1.本发明属于热模锻压力机技术领域,具体是一种自动除氧化皮的热模锻压力机。
背景技术:
2.热模锻是锻造工艺的一种,是将金属毛坯在模具型腔内塑性锻压形成与模具型腔匹配的精密锻造方法。在铁制件热模锻过程中,铁坯先通过加热装置,在加热后通过氧化皮清洗机去除大部分氧化皮,然后将铁坯放置到下模上进行锻压,锻压出预定形状的锻件。在此过程中虽然氧化皮清洗机清除了大部分氧化皮,但是由于在移动和锻压过程中,铁坯仍然保持高温,铁皮表面还会继续产生氧化皮,因此在锻压过程中模具型腔中仍然会掉落氧化皮并残留在下模型腔内,氧化皮如果持续积存会导致锻压精度变化,导致锻件尺寸不符合加工要求,因此需要工人定时的轻触型腔内的氧化皮,操作起来不方便,而且影响工作效率。现有技术中也有通过吹气的方式吹走氧化皮的技术手段,但是通过吹气的方式将氧化皮吹起不仅会产生粉尘,工人吸入会对健康造成损害,而且由于热模锻压过程中氧化皮也处于高温状态,而且如果氧化皮颗粒较大吹起容易对工人造成烫伤。
3.并且在锻压过程中,为了减少锻压时对模具的磨损,工人需要对模具型腔内涂抹润滑油,现有技术中也有通过喷头对模具型腔内喷洒润滑油的,但是由于型腔内的形状复杂,难以均匀喷洒,同样操作起来不方便,而且影响工作效率。
技术实现要素:
4.本发明针对现有技术不足,提供一种自动除氧化皮的热模锻压力机,这种热模锻压力机能够在下模内自动涂抹润滑油、清除氧化皮以及顶起锻件,涂抹润滑油相对人工涂抹和喷洒更均匀,不会出现局部涂抹不到的情况,而且安全性高,操作方便,有效提高工作效率。
5.为了解决上述技术问题,本发明通过下述技术方案得以解决:一种自动除氧化皮的热模锻压力机,包括下模座、上模座以及驱动上模座升降的曲轴驱动机构,所述下模座上设置有下模,所述上模座上设置有上模,所述下模内设置有升降块,所述升降块下降到最低处与下模拼合形成下模型腔,所述下模座上位于所述升降块的下方设置有润滑油通道,所述润滑油通道内设有导向座,所述导向座内活动穿设有顶部与升降块连接的升降杆,所述润滑油通道底部连接有储油筒,所述升降杆底部连接有在所述储油筒内滑动的活塞,所述活塞与所述导向座之间设置有复位弹簧,所述储油筒下方横向转动设置有转轴,所述转轴与所述曲轴驱动机构的曲轴通过同步带以传动比1同步传动,所述活塞底部设有穿出所述储油筒的齿条,所述转轴上设置有转动盘,绕所述转动盘外周设有光面部以及凸出的齿轮部,所述齿轮部与所述齿条相对时可与所述齿条啮合,所述光面部与所述齿条相对时与所述齿条分离,当所述曲轴驱动机构驱动所述上模座上升时,所述齿轮部开始与所述齿条啮合驱动所述齿条上升。这种热模锻压力机在工作时,升降块初始位置位于最低处,润滑油通道以及储油筒内注有润滑油,放入锻件之后,曲轴驱动机构驱动上模下降,合模后锻件被锻
压成型,在此过程中,光面部与齿条相对,转动盘与齿条不接触,之后曲轴驱动机构驱动上模上升,在上升过程中,齿轮部开始与所述齿条啮合驱动齿条上升,在上升的过程中,升降块起到了脱模顶杆的作用,会将锻件顶起,方便锻件取出,同时活塞上升,将润滑油沿着润滑油通道挤入下模的型腔中,在齿轮部上最后一个齿与齿条脱离之前活塞上升到最高位置,此时上模继续上升,当齿轮部上最后一个齿与齿条脱离时,活塞由于复位弹簧的弹力会快速下降,会将下模型腔中的润滑油连同残留的氧化皮一同从下模型腔中吸入润滑油通道,升降块也恢复到初始位置,上模继续上升至最高位置即完成一次锻压。这种热模锻压力机能够在下模内自动涂抹润滑油、清除氧化皮以及顶起锻件,涂抹润滑油相对人工涂抹和喷洒更均匀,不会出现局部涂抹不到的情况,而且安全性高,操作方便,有效提高工作效率。
6.上述技术方案中,优选的,所述储油筒具有半径小于所述活塞的颈部,所述颈部内侧设有所述导向座。
7.上述技术方案中,优选的,所述颈部与所述润滑油通道通过螺纹密封连接。采用该结构方便拆装储油筒以便更换润滑油和清理润滑油通道和储油筒中的氧化皮。
8.上述技术方案中,优选的,所述储油筒上设有两循环过滤油口,两所述循环过滤油口通过管道连接有过滤器以及油泵。采用该结构能够在热模锻压力机运行的同时将通过油泵将润滑油循环过滤,从两循环过滤油口一个进润滑油一个出润滑油来过滤掉氧化皮,从而延长润滑油的使用寿命。
9.上述技术方案中,优选的,所述升降块与所述升降杆通过螺纹连接。采用该结构方便升降块与升降杆之间的拆装。
10.上述技术方案中,优选的,所述储油筒底部开口处可拆卸的设置有用于限位所述活塞的限位环。采用该结构在储油筒未安装到热模锻压力机上时,活塞、升降杆以及储油筒也能够形成一个整体,防止零件散乱。
11.上述技术方案中,优选的,所述转动盘可滑动的设置于所述转轴上,所述转动盘上设置有若干组齿数不同的齿轮部。齿轮部齿数越多齿条上升的距离越大,采用该结构通过调节转动盘在转轴上的位置可调节活塞的上升距离,从而保证在润滑油量逐渐减少时,润滑油仍然能够填满下模型腔。
12.上述技术方案中,优选的,所述齿轮部的齿数从所述转动盘一端至另一端齿数逐渐减少。采用该结构能够方便的调节转动盘在转轴上的位置,在润滑油量逐渐减少时,只要将转动盘朝向对准齿条的齿轮部齿数增多的一侧滑动即可。
13.上述技术方案中,优选的,所述升降杆为多边形杆,所述导向座的导向孔与所述升降杆的形状匹配。采用该结构能够防止升降杆以及活塞旋转,保证齿条位置不改变。
14.本发明与现有技术相比,具有如下有益效果:这种热模锻压力机在工作时,升降块初始位置位于最低处,润滑油通道以及储油筒内注有润滑油,放入锻件之后,曲轴驱动机构驱动上模下降,合模后锻件被锻压成型,在此过程中,光面部与齿条相对,转动盘与齿条不接触,之后曲轴驱动机构驱动上模上升,在上升过程中,齿轮部开始与所述齿条啮合驱动齿条上升,在上升的过程中,升降块起到了脱模顶杆的作用,会将锻件顶起,方便锻件取出,同时活塞上升,将润滑油沿着润滑油通道挤入下模的型腔中,在齿轮部上最后一个齿与齿条脱离之前活塞上升到最高位置,此时上模继续上升,当齿轮部上最后一个齿与齿条脱离时,活塞由于复位弹簧的弹力会快速下降,会将下模型腔中的润滑油连同残留的氧化皮一同从
下模型腔中吸入润滑油通道,升降块也恢复到初始位置,上模继续上升至最高位置即完成一次锻压。这种热模锻压力机能够在下模内自动涂抹润滑油、清除氧化皮以及顶起锻件,涂抹润滑油相对人工涂抹和喷洒更均匀,不会出现局部涂抹不到的情况,而且安全性高,操作方便,有效提高工作效率。
附图说明
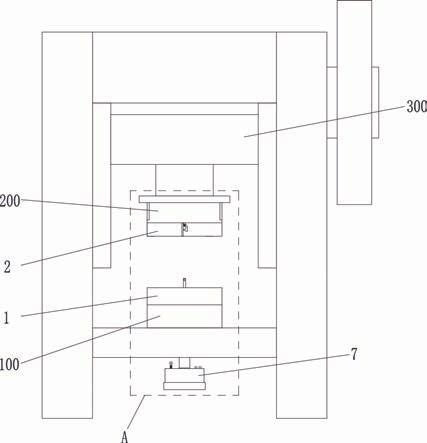
15.图1为本发明实施例的整体结构示意图。
16.图2为图1中a处未注入润滑油时合模状态的局部剖视结构示意图。
17.图3为图1中a处注入润滑油时合模状态的局部剖视结构示意图。
18.图4为图1中a处注入润滑油时开模过程中的局部剖视结构示意图。
19.图5为本发明实施例中升降块与活塞连接的结构示意图。
20.图6为本发明实施例中转动盘的结构示意图。
21.图7为本发明实施例中储油筒的俯视结构示意图。
具体实施方式
22.下面结合附图与具体实施方式对本发明作进一步详细描述:参见图1至图7,一种自动除氧化皮的热模锻压力机,包括下模座100、上模座200以及驱动上模座200升降的曲轴驱动机构300,下模座100上设置有下模1,上模座200上设置有上模2,下模1内设置有升降块3,升降块3下降到最低处与下模1拼合形成下模型腔,下模座100上位于升降块3的下方设置有润滑油通道4,润滑油通道4内设有导向座5,导向座5内设有通道不影响润滑油通道4的流通,导向座5内活动穿设有顶部与升降块3连接的升降杆6,润滑油通道4底部连接有储油筒7,升降杆6底部连接有在储油筒7内滑动的活塞8,活塞8与导向座5之间设置有复位弹簧9,储油筒7下方横向转动设置有转轴10,转轴10与曲轴驱动机构300的曲轴通过同步带11以传动比1同步传动,活塞8底部设有穿出储油筒7的齿条81,转轴10上设置有转动盘12,绕转动盘12外周设有光面部121以及凸出的齿轮部122,齿轮部122与齿条81相对时可与齿条81啮合,光面部121与齿条81相对时与齿条81分离,当曲轴驱动机构300驱动上模座200上升时,齿轮部122开始与齿条81啮合驱动齿条81上升。这种热模锻压力机在工作时,升降块3初始位置位于最低处,润滑油通道4以及储油筒7内注有润滑油,放入锻件之后,曲轴驱动机构300驱动上模2下降,合模后锻件被锻压成型,在此过程中,光面部121与齿条81相对,转动盘12与齿条81不接触,之后曲轴驱动机构300驱动上模2上升,在上升过程中,齿轮部122开始与齿条81啮合驱动齿条81上升,在上升的过程中,升降块3起到了脱模顶杆的作用,会将锻件顶起,方便锻件取出,同时活塞8上升,将润滑油沿着润滑油通道4挤入下模1的型腔中,在齿轮部122上最后一个齿与齿条81脱离之前活塞8上升到最高位置,此时上模2继续上升,当齿轮部122上最后一个齿与齿条81脱离时,活塞8由于复位弹簧9的弹力会快速下降,会将下模型腔中的润滑油连同残留的氧化皮一同从下模型腔中吸入润滑油通道4,升降块3也恢复到初始位置,上模2继续上升至最高位置即完成一次锻压。这种热模锻压力机能够在下模1内自动涂抹润滑油、清除氧化皮以及顶起锻件,涂抹润滑油相对人工涂抹和喷洒更均匀,不会出现局部涂抹不到的情况,而且安全性高,操作方便,有效提高工作效率。
23.本实施例中,储油筒7具有半径小于活塞的颈部71,颈部71内侧设有导向座5,润滑
油通道4内设有两个导向座5,其中一个导向座5位于储油筒7的颈部71内侧。
24.本实施例中,颈部71与润滑油通道4通过螺纹密封连接。采用该结构方便拆装储油筒7以便更换润滑油和清理润滑油通道和储油筒7中的氧化皮。
25.本实施例中,储油筒7上设有两循环过滤油口72,两循环过滤油口72通过管道连接有过滤器以及油泵(图上未画出)。采用该结构能够在热模锻压力机运行的同时将通过油泵将润滑油循环过滤,从两循环过滤油口72一个进润滑油一个出润滑油来过滤掉氧化皮,从而延长润滑油的使用寿命,滤油口72位置位于活塞8上升后最大高度的上方。
26.本实施例中,升降块3与升降杆6通过螺纹连接。采用该结构方便升降块3与升降杆6之间的拆装。
27.本实施例中,储油筒7底部开口处可拆卸的设置有用于限位活塞8的限位环13。采用该结构在储油筒7未安装到热模锻压力机上时,活塞8、升降杆6以及储油筒7也能够形成一个整体,防止零件散乱。
28.本实施例中,转动盘12可滑动的设置于转轴10上,转动盘12上设置有若干组齿数不同的齿轮部122。齿轮部122齿数越多齿条81上升的距离越大,采用该结构通过调节转动盘12在转轴10上的位置可调节活塞8的上升距离,从而保证在润滑油量逐渐减少时,润滑油仍然能够填满下模型腔。
29.本实施例中,齿轮部122的齿数从转动盘12一端至另一端齿数逐渐减少。采用该结构能够方便的调节转动盘12在转轴10上的位置,在润滑油量逐渐减少时,只要将转动盘12朝向对准齿条的齿轮部122齿数增多的一侧滑动即可。
30.本实施例中,升降杆6为多边形杆,导向座5的导向孔与升降杆6的形状匹配。采用该结构能够防止升降杆6以及活塞8旋转,保证齿条81位置不改变。
31.上述实施例中,在下模1中仅设有一组润滑油通道4以及与其配合的结构,本领域技术人员容易理解的是,在下模1较大时,或者存在多处可能积存润滑油的位置时,可以设有多组润滑油通道4以及与其配合的结构,或者在容易积存润滑油的位置设有通道连接润滑油通道4。
32.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。