1.本发明涉及用于使相邻的机器部件或部分轴向地定位的定位装置。
2.特别地,在旋转部件的情况中,对于相邻的已连接部件,共享共同的旋转轴线以相对于彼此具有最小化的轴向偏移是重要的。本发明的一个潜在应用领域在于用于机动车辆空调系统的涡旋压缩机的构建和安装。
背景技术:
3.从现有技术中已知用于使两个轴向地连接的部件对中的各种定位装置,其中,技术相关元件、比如承载座需要彼此精准地对准。这通常通过将两个销——所述两个销插入并固定在两个部件中的一个部件的钻孔中——与第二部分中的用于接纳这些销的两个对应的钻孔进行配对来实施。这些销也被称为定位销,并且对应的钻孔被称为销孔。在安装期间,具有突出的定位销的部件以插入式连接的方式连接至具有销孔的部件。在此,定位销在插入到销孔中时产生形状配合的锁定连接。定位精度取决于在制造销并将销在部件中固定就位以及定位对应的销孔时所采用的公差。
4.定位装置的另一实施方式是基于定位柱和对应的柱孔的原理。这例如通过将突出的中心n柱——其被加工到部件中并且具有接近该部件的外部尺寸的直径——与待被轴向地连接的部件中的具有近似相同直径的中心筒形凹部进行匹配而实施。
5.上述两种构思由于直径上微小的标称差而经受一定的接合间隙的影响,这接着在安装之后逐渐导致定位误差。
6.根据现有技术的构思存在缺陷,因为这些构思在当制成定位装置时所能够实现的制造精度方面受到限制,这进而大体上限制了可以实现的对中精度。
技术实现要素:
7.技术问题
8.本发明的目的在于提供一种定位装置,该定位装置允许在不增加在其制造精度方面的需求的情况下提高定位精度。该目的通过使用定位装置来实现轴向相邻的机器部件的最小化轴向偏移。
9.问题的解决方案
10.该任务通过具有根据发明权利要求1的特征的装置来解决。在从属发明权利要求中提供其他实施方式。
11.本发明的目的特别地通过定位装置来解决,该定位装置用于在位置方面将基本部件准确连接至对中部件以便实现轴向同心,其中,基本部件具有基本部件轴线,并且对中部件具有对中部件轴线,基本部件轴线和对中部件轴线布置成具有最小轴向偏移并且由此具有最大可能的轴向同心。已经示出的是,提高的定位精度可以通过下述方式来实现:在对中部件中布置并锚固至少三个但不多于六个定位销,定位销接着插入到基本部件中的销孔中,并且由此在基本部件与对中部件之间建立连接时产生形状配合锁定和定位配合。
12.本发明的目的优选地通过定位装置来实现,其中,该装置在对中部件中制成有正好五个定位销并且在基本部件中制成有五个对应的销孔。
13.定位销有利地围绕对中轴线以距对中轴线相等间距的方式布置。
14.定位销特别有利地布置成使得定位销在围绕对中轴线的圆的周长上散布,即,以相等间距分布。
15.作为上述实施方式的替代方案,定位装置有利地由围绕对中轴线随机分布的定位销产生。
16.通过上述的定位装置对两个部件进行的定位有利地通过在对中部件中附加地制成中心圆柱形柱并在基本部件中附加地制成中心筒形凹部而改善。
17.定位销有利地由钢制成并且锚固在本身由铝制成的对中部件中。
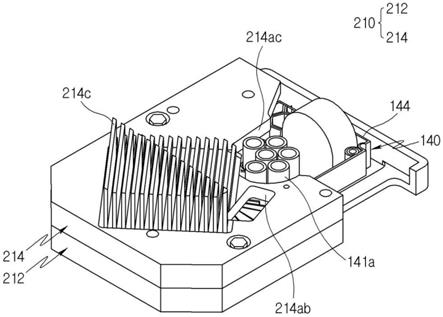
18.本发明的一个有利实施方式在于:对具有定涡旋件和动涡旋件的涡旋压缩机进行优化,使得具有五个定位销的定涡旋件以与压缩机轴轴向同心的方式布置在压缩机壳体中。替代性地,定位销布置在涡旋件上。
19.因此,本发明的概念设计基于从现有技术已知的各个定位元件的尺寸误差及各个固有定位的重复,其被同时锁定在一起,以便减小被连接的各部件的部件轴线的定位误差。
20.这进而基于的事实是,功能性轴线对中精度有限的定位构思导致了多件式转子的各个元件在由于对应的机械引导而执行不同路径运动的情况下进行周期性相对补偿运动。例如,整个转子组件的驱动轴在涡旋压缩机中旋转。由轴经由联接柱和互连的联接元件驱动的压缩机涡旋件、即动涡旋件执行圆形路径运动。动涡旋件跟踪的圆形路径的半径由抵靠固定的压缩机涡旋件、即定涡旋件的连续径向运行来保证。如果定涡旋件的几何轴线从轴的轴线径向地偏移,则这产生额外的相对运动,并且由此使转子和导引元件活动。这进而导致额外的部件应力并且还导致工作噪音的恶化。于是,机动车辆中的nvh特征总体上劣化。nvh代表噪音、振动和平顺性。nvh用于描述机动车辆中的或机器上的可听见的或可感知的振动。
21.使用根据本发明的定位装置使得部件轴线能够更精确地对中并且由此使得能够更精确地引导转子部件。这导致与被引导的转子元件的功能上规定的路径运动的偏离较小,这减小了由于被联接的转子的各个元件的路径偏移而引起的活动,其中,各种部件用于引导各个转子元件的路径。
22.在此,由于附加的定位销和对应的凹部而以最小的额外工作量使定位精度显著提高的事实是特别有利的。这可以简单地通过增加经过反复测试的小的定位销的数量来实现,这些定位销本身是生产上可负担得起的。
23.在设备鲁棒性方面的各种需求以及设备的低工作噪音的需求可以通过使用转子元件的改进的路径引导来满足,该改进的路径引导通过提高轴向同心来实现。
24.另外的事实是,转子元件的改进的路径引导导致部件的减少的机械活动和减小的附加应力两者,这在用户的要求配置中是最优先的并且实际上可与在实现压缩机的诸如输送能力、整体效率和效率的主要功能方面相比。
附图说明
25.本发明的实施方式的其他细节、特征和优点来自于以下参照附图对实施方式示例
的描述。这些附图展示了以下图:
26.图1:根据现有技术的使用定位柱的定位装置,
27.图2:根据现有技术的使用定位销的定位装置,
28.图3:具有两个定位销的定位装置,
29.图4:具有五个均匀分布的定位销的定位装置,
30.图5:具有五个不均匀且随机分布的定位销的定位装置,
31.图6:具有不均匀分布的成排的定位销的定位装置,
32.图7:经由定位销的数量作为定位销的函数的呈相对轴向偏移的形式的轴向偏移的图表,
33.图8:通过增加定位销的数量而实现的轴向偏移的相对减少的图表,
34.图9:当使用两个定位销时的相对径向偏移的图表,
35.图10:当使用五个定位销时的相对径向偏移的图表,
36.图11a和图11b为具有两个定位销的用于涡旋压缩机的定位装置,以及
37.图12a和图12b为具有五个定位销的用于涡旋压缩机的定位装置。
具体实施方式
38.图1示出了根据现有技术的定位装置,在该定位装置中,对中部件3具有中心圆柱形柱1,该中心圆柱形柱1接合在基本部件4上的中心筒形凹部2中。中心圆柱形柱1以最小成本制成为具有限定直径的圆柱形柱。对应于此,中心筒形凹部2以切口或孔的形式制成,柱插入并接合到该切口或孔中。柱和孔的制造公差导致一定的空隙量,该空隙量进而会导致对中部件3在基本部件4中移动。用虚线示出的对中部件轴线5相对于用实线示出的基本部件轴线6存在偏移。两个轴线5、6的偏移也称为部件偏移或轴向偏移。部件相对于彼此的偏移在对中部件3的平面图中用虚线示出。轴线按照与导引线的交点被示出为相对于彼此偏移一个平面。
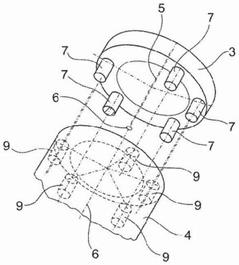
39.图2示出了用于将对中部件3连接至基本部件4的根据现有技术的另一实施方式。在此,定位装置被扩展成包括定位销7,定位销7布置在对中部件3中并且被示出为相对。在此,定位销7被永久地锚固在对中部件3中。基本部件4具有制成为钻孔的、供定位销7插入到其中的销孔9,由此建立形状配合锁定和定位连接。定位销7本身优选地以圆柱形状制成。由于定位销7和销孔9的制造公差,对中部件轴线5和基本部件轴线6经受偏移,并且由此降低对中部件轴线5相对于基本部件轴线6的轴向对中性。在对中部件3的平面图中,定位销7在销孔9中的偏移以截面图示出。
40.图3提供了根据图2的定位装置的立体描绘,其中,指示出了附加的定位销,但并非是明确示出的。
41.图4示出了使用具有五个定位销7的定位装置的根据本发明的优选实施方式。在此,定位销7嵌入并且固定在对中部件3中。对中部件3具有对中部件轴线5,其形成为通过用于对中部件3的定位销7的销孔9而相对于基本部件轴线6具有最小轴向偏移。根据图4,定位元件——即接合在销孔9中的定位销7——围绕环绕对中部件轴线5的圆的周长等距地(具有均匀间隔地)布置。
42.图5示出了作为在对中部件3上具有五个定位销7但是这五个定位销7不均匀分布
的定位装置的定位系统。定位销7的不均匀分布和对应地分布在基本部件4上的销孔9的布置允许部件相对于彼此的无误差的角度对准和定位,这是因为在安装期间有效地防止了由于定位元件的随机布置而导致的对中部件3相对于基本部件4的任何扭转。
43.图6示出了替代性实施方式中的具有不均匀分布的定位销7和对应的销孔9的定位装置。对中部件3的对中部件轴线5可以安装成相对于基本部件轴线6具有低的轴向偏移。
44.图7示出了对根据图3的具有两个定位元件的实施方式至根据图4的具有五个定位销的实施方式的相对轴向偏移进行描绘的图表。在此,下方的x轴示出了定位销的数量,而左侧的纵坐标示出了参考具有两个销的实施方式的作为定位销的数量的函数的平均相对轴向偏移。由于考虑了更多数量的销,在上方的x轴线上显示了额外的制造及安装工作量。在此,所参考的平均相对轴向偏移被示出为销的数量的函数。右侧的纵坐标示出了包括定位销的所有销的总数与迄今为止的销的总数的比率。
45.图8示出了附加销的加权效应。由于可以通过将定位销的数量从四个增加到五个而实现的优于具有两个销的实施方式的改进对应于或者甚至超过可以通过除了具有五个定位销的实施方式之外的、使用“无限”数量的定位销而实现的改进,因而对于实际使用而言,五个定位销的数量被认为是最佳的。另一方面,定位元件的数量还受机械装置内部的可用安装空间的限制,这是销的数量出于实用性的原因也必须保持有限的理由。
46.所述描绘示出的是,通过将定位元件的数量从2个增加至5个,可以实现所预期的最大轴向偏移和平均轴向偏移两者的大约25百分比的总计减少量。
47.x轴示出所使用的定位销的数量。左侧的纵坐标示出参考具有两个销的实施方式的相对偏移、以及参考定位系统中的销的现有数量而引入另一个销所需要的额外的相对工作量的减少量。右侧的纵坐标示出参考具有两个销的实施方式的每个附加销的轴向偏移的相对减少量。
48.图9以分位数示出了两个定位元件的情况下的相对偏移。对于与定位构思的公差和额定间隙的匹配水平有关的实施方式,图9参照仅具有一个导引元件的实施方式描绘了相对于导引元件的1.0的可能偏移的大于0.4的相对偏移的比例、0.4与0.55之间的偏移的比例、以及0.55与0.96之间的偏移的比例。
49.图10示出了在使用五个定位元件的情况下的相对偏移,其中,直至0.4的误差下降至低比例,并且所参考的相对轴向偏移的比例下降至0.4与0.55之间。基本总计中的仅很小的比例表现出大于0.55的轴线误差,其中,0.74被确定为最大的参考偏差。该描绘清楚地表明的是,可以通过使用五个定位元件来代替两个定位元件以实现平均轴向偏移方面的显著改进。
50.由此,所安装单元的平均轴向偏移和最大径向轴位置误差两者都被减少。
51.图11a和图11b从不同侧面以立体图示出了定位装置的实施方式。具有轴8的旋转基本部件4示出了根据现有技术的具有销孔9的涡旋压缩机的从动元件。如所描绘的,对中部件轴线5和基本部件轴线6理想地定位在彼此上,同时在此作为动涡旋件10的对中部件3被预定位在组装位置中。图11b示出了作为动涡旋件10的具有两个定位销7的对中部件3。
52.与图11a和图11b类似,图12a和图12b示出了具有下述定位装置的基本部件4和作为动涡旋件10的对中部件3:所述定位装置采用五个定位销7对应地插入到销孔9中。
53.定位装置的被示出为用于涡旋压缩机的用途是示例性的。使涡旋压缩机中的轴向
偏移最小化可促进工作噪音方面的显著改进、以及动涡旋件10的磨损的减少。
54.附图标记清单
55.1 中心圆柱形柱
56.2 中心筒形凹部
57.3 对中部件
58.4 基本部件
59.5 对中部件轴线
60.6 基本部件轴线
61.7 定位销
62.8 压缩机轴
63.9 销孔
64.10 动涡旋件
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。