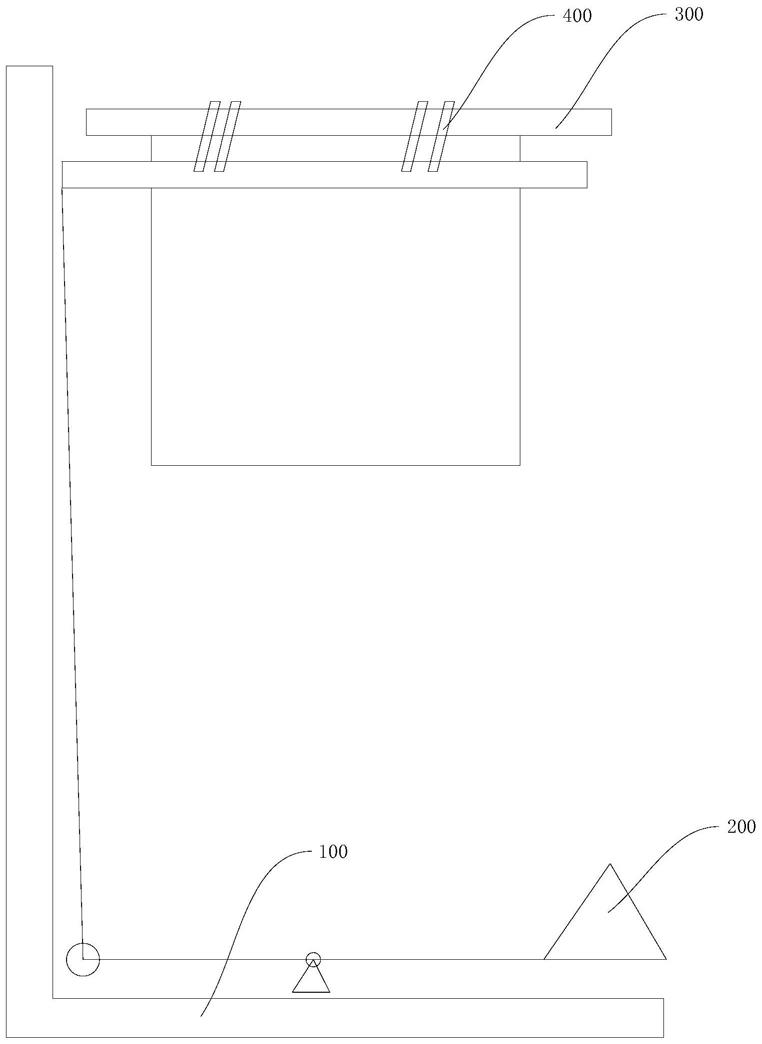
16.图1为本发明实施例提供的悬挂装置的结构简图。
17.附图标号说明:
18.基座100、脚踏板200、张开机构300、板件固定组件400。
具体实施方式
19.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
20.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.现结合附图对本发明实施例提供的解决pcb板件翘曲的喷锡方法进行说明。
23.请参阅图1,一种解决pcb板件翘曲的喷锡方法,包括以下步骤:
24.步骤s1,在pcb板件上涂覆助焊剂,降低液态焊料的表面张力,使润湿性能明显得到提高,使熔融焊锡朝pcb板件表面漫流;
25.步骤s2,翻转pcb板件,使pcb板件浸泡在熔融的焊锡池中,均匀地涂抹上焊锡;
26.步骤s3,利用热风刮去pcb板件上的多余的焊锡,在pcb板件上留下特定图形的锡层;
27.步骤s4,取出pcb板件,将处理完成的pcb板件悬挂冷却,进行初步冷却,消除pcb板件上存在的热应力;
28.步骤s5,将pcb板件取下并放置在气垫浮床上,气垫浮床通过冷风对pcb板件进行进一步均匀冷却;
29.步骤s6,通过热水清洗pcb板件,洗去pcb板件上的多余残留焊锡及其它杂质。
30.在以上过程中,包括了“涂覆助焊剂-翻板-吹锡-气垫浮床-热水洗”五个工艺步骤,与现有技术相比,本发明在进入气垫浮床进行冷却前,添加一个悬挂冷却的步骤,对pcb板件进行初步冷却,消除pcb板件在吹锡后产生的热应力,改善喷锡板出锡炉直接经过气垫浮床因为温度骤降而使应力难以释放的情况,解决pcb板件吹锡后翘曲形变严重的技术难题,提高喷锡板的产品质量,可操作性强。
31.在本发明的一个实施例中,其中在步骤s2的翻板过程中,翻转pcb板件是为了将焊锡均匀涂抹在pcb板件上,避免pcb板件上出现涂覆不均匀的情况。在步骤s3中,热风刮刀可通过热风枪或其他热风喷出结构喷出强烈热风,强烈热风能够在不触碰的情况下将pcb板件上的多余焊锡刮去,形成覆盖特定位置上的图案,不仅能够保护刮锡装置,还能够防止熔融焊锡在自身张力的作用下成团粘上外部,实现准确刮锡过程。
32.在本实施例中,为方便整个喷锡过程,pcb板件可通过喷锡机实现步骤s2和步骤s3。喷锡机上设有喷锡池及热风装置,在步骤s2开始前,喷锡机对喷锡池继续加热,使焊锡由固态变为液态,熔融在锡槽内,pcb板件从锡槽的入口进入,其涂覆有助焊剂的焊接面涂覆上锡槽内的焊锡液。pcb板件在涂覆完成后,经喷锡机运送至热风装置中,热风装置上的热风枪将pcb板件上的多余锡液刮掉。采用喷锡机的方式,实现自动喷锡过程,可以提高pcb板件的喷锡效率,加快喷锡板的生产过程。
33.在本发明另一个实施例中,pcb板件通过悬挂装置完成步骤s4。pcb板件在吹锡完毕后,自身温度很高,将其放置在悬挂装置中竖直悬挂并进行预冷却。在悬挂装置中,pcb板件上的热量迅速流失在外部环境中,缓缓降温至合适的温度,悬挂状态下的pcb板件冷却时产生应力较小,始终保持竖直状态,减小冷却收缩形变。
34.具体地,悬挂装置包括基座100、脚踏板200以及设于基座100上的张开机构300,张开机构300由两相互靠近的夹紧边组成,脚踏板200通过连接轴或其他连接结构连接张开机构300,能够打开张开机构300。张开机构300上设有板件固定组件400,pcb板件通过板件固定组件400固定悬挂在悬挂装置上,脚踏板200用于打开该板件固定组件400,便于方式pcb板件。
35.进一步地,板件固定组件400包括固定螺栓以及套座,套座能够与固定螺旋相结合且能分开,相对设置在张开机构300的两个夹紧边上。当两个夹紧边打开时,套座与固定螺栓相分离,pcb板件可通过其上的通孔穿过固定螺丝进而悬挂在悬挂装置上,或者直接经固定螺栓及套座夹紧。此外,固定螺栓以及套座可设置多对,对pcb板件进行多点固定,提高紧固程度。
36.在本发明另一个实施例中,在步骤s3中,由于所生产的pcb板件的厚度不同,其散热的速度也不同,以下对pcb板件的冷却时间进行划分,选出优选的冷却时间范围:当悬挂pcb板件厚度小于或等于2.0mm时,悬挂时间应大于或等于60s;当悬挂pcb板件厚度大于2.0mm小于或等于3.0mm时,悬挂时间应大于或等于80s;当悬挂pcb板件厚度大于3.0mm时,悬挂时间大于或等于95s。以上pcb板件的厚度越厚,降温至合适温度下的时间越长,因此悬挂的时间也越长。
37.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。